Оценка надежности реболлинговых BGA компонентов
Резюме
Монтаж печатных плат практически полностью завершил свой переход на бессвинцовый принцип производства. Этот переход привел к моральному устареванию свинцово-оловянных компонентов.
Однако, иногда процессы текущего производства или ремонта требуют SnPb компонентов, которые уже сложно достать. Использование бессвинцовых устройств в таких случаях может привести к проблемам с надежностью (из-за использования бессвинцовых компонентов на SnPb устройствах печатных плат). Эта проблема встает особенно остро с устройствами бессвинцовых BGA из-за относительно высокого объема бессвинцового сплава в окончательных паяных соединениях. Одно из возможных решений – вручную подсоединять бессвинцовые компоненты на рабочей станции. Так как этот процесс проводится вручную, он занимает много времени и трудно обеспечить воспроизводимость. Этот процесс обычно характеризуется достаточно высоким уровнем дефектов. Поэтому был введен процесс реболлинга BGA в качестве альтернативного решения для такого сценария, в котором бессвинцовые компоненты должны монтироваться на печатные платы, которые были изначально произведены с использованием SnPb процесса.
В данном исследовании выводы припоя SAC305 в бессвинцовых компонентах были заменены SnPb выводами. Были проведены серии тестов и инспекций, чтобы оценить надежность этих измененных компонентов (реболлинговые компоненты). После операции реболлинга, были измерены размеры выводов, и они показали «хорошую» размерную стабильность. Пустоты, которые были заявлены, как проблема в случае реболлинговых компонентов, были оценены с помощью рентгеновского исследования, и были оценены как не являющиеся проблемой. Испытание на сдвиг шариков, которое проводилось для механического тестирования паяных соединений для оценки силы реболлинговых паяных соединений, дало в результате хорошую силу паяных соединений. Микроструктура паяных соединений изучалась с помощью техники металлографии. Было обнаружено, что толщина межповерхностного интерметалла (IMC) было на приемлемом уровне. Кроме того, после монтажа реболлинговых компонентов BGA, их корпуса были подвержены отбраковочным климатическим испытаниям (ESS), после чего были проведены тестирования целостности схем и функциональности. Никаких нарушений обнаружено не было. Поэтому было установлено, что реболлинговые компоненты показывают адекватную надежность без каких-либо ухудшений и могут быть удачным решением для таких «смешанных» систем.
Введение
Из-за ограничений, содержащихся в таких нормативных документах как RoHS (Правила ограничения содержания вредных веществ) и WEEE (Утилизация отходов производства электрического и электронного оборудования), некоторые материалы запрещены к использованию в электронных продуктах. Среди запрещенных материалов ключевым элементом для производства электроники является свинец, и его запрещение оказало огромное влияние на процесс производства [3]. В основном свинец использовался в паяльных пастах и паяных соединениях компонентов, таких как компоненты BGA. Для поверхностного монтажа использовалась эвтектическая паяльная паста, которая состоит из 63% Sn и 37% Pb, ее нужно было заменить на бессвинцовую версию, которая обычно состоит из 96.5% Sn, 3.0% Ag, 0.5%Cu или 95.5% Sn 4.0% Ag, 0.5%Cu.
Этот вынужденный переход на бессвинцовую технологию привел к стремительному замещению SnPb-корпусов в потребительской электронике [4]. Однако, для высоконадежных электронных устройств, все еще используется производство, базирующееся на SnPb. С одной стороны, допущения директивы RoHS Европейского союза позволяет производителям электронного оборудования высокой надежности соответствовать директиве, продолжая использовать текущие SnPb процессы производства до тех пор, пока надежные процессы бессвинцового производства не будут полностью проработаны. С другой стороны, до сих пор есть некоторые неопределенности по поводу надежности бессвинцовых продуктов для высоконадежных приложений [7]. Тестирование надежности, которое обычно проводилось для SnPb устройств, может не обеспечить всеобъемлющую картину для бессвинцовых устройств, а долгосрочная надежность все еще вызывает серьезную озабоченность. Соответственно, некоторые производственные компании продолжают использовать SnPb процессы для приложений высокой надежности.
