Корпусирование на уровне панелей – производственные решения для экономически эффективных систем. Часть 2.
Толщина пластины составляла 670 gm из-за толщины сенсора 550 gm, чтобы иметь возможность гомогенной переформовки компонентов без повреждения чувствительных к стрессам MEMS компонентов частицами наполнителя.
Встроенный сенсор и ASIC кристаллы должны были быть подготовлены с подстолбиковой металлизацией (UBM), чтобы избежать несовпадений при используемом процессе ПП. Обычно применяется усиление NiPd площадки на кремниевой пластине или на реконфигурированной формованной пластине.
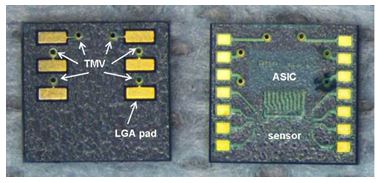
Двустороннее перераспределение было проведено соответственно процессу, описанному выше. Использовались наполненный RCC материал и параметры процесса как для оценки TMV. Диаметр отверстий для лазерного сверления был установлен в 150 gm, что дало гомогенные и воспроизводимые результаты сверления отверстий и металлизации в сформованной пластине толщиной 670 gm. Рис.5 показывает окончательное корпус датчика ускорения с площадками на верху корпуса для штабелирования корпусов датчиков давления и TMV для 3Д трассировки до нижней стороны корпуса, чтобы соединить ASIC и датчики ускорения, а также подложку.
ASIC и датчик показывают минимальный шаг контакта в 110 μm и размер площадки 80x80 μm2. Позиции кристаллов были измерены после формовки и автоматически использовались для адаптации позиций отверстий к площадкам кристаллов и провода линии проводника, чтобы компенсировать сдвиг кристалла во время монтажа и формовки. При этом можно получить хорошее совмещение отверстий и площадок кристаллов без замыканий или исключения целевых позиций (Рис.6).
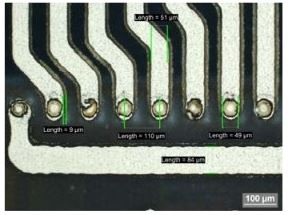
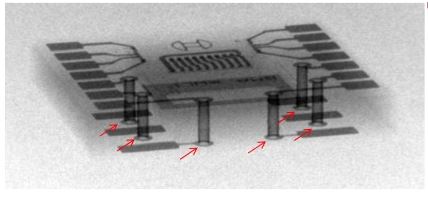
Рис.7 показывает рентгеновский снимок произведенного корпуса демонстратора, показывающего межсоединение верха и низа корпуса через металлизацию сквозных отверстий в формовочной массе.
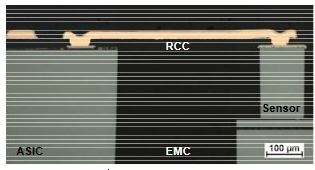
Были выполнены поперечные разрезы, чтобы изучить соединения через микроотверстия, также как и отверстия через формовку. Рис.8 показывает межсоединение между ASIC и датчиком ускорения с соединением через микроотверстия линии проводника с кристаллами. Микроотверстия хорошо выровнены и заполнены медью без каких-либо вкраплений воздуха.
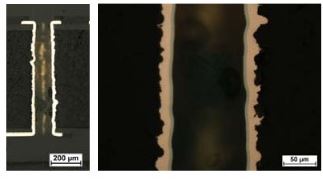
Отверстия через формовку равномерно покрыты медью толщиной около 15 μm в зависимости от неровности стен TMV (см.Рис.9). Края отверстий также хорошо соединены с верхней и нижней металлизацией. Способное к пайке поверхностное покрытие NiAu было также применено в TMV, что дало в результате постоянную толщину слоя в 5 μm, так как TMV не были подключены или покрыты во время электролитического процесса металлизации.
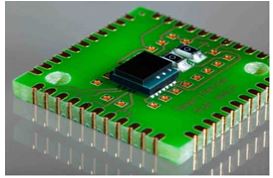
Корпуса датчиков давления и ускорения были штабелированы и установлены на плату путем пайки. Демонстратор, показанный на Рис.10, позволяет теперь провести функциональное тестирование целого блока сенсоров и вместе с этим доказательство технологии.
Датчик ускорения на уровне полупроводниковой пластины и корпус ASIC с RCC технологией перераспределения и отверстия через формовку как отдельный корпус, так в виде штабелированного корпуса были успешно протестированы на их функциональность. Датчик ускорения работал должным образом в рамках своей спецификации. Следовательно, можно утверждать, что вышеописанная технология также хорошо подходит для чувствительных к стрессу компонентов, таких как MEMS устройства и датчики.
Корпусирование на уровне панелей
Стоимость – это главный драйвер развития технологий в корпусировании микроэлектроники, поэтому увеличение размера, имеющее место с диаметрами пластины, выросшее с 2" до 300 мм сегодня, имитируется технологией встраивания. В настоящий момент фактор формы пластины является обязательным для производства формованных встроенных компонентов, тогда как экономически выгодная технология тонкой пленки RDL доступна только для круглых форм. Но с применением технологии слоя перераспределения на печатной плате, что является возможной альтернативой мелкому шагу, многообещающим решением является экономически эффективный апскейлинг встраивания на уровне пластины до встраивания на уровне формованной панели.
