Оценка использования ENEPIG в маленьких паяных соединениях. Часть 2.
Это было обнаружено во время производства печатной платы, так как толщина маски припоя вмешалась в электрическое тестирование платы и процесс HASL. Были произведены дополнительные платы м более тонкой маской припоя, чтобы сделать возможным процесс HASL на контрольных блоках. Печатные платы с поверхностным покрытием ENEPIG не были изменены.
Рентгеновские измерения были взяты на 26 локациях печатной платы на каждой плате и на 20 локациях на дополнительных тестовых купонах. Эти локации измерения находились на обеих сторонах печатной платы, и было обнаружено, что некоторые толщины слоя палладия не соответствуют IPC-4556 спецификационным требованиям. В стандартном процессе производства каждая плата не может быть измерена, но можно взять одну в качестве образца. Образцы берутся время от времени и рассчитывается стандартное отклонение: это стандартное отклонение используется для определения, находится ли процесс под контролем в соответствии со стандартом наряду с индивидуальными измерениями. В нашем тесте на каждой плате были измерены множественные локации, таким образом, сами данные сравнивались с ограничениями в спецификации без учета стандартных отклонений.
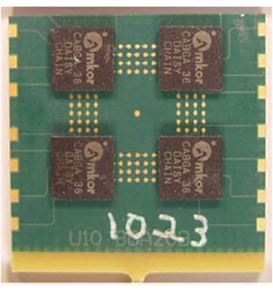
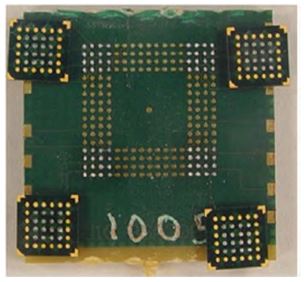
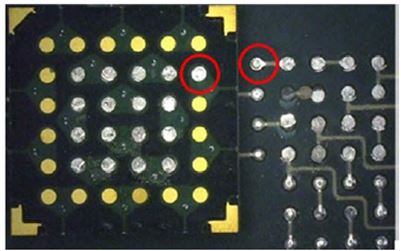
Монтаж тестируемых блоков был выполнен и припоями SnPb или SnPbAg, затем каждый компонент был удален с помощью воздействия силы на край компонента на скорости 0,5 дюймов/мин (Рис.3 и 4). Сила, необходимая для удаления тестируемых деталей приведена в Таблице 1. Значения силы сдвига для образцов с покрытием ENEPIG были ниже, чем с покрытием HASL. Для всех покрытий обнаружилась смесь повреждений припоя и подъемом площадки. Для HASL повреждения случались в припое в 18% случаем (остальные 82% характеризовались подъемом площадки), тогда как для ENEPIG подъем площадки происходил в 35% случаев, а остальные повреждения преимущественно проявлялись в повреждениях припоя и в некоторых случаях хрупких повреждениях площадки ПП (примерно 3%).
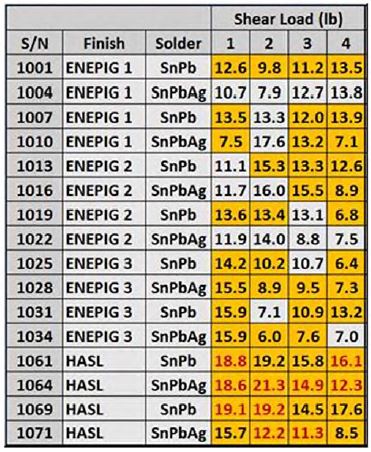
Средняя сила сдвига для ENEPIG в этом тестировании составила 11.5 lbs., а средняя сила сдвига для HASL 16.0 lbs. Так как разница в этих результатах изначально кажется значительное, есть два важных фактора для сравнения этих значений. Первый – это то, что в некоторых случаях было дополнительное паяное соединение, которое сформировалось вне планируемой решетки 4*4. Это случалось только на платах HASL, и происходило за счет излишнего количества припоя от процесса HASL на площадке, которого было достаточно, чтобы припаять деталь. Эти соединения варьируются от относительно маленьких соединений между печатной платой и компонентом до «полноценного» паяного соединения, подобного таким же внутри решетки 4*4. В Таблице 1 локации, где происходило дополнительное паяное соединение, отмечены красным цветом. Ячейки в этой таблице, которые выделены оранжевым, указывают, что некоторые или все площадки поднялись во время теста. Средние значения силы сдвига для образцов HASL, не содержащих каких-либо дополнительных паяных соединений, составили 15.2 lbs., но это значительно ограничивает размер образца.