С точки зрения перспектив поставщиков компонентов чтобы отвечать требованиям RoHS, а также с точки зрения экономии на логистике и издержках, они постепенно сокращают запасы свинцовых компонентов на складах, а некоторые из них полностью остановили производство SnPb компонентов и предоставляют только компоненты, соответствующие бессвинцовым требованиям RoHS. Когда SnPb совместимые электронные компоненты станут полностью недоступны, производителям придется использовать бессвинцовые версии компонентов в рамках SnPb процесса монтажа. Бессвинцовые компоненты, установленные на печатную плату с использованием оловянно-свинцовой пасты, называют «устройства совместимые с прежними версиями» (обратно совместимые устройства). Значительное число исследований в отрасли фокусируются на разработке этого процесса смешанного монтажа. Однако, внедрение обратно совместимых процессов для многих производителей может быть очень непростым.
Процесс пайки без свинца со сплавами Sn/Ag/Cu (SAC) требует значительно более высоких температур пайки, чем при пайке SnPb, так как точка плавления SAC сплавов около 217°C. Следовательно, пиковая температура для монтажа может быть около 240-245°C, чтобы обеспечить должное формирование соединений. Однако, SnPb эвтектический привой плавится при 183°C и, соответственно, максимальная температура для некоторых SnPb совместимых компонентов составляет всего лишь около 230-240°C. Следовательно, чтобы полностью сплавить соединения бессвинцовых компонентов с SnPb для достижения гомогенной структуры, следует использовать повышенные температуры плавления или более длительное время выдержки. При этом эта стратегия может привести к повреждению свинцово-совместимых компонентов и печатных плат. Кроме того, использование высокотемпературного профиля вместе с SnPb пастой может создать другие проблемы, такие как образование пустот или перемычек.
Кроме сложности прямой установки бессвинцовых компонентов в систему SnPb монтажа, надежность таких смешанных соединений тоже вызывает вопросы. При комбинировании SnPb и SAC в процессе пайки создается новый сплав с существенным количеством Sn, Ag, Cu и Pb. Дальнейшее усложнение заключается в том, что степень сплавления SnPb и SAC очень зависит от пиковой температуры пайки и времени после расплавления (TAL). Кроме того, если пиковая температура недостаточно высока или TAL недостаточно длительно, паяные соединения могут сформировать два различных микроструктурных региона, где один из них будет состоять преимущественно из SnPb, а другой преимущественно из SAC. Все эти изменения микроструктуры паянных соединений могут оказать огромное влияние на прочность паяного соединения и сделать надежность таких смешанных систем совершенно непредсказуемой.
Другим вариантом монтажа бессвинцовых компонентов на печатную плату, которая содержит перевес SnPb устройств, является ручная установка бессвинцовых компонентов на рабочей станции. Относительно высокие температуры могут быть аккуратно применены в локальной зоне печатной платы, одновременно обеспечивая хорошее паяное соединение. Однако, из-за ручной природы этого процесса, оно требует времени и очень трудно обеспечить воспроизводимость.
Третий вариант – выполнить реболлинг BGA, что приобретает особое значение для OEM-производителей, которые продолжают устанавливать на печатные платы большое количество бессвинцовых BGA компонентов [5]. Процесс реболлинга состоит из следующих пяти шагов: (i) удаление оригинальных шариков припоя; (ii) очистка площадки и удаление остатков припоя; (iii) нанесение паяльной пасты/флюса; (iv) выравнивание шариков на площадках; (v) пайка компонента.
Каждый шаг последовательности процесса реболлинга BGA должен выполняться при строгом контроле процесса из-за многочисленных и потенциальных возможностей повреждений (термических или механических). Для реболлинговых BGA компонентов должна быть проведена тщательная инспекция и оценка, чтобы решить, есть ли какое-либо ухудшение качества материалов и не возникли ли какие-либо проблемы с надежностью.
