2.5D и 3D Технология полупроводниковых корпусов: Эволюция и Инновации. Часть 2
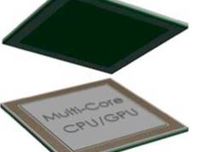
Комбинирование функций памяти и логических функций в одном корпусе зачастую становится компромиссным решением как для эффективности теста, так и для общей производительности собранного корпуса. Вертикальная установка одного или более предварительно корпусированных кристаллов друг на друга (корпус-на-корпусе) является предпочтительной альтернативой для штабелирования ИС, особенно для устройств, требующих многочисленных разнородных полупроводниковых элементов, а разделение логических функций и функций памяти оказалось очень эффективным. Логические элементы зачастую имеют значительно больший размер и большее количество вводов/выводов, чем элементы памяти. По этой причине на базовой или нижней части корпуса обычно размещаются логические элементы, тогда как элементы памяти, связанные с логическими, будут размещаться на более верхней части корпуса. Кроме того, секции корпуса могут использовать как проводное, так и флип-чип соединение (монтаж методом перевернутого кристалла). Флип-чип сборка обеспечивает значительное увеличение возможности межсоединений в корпусе и дает возможность создать очень маленький профиль корпуса в нижней секции. Эта разработка показана на Рис.3. Она позволяет формовочному материалу выступать за края интерпозера в нижней секции для минимизации деформации корпуса и использует отверстия сквозь формовку (TMV), давая возможность уменьшения шага контактов между верхней и нижней секциями.
Хотя для РоР устройств требуются две подложки интерпозеров, соединение отдельно протестированных секций корпуса оказывается более экономичным.
Многие из более продвинутых 3Д решений для корпусов потребовали серьезного количества инженерных ресурсов для того, чтобы они стали доступны для массового производства, и хотя они и широко применимы, некоторые варианты еще требуют лицензионного соглашения с разработчиком перед применением.
Соединение корпус-на-корпусе через матричную ИС
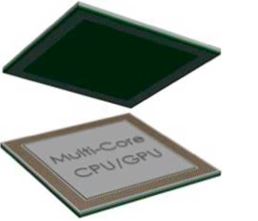
Чтобы преодолеть ограничивающие аспекты более традиционного метода сборки корпус-на-корпусе, показанного выше, появилось альтернативное решение высокоплотного межсоединения. Процесс соединения через матричные ИС дает возможность существенно уменьшить шаг контакта между верхней и нижней секцией корпуса. Главной особенностью соединения через матричные ИС является использование коммерчески доступных подложек из материала на органической основе и стандартных систем проводного соединения для обеспечения узких медным контактов с малым промежутков, что обеспечивает электрический интерфейс между верхней и нижней секциями корпуса. Это показано на Рис.4, иллюстрирующем верхнюю и нижнюю секции корпуса, соединенного через матричную ИС.
После монтажа схемы и формирования проводного соединения подложка решетки полностью герметизирована, что физически укрепляет тонкие медные стойки внутри пресс-формы, которая инкапсулирует нижний полупроводник. Уменьшенный шаг контакта делает возможным в процессе легко размещать большее количество межсоединений по периметру РоР штабеля. Эта технология межсоединений подходит к широкому разнообразию 3Д корпусов, включая многорядные и поверхностные решетки, решетки с разветвлением сигналов по входу и по выходу, плоские и ступенчатые формовки. Более того, технология соединения через матрицу использует существующую инфраструктуру проводной сборки для обеспечения высокой плотности, вертикального профиля межсоединений, а длина медной проволоки может быть увеличена до точного угла, чтобы приспособиться к различным вариантам верхнего и нижнего профиля корпуса. Разработчик этого метода сборки РоР через матрицу утверждает, что этот процесс имеет потенциал для обеспечения шага контактов в 100pm, что является значительно более мелким шагом по сравнению с возможным на сегодня шагом в технологии шариков припоя.
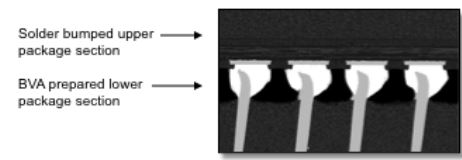
Контакт медной проволоки выходит за верхнюю поверхность нижней подложки, чтобы выровняться с соответствующим контактом на нижней поверхности верхней секции корпуса (Рис.5). Более того, тесная связи между секциями корпуса также способствует управлению мощностью.