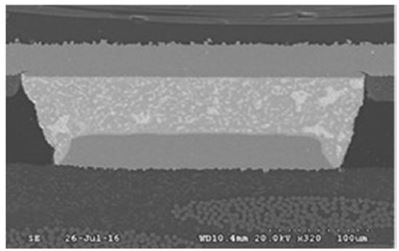
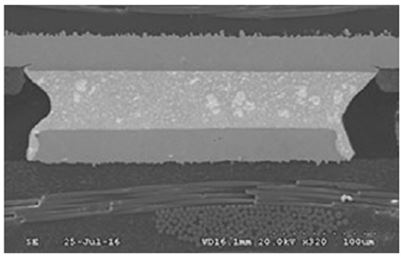
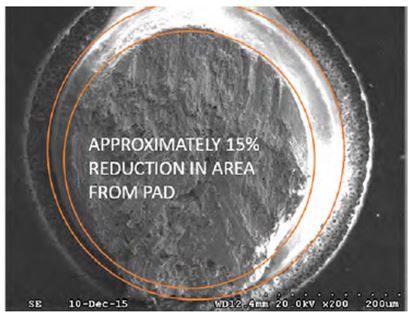
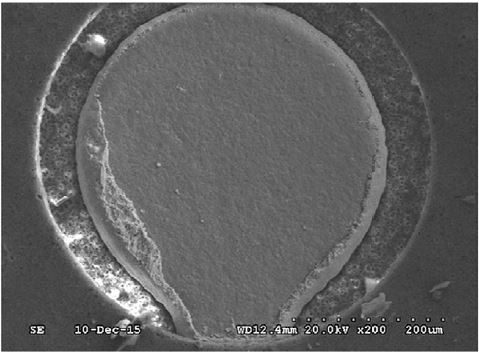
Второй фактор, влияющий на результаты теста на сдвиг, можно увидеть в сравнении поперечных сечений образцов ENEPIG и HASL. На образцах ENEPIG предварительно обнаруженная избыточная толщина паяльной маски предотвращает детали от такой низкой посадки, какая бы у них была в ином случае. Это приводит к тому, что паяные соединения формируют форму песочных часов (Рис.7). Эта форма дает меньший поперечный разрез в середине, что снижает общую силу паяного соединения. Это снижение составляло 10-20%. Рис.8 показывает типичное 15% снижение в площади поперечного сечения паяного соединения на месте повреждения. Снижение площади поперечного сечения из-за геометрии паяного соединения дает серьезную разницу между силами сдвига для HASL и ENEPIG. Комбинация более тонкой паяльной маски и дополнительного припоя от процесса HASL приводит к другой геометрии паяного соединения на образцах HASL.
Вторая группа тестовых образцов со всеми поверхностными покрытиями была подвержена старению при 100°C на 10 дней. Результаты для этих образцов по тесту на сдвиг были похожи с несколькими отличиями от первичного теста на сдвиг. Сила, требуемая для сдвига деталей, увеличилась незначительно для каждого поверхностного покрытия, стандартное отклонение от значений слегка снизилось в каждой группе, а также было значительное снижение количества поднятых площадок. Количество случаев поднятия площадки сократилось с 50% до 3%. Эти значения базируются на количестве отдельных поднявшихся площадок, а не на локациях, указанных в Таблицах 1 и 2 (указаны выделенными ячейками). Ожидалось, что это результат дальнейшего воздействия на печатную плату для того, чтобы улучшить адгезию площадки. Остальные повреждения на образцах HASL были только пластическими изломами припоя.
Если учитывать тип припоя, припой SnPbAg имел меньшую силу для повреждения относительно SnPb (11.8 против 13.4 lbs). После термального старения средние значения силы сдвига относительно сплава припоя увеличились в обоих случаях, но SnPb снова продемонстрировал немного большую силу (15.1 lbs. для SnPbAg против 15.7 lbs. для SnPb).
В обоих случаях как при до-термальном старении образцов, так и пост-термальном старении образцов, были случаи хрупких повреждений на образцах ENEPIG. Некоторые из хрупких повреждений были связаны с каждым из трех ENEPIG поверхностных покрытий. Пропорция этих типов повреждений была очень низкая, около 3% вне зависимости от термальной обработки, хотя возникновение хрупких повреждений на пост-термальных образцах было ограничено до двух локаций деталей и было связано с поднятыми площадками на каждой из этих локаций.
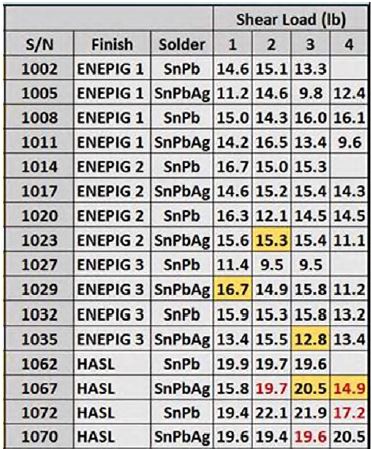
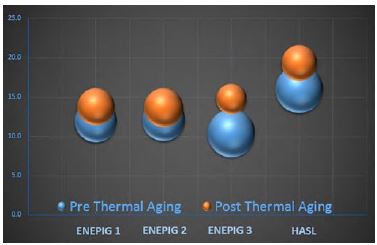
Рис. 9: Сила сдвига для повреждения (lbs.) для каждого поверхностного покрытия до и после термального старения. Размер каждого «пузыря» указывает стандартное отклонение от данных для этой группы.