Цель данного исследования – оценить реболлинговые BGA компоненты, которые были переведены от бессвинцового к SnPb процессу, одновременно определяя, может ли реболлинговый компонент стать решением для таких ситуаций смешанного монтажа. В настоящей работе оригинальные бессвинцовые BGA были подвержены процессу реболлинга с SnPb шариками, и была проведена всесторонняя оценка качества реболлингового BGA как с точки зрения механической прочности, так и общей функциональности.
Эксперимент
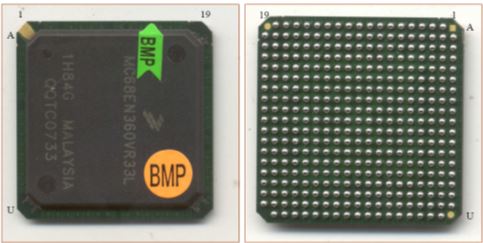
В данном эксперименте использовалось следующее тестовое оборудование - 21×21мм 357 I/O BGA с 1.27 мм шагом шариков припоя, оно показано на Рис.1. Шарики припоя из оригинального SAC 305 сплава были заменены эвтектическими оловянно-свинцовыми шариками.
Для оценки надежности процесса реболлинга BGA изначально были определено два ключевых момента. Во-первых, реболлинговые компоненты не должны были получить деградацию в силе по сравнению с теми компонентами, которые не были подвержены реболлингу. Размер прикрепляемых шариков должен быть соответствующим, чтобы исключить проблемы копланарности и помочь достичь низкого уровня дефектов после сборки. Во-вторых, целостность и функциональность компонента не должны были пострадать из-за дополнительных термальных циклов, через которые компонент проходит во время процесса реболлинга. Очень важно обнаружить любое ухудшение качества материалов или повреждение.
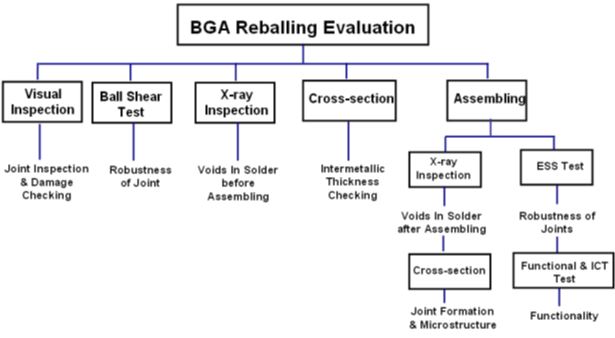
В данном исследовании был проведен ряд тестов и проверок для оценки надежности реболлинговых компонентов. Были выполнены визуальные инспекции для (i) обнаружения повреждений и (ii) для оценки сформировавшихся паяных соединений. Для оценки силы реболлинговых паяных соединений был проведен механический тест на уровне соединений и тест на сдвиг холодных шариков. Образование пустот и перемычек оценивалось с помощью рентгеновской проверки. Микроструктура паяных соединений исследовалась с помощью техники металлографии. Кроме того, реболлинговые BGA компоненты были заполнены, и корпуса были подвергнуты тесту ESS (отбраковочным климатическим испытаниям), после чего они прошли тесты на целостность схемы и функциональность. Таблица с результатами оценки приведена на Рис.2.