(Источник: IPC-7091)
(Источник: Invensas Corporation)
Производство кремниевых интерпозеров
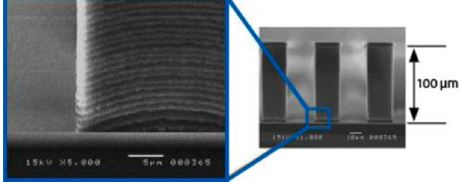
Серьезный объем ресурсов был уже вложен в то, чтобы найти жизнеспособное решение для межсоединений через TSV как для 2.5D интерпозеров, так и для 3D сборки штабелей кристаллов. При подготовке отверстия через кремний сначала формируется отверстия малого диаметра на одной стороне кремниевой панели. Наиболее распространенный процесс для этой операции использует глубокое реактивное ионное травление (DRIE). Процесс абляции отверстий также известен как «пульсирующее травление» или «травление с временным мультиплексированием», это процесс, который постоянно чередуется между двумя режимами для достижения практически вертикальных структур отверстий. Во время пульсирующего травления пассивирующий слой естественным образом формируется на стенках отверстий для блокирования дальнейшей химической атаки и для предотвращения дополнительного травления внутри стенок отверстия. Эти шаги травления/депозита повторяются до тех пор, пока абляция не достигнет желаемой глубины (Рис.6).
Хотя возможно протравливать отверстия на всю длину через кремниевую базу, общей практикой является останавливать процесс травления на предварительно определенной глубине, что дает лучшее заполнение отверстия во время процесса металлизации.
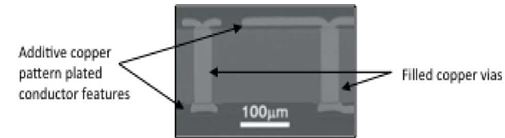
При подготовке к заполнению отверстия сначала применяется верхний посевной слой меди или вольфрама для того, чтобы сделать возможным электролитическое покрытие дополнительной медью, необходимой для полной функциональности заполнения отверстия. Электролитическое покрытие обычно применяется для отверстий размером от 5 пм до 20 пм. Для окончательного доступа к металлизированным заполненным медью отверстиям на противоположной поверхности панели используется комбинация процессов измельчения и/или плазменного травления. И наконец, применяются дальнейшие процессы покрытия для обеспечения поверхностного соединения, как показано на Рис.7.
Из-за своих низких резистивных и проводимых характеристик, медь (Cu) стала любимым припоем для отверстий интерпозеров и покрытия схем. При подготовке к формированию медных площадок для выводов компонентов (контактная площадка, покрытая припоем) и проводников на поверхности кремниевой пластины, производитель в первую очередь наносит адгезионный слой из металлического сплава на поверхность панелей. Металлы для адгезии включают: никель (Ni), молибден (Mo), хром (Cr), вольфрам (W), и титан (Ti). Эти базовые материалы затем снова покрываются более проводимым металлом, таким как медь, золото, олово или палладий. После покрытия оставшийся тонкий адгезионный слой химически вытравливается с поверхности кремниевой пластины, после чего наносят фотографический пассивирующий слой для изолирования и защиты остальную схему проводящих цепей.
Из-за своих низких резистивных и проводимых характеристик, медь (Cu) стала любимым припоем для отверстий интерпозеров и покрытия схем. При подготовке к формированию медных площадок для выводов компонентов (контактная площадка, покрытая припоем) и проводников на поверхности кремниевой пластины, производитель в первую очередь наносит адгезионный слой из металлического сплава на поверхность панелей. Металлы для адгезии включают: никель (Ni), молибден (Mo), хром (Cr), вольфрам (W), и титан (Ti). Эти базовые материалы затем снова покрываются более проводимым металлом, таким как медь, золото, олово или палладий. После покрытия оставшийся тонкий адгезионный слой химически вытравливается с поверхности кремниевой пластины, после чего наносят фотографический пассивирующий слой для изолирования и защиты остальную схему проводящих цепей.
Источник: www.circuitinsight.com/programs/54691.html