2.5D и 3D Технология полупроводниковых корпусов: Эволюция и Инновации. Часть 3
Стекло набирает обороты для производства интерпозеров, поскольку он имеет меньшие диэлектрические потери, чем кремний, и его стоимость значительно меньше, чем у кремния. Стеклянные панели отличаются от кремниевых, так как толщина стекла, размер и форма панелей (круглые, квадратные или прямоугольные) предлагают больше вариантов процессов, чем кремниевые панели. В отношении формы панели, панели размером до 500 мм*500 мм могут быть обработаны с потенциалом для использования систем сборки уровня платы для размещения кристаллов.
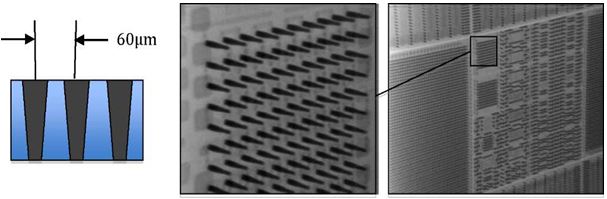
Методы формирования отверстий через стекло включают лазер (CO2, Excimer, UV), электростатический разряд, механическое сверление, химическое травление, и могут включать комбинацию этих процессов. Для механического сверления широко используется также микро пескоструйный метод. В целом 10 пм считается минимальным диаметром для отверстия через стекло, но основываясь на методах абляции и настройках системы, отверстия могут быть больше, если это необходимо.
Для металлизации стекла существует несколько методов, включая покрытие медным сплавом, серебряная и медная пасты, серебряные и медные чернила. Для достижения лучшей адгезии между металлом и стеклом используется обработка поверхности и/или некоторые промежуточные слои, и в отличие от кремния, стекло является естественным изолирующим материалом и не требует нанесения барьерного слоя перед покрытием (Рис.8).
Технология корпусирования 3D на системном уровне
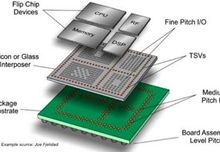
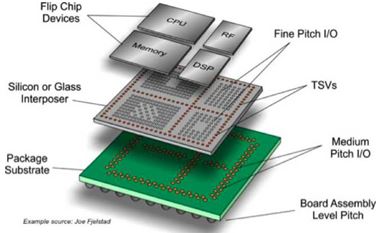
Фундаментальным драйвером для тех, кто занимается разработкой корпусирования на системном уровне, является повышение функциональности и производительности продукта без увеличения его размера. Эксперты-аналитики прогнозируют, что «даже несмотря на то, что рынки мобильной электроники будут продолжать демонстрировать значительный рост, спрос на телекоммуникационный рынок также растет». Разработчики смартфонов и планшетов уже освоили многоядерные процессоры и занимаются увеличением пропускной способности между памятью и процессором. Однако, производители постоянно разрабатывают полупроводники со значительно расширенными и более быстрыми возможностями процесса. Эти новые поколения многоядерных процессоров имеют значительно более высокий ввод/вывод, чем их предшественники и отношение размеров элементов ИС к I/O значительно меньше. Хотя элементы ИС могут быть установлены с универсальной решеткой контактов, шаг контакта у решетки слишком узок для монтирования на обычный интерпозер на органической основе. Текущее решение для межсоединения этих новых поколений высокоплотных элементов с очень маленьким шагом контактов – интерпозер на основе кремния. Трассировка схемы кремниевого интерпозера дает возможность очень тесного соединения элементов ИС, тем самым минимизируя требования к интерфейсу и расширяя шаг контакта между интерпозером и подложкой корпуса на органической основе. Контакты, размещенные на индивидуальном элементе ИС, могут иметь шаг от 30 пм до 50 пм, тогда как контакты на нижней поверхности кремниевого интерпозера «раздуты» до ширины шага от 150 пм до 200 пм. Иллюстрация, показанная на Рис.9, типична для 3Д продукта системного уровня с кремниевым или стеклянным интерпозером с соответствующими, но разнородными полупроводниковыми элементами ИС.