Оценка и анализ
Визуальная инспекция
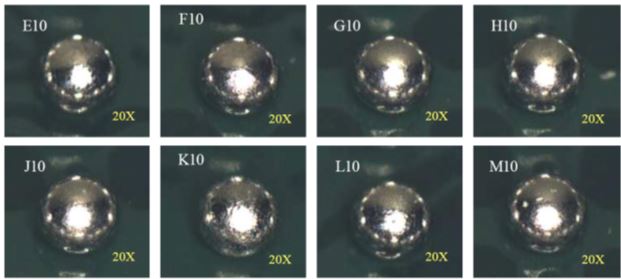
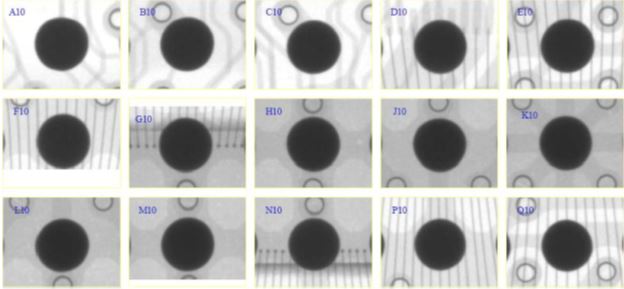
Множественные термальные циклы, через которые проходит компонент во время процесса реболлинга, напрямую ухудшают качество или повреждают материалы компонентов. При удалении шариков и подготовке площадок площадки и слой маски могут быть легко повреждены, если будет использоваться слишком большое давление или агрессивный термальный профиль. Соответственно, реболлинговые BGA компоненты должны быть тщательно проверены перед монтажом. В данном исследовании визуальная инспекция была проведена с помощью микроскопа, чтобы обнаружить дефекты корпуса и оценить формирование паяных соединений. Как видно на Рис.3, не было обнаружено никаких повреждений и все соединения были сформированы должным образом с хорошим состоянием шариков припоя.
Диаметр шариков и измерение высоты.
В отношении реболлинговых шариков, важно обратить внимание на два аспекта: (i) диаметр и высота должны быть в пределах определенного уровня согласно стандартам IPC-7095B; и (ii) соотношение высоты и диаметра. Для реболлинговых BGA, существует возможность получить несоответствующие размеры шариков, так как припой, который был здесь изначально, мог быть не до конца удален перед установкой новых шариков. Несоответствующий размер шариков может вызвать проблемы копланарности или иные проблемы, такие как образование перемычек или недостаточное количество припоя после пайки. Объем припоя и формы соединений могут иметь важное влияние на механическую и термомеханическую производительность паяного соединения. Следовательно, размеры реболлинговых BGA должны быть проверены, чтобы убедиться в том, что размер паяного соединения соответствует необходимым.
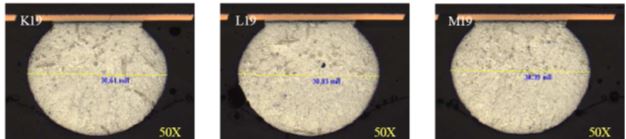
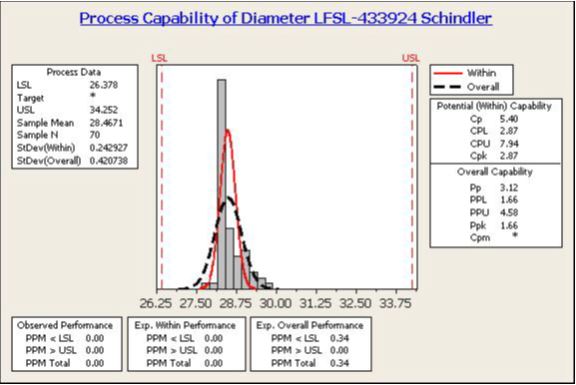
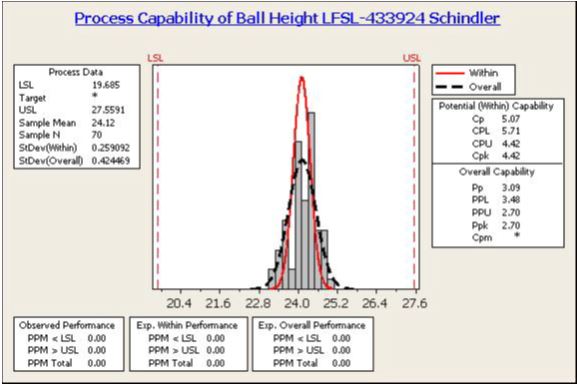
Компоненты были подвержены поперечному сечению (Рис.4) и были измерены и диаметр, и высота. Чтобы оценить возможности технологического процесса, использовались значения Cpk. Надлежащий процесс должен иметь значения Cpk >1.33. Для диаметра шарика Cpk был рассчитан 2,87 со средним значением в 28.47 mils, как показано на Рис.5. Для высоты шарика Cpk = 4.42 со средним значением в 24.12 mils (см. Рис. 6). В результате значения Cpk указывают на высокий уровень соответствия в отношении как диаметра, так и высоты.