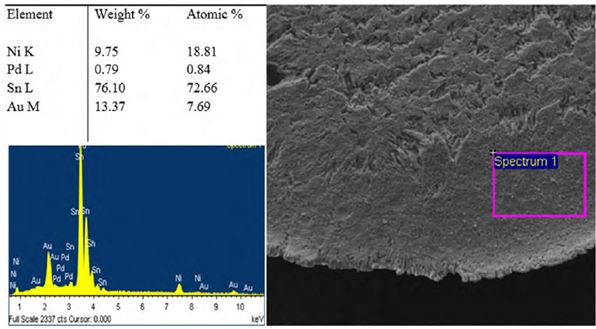
Несколько локаций хрупких повреждений на образцах ENEPIG были выбраны для дальнейшей оценки. Анализ поверхности площадки печатной платы с использованием EDS показал, что оставшаяся поверхность является преимущественно никелем с небольшим количеством олова. Материал, расположенный на стороне поверхности повреждения паяного соединения, был измерен и показал высокий уровень олова, но также до 0,79% палладия по весу и 17,5% серебра по весу (так же, как и низкие уровни Pb и Ni). Эти значения варьировались в зависимости от выбранной зоны (Рис.11 для примера). Анализ поперечного сечения всего паяного соединения показал 0,5% по весу Pd и 3.3% по весу Au. Учитывая объем припоя, примененного на соединении, это уровень общего палладия соответствует толщине слоя палладия, измеренного на печатной плате, но уровень серебра выше, чем ожидался.
Предполагалось, что деталь с покрытием ENIG, в которой было добавлено небольшое количество золота в паяное соединение, которое в комбинации с Au, присутствующем в печатной плате, не будет главным фактором целостности соединения. Реальные измерения этой детали, однако, показали, что у нее было более толстое золотое покрытие (14.3–15.5 μin), что привело к более высокому содержанию золота в итоговом паяном соединении. Высокий уровень золота, измеренный на поверхности повреждения, указывает на то, что он мог сыграть свою роль в хрупкой природе повреждения.
Заключение
Толстая маска припоя, присутствующая на ПП в этом тесте, не только оказывает влияние на геометрию паяного соединения, но также имеет заметное влияние на объем припоя, применяемого во время производства платы, что влияет на итоговое содержание металла в паяных соединениях. Это приводит к более низкому содержанию палладия, чем это изначально предполагалось в этом исследовании. Как и ожидалось, Pd формирует чешуйчатый межметаллический слой с Sn в припое, но не создает непрерывный слой из-за ограниченного количества палладия.
Недостаточное отверждение ПП значительно увеличивает поднятие площадок в не состаренных тестовых образцах, а хрупкое повреждение паяных соединений на ENEPIG часто связано с этими поднятыми площадками. Изотермическое старение тестовых образцов снизило количество возникновения как поднятых площадок (и на HASL, и на ENEPIG образцах), так и хрупких повреждений (на образцах ENEPIG). Однако важно заметить, что повреждения самого припоя на образцах ENEPIG происходили в узком месте паяного соединения (в середине «песочных часов») и эта геометрия паяного соединения может оказывать влияние на возникновение повреждений.
Результаты подтвердили, что сила сдвига для SnPb паяных соединений на ENEPIG аналогична силе сдвига для паяных соединений на HASL (когда результаты этого исследования скорректированы для геометрии паяного соединения). Однако, специфическая причина возникновения хрупкого повреждения на ENEPIG не была установлена в данном исследовании, и, следовательно, влияние содержания палладия не известно.
Использование Ag в припое оказывает небольшое влияние на силу сдвига, но не было обнаружена значительная разница этого влияния при сравнении HASL и ENEPIG.
Ссылки
1. Chen, Y.J.; Huang, K.Y.; Chen, H.T.; Kao, C.R., “Au and Pd embrittlement in space-con-fined soldering reactions for 3D IC applications,” Advanced Packaging Materials (APM), 2013 IEEE International Symposium, pp. 102–112.
2. P. T. Vianco, “Lead-Free Surface Finishes: Compatibility with Assembly Processes and Interconnection Reliability,” (Edina, MN: Surface Mount Technology Association, SMTA Webinar, January, 2007), pp. 35–36
3. Pun, K.; Islam, M.N.; Tin Wing Ng, “ENEG and ENEPIG surface finish for long term solderability,” Electronic Packaging Technology (ICEPT), 2014 15th International Conference, 2014, pp. 1–5.
4. Rowland, R. and Prasad, R., “Comparing PCB Surface Finishes and their Assembly Process Compatibility,” Proceedings of SMTA Inter-national, Sep. 27–Oct. 1, 2015, Rosemont, Illinois.
5. Wolverton, M., “Quality, Reliability and Metallurgy of ENEPIG Board Finish and Tin- Lead Solder Joints,” Proceedings of SMTA Inter-national, 2011, pp. 960–965.
Источник: SMTA International, 2016.