Более широкий шаг контакта на нижней поверхности кремниевого интерпозера будет лучше размещать шарики припоя или столбиковые выводы припоя для паяного присоединения на верхнюю поверхность подложки корпуса на органической основе.
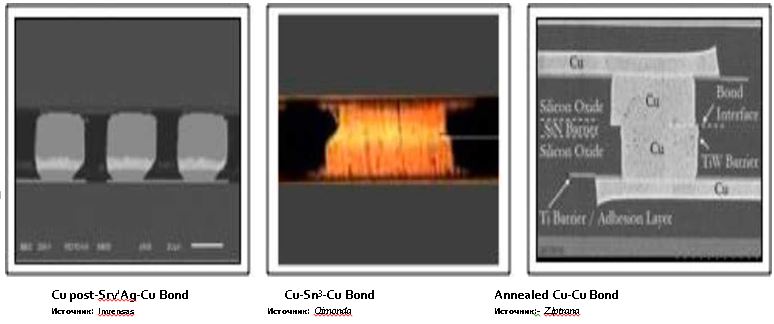
Существует три принятых метода соединения высокоплотных полупроводников с кремниевым интерпозером (Рис.10):
- Пайка оплавлением припоя
- Термокомпрессионное соединение
- Межсоединение мягкой медью
Пайка оплавлением припоя – контакт, сделанный для очень мелко-шагового процесса прикрепления ИС на интерпозер, - это медный столбик, покрытый припоем, или микро-столбиковый вывод. Ключевые проблемы процесса пайки включают оптимизацию температурных профилей пайки, активацию флюса и время сверх расплавления (TAL). Так как размер зазора между кристаллом и поверхностью интерпозера может составлять 50 микрон или больше, обычно используется подзаливка для усиления площадки. Выбор флюса тоже может быть важным моментом. Любые остатки флюса, которые аккумулируются на поверхности интерпозера во время процесса пайки, могут спровоцировать излишние пустоты в подзаливке.
Термокомпрессионное соединение (объединение Cu/Sn/Cu)- двухступенчатая процедура, которая начинается с первоначального точного выравнивания и предварительного присоединения при комнатной температуре кристального элемента на пластину интерпозера. После предварительного соединения интерпозер подвергается процессу отжига, который включает высокую температуру и давление. Этот процесс соединения значительно усиливается, если разместить тонкий слой оловянного сплава на медные контакты. Когда пластина интерпозера нагревается до приблизительно 400oC, слой оловянного сплава полностью растворяется в медном контакте с образованием устойчивого интерметаллида Cu-Sn- Cu (Cu3Sn).
Низкотемпературная гибридная технология соединения - Разнородный или гибридный процесс соединения, обеспечивающий электрический интерфейс In-Situ с контактными поверхностями металлического сплава и диэлектриком из оксида кремния (например, Cu/SiO-Cu/SiO, Cu/SiN-Cu/SiN). Это простое соединение Cu-Cu, которое масштабируется до значительно более мелкого шага контактов (менее 30 пм). Более того, когда кристальный элемент соединен с кремниевым интерпозером, не остается воздушного промежутка, поэтому нет необходимости в применении подзаливки между поверхностями. Прямой процесс соединения также был использован для соединения тонких пластин-на-пластину, также, как и соединение захваченной ИС, подготовленной с выровненными TSV контактами. Действительный процесс отжига Cu-Cu для этого требует относительно короткого времени экспонирования при умеренной температуре в 200 oC.
Пайка оплавлением припоя – контакт, сделанный для очень мелко-шагового процесса прикрепления ИС на интерпозер, - это медный столбик, покрытый припоем, или микро-столбиковый вывод. Ключевые проблемы процесса пайки включают оптимизацию температурных профилей пайки, активацию флюса и время сверх расплавления (TAL). Так как размер зазора между кристаллом и поверхностью интерпозера может составлять 50 микрон или больше, обычно используется подзаливка для усиления площадки. Выбор флюса тоже может быть важным моментом. Любые остатки флюса, которые аккумулируются на поверхности интерпозера во время процесса пайки, могут спровоцировать излишние пустоты в подзаливке.