Рентгеновская проверка
Была проведена 2D рентгеновская проверка всех реболлинговых BGA компонентов для выявления каких-либо дефектов, таких как образование пустот и перемычек.Было заявлено, что образование пустот является проблемой для надежности в случае с реболлингом компонентов [3]. Причина этого в количестве флюса, необходимого как для удаления шариков, так и для процесса прикрепления. Если остатки флюса не отчищены полностью, эти остатки могут стать источником образования пустот как после реболлинга, так и после монтажа платы. С помощью рентгеновской инспекции было определено, что для данных реболлинговых компонентов образование пустот не является проблемой (см. Рис.7).
Тест на сдвиг холодных шариков
Для определения влияния процесса реболлинга на механические свойства паяных соединений, был проведен тест на сдвиг шариков на реболлинговых паяных соединениях с помощью тестера Dage® Series 4000. Тест на сдвиг проводился при скорости сдвига 1 мм/с (результаты в Таблице 1). Тип повреждения был определен как полный вязкий перелом припоя. Полученные результаты по силе сдвига были схожи с другими SnPb компонентами такого же размера.
Поперечное сечение и анализ микроструктуры
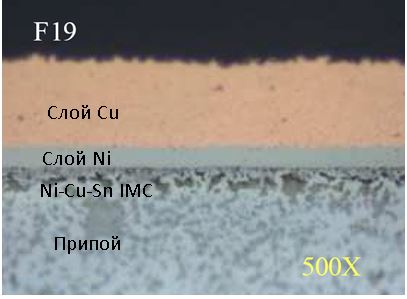
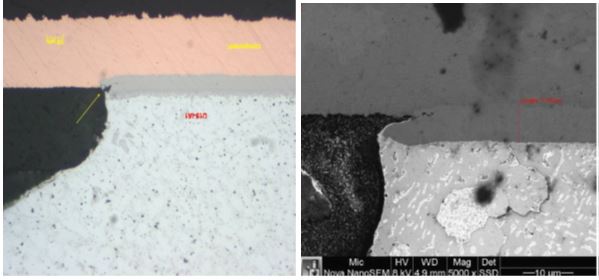
В случае с реболлингом BGA компонентов существует проблема с избыточным ростом IMC из-за множественных циклов пайки во время процесса реболлинга [1, 2, 6]. Из-за жесткой и хрупкой природы слоя IMC, избыточное формирование IMC может ослабить силу паяного соединения, особенно при высоких ударных нагрузках. Соединения были подвергнуты поперечному сечению для изучения структуры IMC. По сравнению с оригинальным IMC слоем, увеличение толщины слоя IMC в реболлинговых BGA не было очевидным. Толщина была в пределах разумного уровня между 1.2 μm и 2.7 μm, что показано на Рис.8. Это может быть из-за слоя никеля в ENIG поверхностном покрытии, который служит хорошим барьером и ингибирует ускоренный рост слоя IMC.
Поперечный разрез показывает микротрещины в углу паяных соединений внутри слоя никеля. На удивление практически каждое соединение имело такие трещины, что было ненормальным, если трещины были вызваны повреждением, созданным процессом реболлинга. Кроме того, как показывает Рис.9, трещины закругляются, что не похоже на трещины, вызванные определенным стрессом. Был проведен дальнейший анализ с помощью сканирующего электронного микроскопа (SEM). Кроме никеля и золота, на поверхности трещины были обнаружены барий и сера, которые могут быть главными компонентами слоя паяльной маски. Эти данные указывают на то, что скорее всего трещины были вызваны загрязнением. Свежие компоненты были подвергнуты поперечному сечению и в них также были обнаружены подобные трещины. Следовательно, было подтверждено, что процесс реболлинга не был причиной данных трещины и они возникли во время процесса производства компонентов.