Говоря технологически, сегодня на рынке доступно множество компаундов компрессионного формования для встройки на уровне формовки платины от различных поставщиков. Для технологии формовочной встройки материалы должны иметь низкую химическую усадку, низкую температуру стеклования и соответствовать термомеханическим свойствам для низкого коробления формованной пластины и низкого сдвига микросхем после формовки. Свойства текучести должны давать возможность равномерного заполнения больших полостей. В основном самые современные материалы можно разделить на жидкие и гранулированные компаунды. С точки зрения процесса жидкие материалы затекают в середину полости и текут во время закрытия и компрессии, чтобы заполнить всю полость. В отличии от жидких материалов, гранулированный компаунд распределяется практически равномерно по всех полости. Компаунд тает и капельки должны сливаться во время закрытия и компрессии. Для инкапсуляции больших площадей до 610 x 457 мм2 лучшим выбором является гранулированный компаунд, так как в этом случае на процесс не влияет размер полости, тогда как для жидких компаундов более крупные полости значат большую длину потока или необходимость применения особого распределительного шаблона с риском неполного или неравномерного заполнения полости.
Листовое или рулонное ламинирование под вакуумом – альтернативные опции процесса для инкапсуляции больших площадей, особенного потому, что самые современные машины компрессионной формовки в настоящий момент позволяют инкапсулировать только площади до 300 мм в диаметре или такой длиной стороны. Для инкапсуляции путем ламинирования используются пленки с большим заполнением эпоксидной смолой со свойствами материала, сравнимыми с жидкими или гранулированными компаундами. Доступная толщина пленки варьируется от 50 μm до 1000 μm, что определяет конечную толщину продукта.
Стандартные прессы ламинирования печатных плат позволяют выполнить полноформатные листы до 610 x 457 mm² под давлением, теплом и вакуумом. Здесь недостатком является довольно долгое время цикла из-за нагревания и охлаждения всего пресса во время ламинирования. Однако, существует возможность обрабатывать более одного листа за один цикл, что также приводит к повышению общей выработки процесса. Прессы с коротким циклом даже устраняют время нагрева и охлаждения во время цикла ламинирования, так как эти машины работают с предварительно нагретыми пластинами, что делает процесс значительно быстрее.
Есть также хороший потенциал для использования ламинирующих прессов для печатных плат для низко затратной инкапсуляции больших площадей реконфигурированных пластин с хорошо известными компаундами на уровне формовки пластин, как описано выше. В то же время, можно ожидать, что затраты на инструментарий по ламинированию окажутся значительно ниже, чем на компрессионную формовку. Сегодня использование комбинации этих технологий делает осуществимым производство встроенных компонентов большой площади.
Заключение
Равномерная интеграция ликвидирует разрыв между микроэлектроникой и ее производными приложениями. Две главные силы являются драйверами прогресса в этой сфере – возникающие технологии устройств и новые требования к приложениям. Новые технологии и архитектуры возникают, чтобы довести прогресс, достигнутый в микроэлектронике, микросистемных технологиях, технологиях био-электронных и фотонных компонентов, в сами приложения. Будущее принадлежит интеграционным технологиям, которые соединят несколько компонентов в высоко интегрированное устройство в одном корпусе.
Одним из целевых применений было устройство с несколькими датчиками для целей внутренней навигации, объединяющее магнитные датчики, датчик ускорения и датчик давления – основываясь на разработке датчиков в рамках проекта MST-SmartSense. Для целей демонтсрации был применен подход на уровне пластины к комбинациям датчика давления/ ASIC и датчика ускорения. Для каждой комбинации был выбран наиболее подходящий вариант технологии и был продемонстрирован штабелированный корпус. Успешное тестирование функциональности этого штабелированного устройства также доказало, что такая технология корпусирования подходит для чувствительных к стрессам ИС датчиков.
Помимо демонстрации общей пригодности технологии встраивания, особый фокус был сделан на возможности маршрутизации по оси Z, где были оценены отверстия через формовку в отношении процесса и надежности.
В данной статье был описан широкий спектр технологий, которые позволяют создавать максимально миниатюризированные микросхемы или SiP, состоящие из по меньшей мере двух компонентов – все технологии выдерживают возможность интеграции множества гетерогенных компонентов, выполняя запрос на гетерогенную интеграцию.
Ссылки
i Для информации по проекту HERMES: www.hermes-ect.net
ii A. Ostmann, D. Manessis, H. Stahr, M. Beesley, J. De Baets, M. Cauwe, "Industrial and technical Aspects of chip embedding", Proceedings in the 2nd ESTC 2008 Greenwich, September 1-5, 2008, pp. 315-320
iii Yole Development report, "Embedded Wafer-Level-
Packages", 2010
iv D. Manessis, L. Boettcher, A. Ostmann, K.-D. Lang,
"Embedded Power Dies for System in Package",
International Workshop on Power Supply On Chip
October 13-15, Cork, Ireland;
www.powersoc.org/index.php
[v] T. Meyer, G. Ofner, S. Bradl, M. Brunnbauer, R. Hagen; Embedded Wafer Level Ball Grid Array
(eWLB); Proceedings of EPTC 2008, Singapore.
[vi] B. Keser, C. Amrine, T. Duong, O. Fay, S. Hayes, G. Leal, W. Lytle, D. Mitchell, R. Wenzel; The Redistributed Chip Package: A Breakthrough for Advanced Packaging, Proceedings of ECTC 2007, Reno/Nevada, USA.
[vii] Y. Jin, X. Baraton, S. W. Yoon, Y. Lin, P. C.
Marimuthu, V. P. Ganesh, T. Meyer, A. Bahr; Next Generation eWLB (embedded Wafer Level BGA) Packaging; Proceedings of EPTC 2010, Singapore.
[viii] T. Braun, K.-F. Becker, L. Bottcher, J. Bauer, T. Thomas, M. Koch, R. Kahle, A. Ostmann, R. Aschenbrenner, H. Reichl, M. Briindel, J.F. Haag, U. Scholz; Large Area Embedding for Heterogeneous System Integration; Proceedings of ECTC 2010, Las
Источник: www.circuitinsight.com