Термокомпрессионное соединение (объединение Cu/Sn/Cu)- двухступенчатая процедура, которая начинается с первоначального точного выравнивания и предварительного присоединения при комнатной температуре кристального элемента на пластину интерпозера. После предварительного соединения интерпозер подвергается процессу отжига, который включает высокую температуру и давление. Этот процесс соединения значительно усиливается, если разместить тонкий слой оловянного сплава на медные контакты. Когда пластина интерпозера нагревается до приблизительно 400oC, слой оловянного сплава полностью растворяется в медном контакте с образованием устойчивого интерметаллида Cu-Sn- Cu (Cu3Sn).
Низкотемпературная гибридная технология соединения - Разнородный или гибридный процесс соединения, обеспечивающий электрический интерфейс In-Situ с контактными поверхностями металлического сплава и диэлектриком из оксида кремния (например, Cu/SiO-Cu/SiO, Cu/SiN-Cu/SiN). Это простое соединение Cu-Cu, которое масштабируется до значительно более мелкого шага контактов (менее 30 пм). Более того, когда кристальный элемент соединен с кремниевым интерпозером, не остается воздушного промежутка, поэтому нет необходимости в применении подзаливки между поверхностями. Прямой процесс соединения также был использован для соединения тонких пластин-на-пластину, также, как и соединение захваченной ИС, подготовленной с выровненными TSV контактами. Действительный процесс отжига Cu-Cu для этого требует относительно короткого времени экспонирования при умеренной температуре в 200 oC.
Выводы и заключения
Пока разработчики продолжают создавать альтернативные методы сборки полупроводниковых корпусов для дальнейшего повышения производительности, значительные возможности остаются для новых поколений полупроводников с высокой плотностью и с большим объемом ввода-вывода. Хотя большие объемы потребительской электроники будут продолжать стимулировать развитие подобных форм 3Д технологий корпусирования, высокотехнологичные рынки телекоммуникаций будут полагаться на более комплексные решения. Появились новые поколения продуктов памяти с шагом в 30 микрон и двумя тысячами операций ввода-вывода, а процессоры, входящие на рынок, имеют уже 40 тысяч вводов-выводов. Чтобы соответствовать требованиям межсоединений для таких очень больших по I/O кристальных элементов, аналитики и эксперты отрасли предсказывают, что компании продолжат миграцию в сторону технологий создания интерпозеров на основе кремния или стекла. Хотя многие проблемы процесса были решены, все же остается больше количество технических вопросов, которые влияют на этот сегмент отрасли. Оперирование и транспортировка больших и очень тонких пластин, решения по выравниванию и соединению ИС с очень высоким I/O, а также методы управления тепловыделением, когда корпус системного уровня встроен в конечный продукт.
Решение, какой выбрать материал для основы интерпозера, будет зависеть от зрелости процесса, возможностей поставщика и стоимости. В целях ускорения разработки продуктов многие компании сотрудничают с поставщиками как в начале, так и в конце цепочки поставок полупроводников. Они осознают, что чтобы вывести на первый план технологию 2.5D и 3D корпусирования, необходимо разработать жизнеспособные и надежные высокопроизводительные процессы создания интерпозеров на уровне пластин.
Ссылки и благодарности:
[1] C. Woychik, G. Gao, C. Uzoh, H. Shen, L. Wang, S. Lee, R. Alatorre, S. McGrath, M. Elassar and S. Arkalgud, Assembly Challenges for 2.5D and 3D IC Packaging, SMTA International 2015 proceedings.
[2] R. Katkar, A, Prabhu and W. Zohni , High-Volume-Manufacturing (BVM) of Bond Via Array Enabled Advanced Package-on- Package (POP), SMTA-IWLPC 2015 proceedings.
[3] IPC -7091, Design and Assembly Process Implementation of 3D Components.
[4] 2015 IPC International Technology Roadmap for Electronic Interconnections, Part B, Section 2.
[5] C. Woychik, E. Chau, S. Arkalgud, V. Solberg and A. Cao, Solder Assembly Solutions for 3DIC Packaging, SMTA International 2013 proceedings.