Чтобы выяснить, могут ли данные микротрещины стать причиной проблем с надежностью или нет, реболлинговые компоненты были подвергнуты поперечному сечению после ESS теста. Было обнаружено, что микротрещины не распространяются дальше и остаются такими же. Поставщик компонентов также подтвердил, что основной причиной этой проблемы был избыточное травление во время нанесения слоя никеля. Согласно их оценке, эти микротрещины не должны привести к каким-либо проблемам с надежностью.
Оценка надежности после монтажа
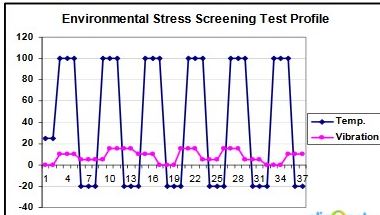
После установки реболлинговых BGA компонентов на печатные платы, собранные устройства были подвержены ESS тестам, после чего тестам на целостность схемы и функциональность. Температурный уровень был установлен от -20 до 100°C, с 20 мин выдержкой при остановке и скоростью линейного измерения 5 °C/мин. Рис.10 показывает профиль тестирования для данного теста. ICT и функциональные тесты были проведены через 24 часа после ESS теста. Все устройства прошли и ICT, и функциональный тест.
Заключение
Из-за сомнений в надежности и проблем в разработке обратно-совместимых процессов, реболлинг BGA считается альтернативным вариантом для процесса смешанных систем монтажа. Главной задачей данного исследования была квалифицированная оценка надежности реболлинговых BGA. Было оценено несколько потенциальных проблем, которые могут влиять на использование реболлинговых BGA. Были измерены размеры реболлинговых шариков и значения Cpk указывают на высокое соответствие как в диаметре шариков, так и в высоте. Как заявлено, образование пустот может быть основной проблемой у реболлинговых компонентов. Однако, данное исследование показало, что это не так. На снимках поперечного сечения избыточный рост слоя IMC не наблюдается. Кроме этого, сила паяных соединений не ухудшилась, что было доказано данными теста на сдвиг. После установки BGA компонентов на печатные платы, все устройства прошли ESS тест, а также ICT и функциональные тесты. Все эти результаты показывают, что реболлинговые компоненты показывают адекватную надежность и могут быть рекомендованы в качестве решения для процесса монтажа смешанных систем.

Ссылки
- Song, F., and Lee, S.W., “Reliability Assessment on the Re-balling of PBGA from SnPb to Pb-Free Solder Spheres”, Electronics System Integration Technology Conference, Dresden, Germany, 2006.
- Horsley, R.M., Ekere, N.N. and Salam, B., “Effect of lead-free BGA Rework on Joint Microstructure and Intermetallic Compound Formation.” Electronic Components and Technology Conference, San Diego, CA, 2002.
- Chatterji, I., “Backward Compatibility, Are We Ready - A Case Study.” SMTA International Conference, Chicago, IL, 2006.
- Coyle, R., Read, P., and Kummerl, S., “A Comprehensive Analysis of the Thermal Fatigue Reliability of SnPb and Pb Free Plastic Ball Grid Arrays (PBGA) Using Backward and Forward Compatible Assembly Processes.” SMTA Journal, Vol. 21, Issue 4, 2008.
- Beair, W., and Vuono, W., “Lead Free to SnPb BGA Reballing Process and Reliability”, SMTA International Conference, Orlando, FL, 2008
- Nie, L, Osterman, M., and Pecht, M., “Copper Pad Dissolution and Microstructure Analysis of Reworked Plastic Grid Array Packages in Lead-free and mixed Assemblies.” SMTA Journal, Vol. 22, Issue 2, 2009.
- Ahmad, M., Liu, K.C., Ramakrishna, G. and Xue, J., “Impact of Backwards Compatible Assembly on BGA Thermo-mechanical Reliability and Mechanical Shock, Pre-and Post-Aging.” SMTA International Conference, Orlando, FL, 2008
Источник: www.circuitinsight.com/pdf/reliability_assessment_reballed_bgas_smta.pdf