Проектировщики печатных плат должны знать эти рекомендации по панелизации. Часть 1
Рекомендации также касаются вопросов, когда создавать массивы или добавлять технологические края; надлежащие размеры массивов и технологических краев; тип разлома, который должен использоваться при предложенных обстоятельствах; как организовать депанелизацию, чтобы предотвратить повреждение отдельных печатных плат при отделении их от массива или при удалении технологических краев.
В данной статье термины «массив» и «панелизация» используются взаимозаменяемо, в зависимости от того, что по мнению автора лучше подходит в каждом случае. Автор также часто использует понятие «матрица» для массива печатных плат. Это может создать определенную путаницу, так как понятие «панель» обозначает кусок покрытой платы стандартного размера, используемый производителем ПП, тогда как понятие «панелизация» указывает на метод разработки массива печатных плат в единую обработанную деталь для сборщика печатных плат.
Невозможно привести набор жестких правил для всех, так как существуют различия в технологиях оборудования в каждом сборочном цехе. Кроме того, конструкция печатной платы и ее толщина могут сыграть главную роль в том, какое правило использовать. Для удовлетворения всего многообразия сборочных цехов и технологий создания печатных плат, проект ПП должен быть максимально надежным – более сильные панели, большие допуски всех типов, более надежное покрытие плат и т.д. Если у вас есть свой сборочный цех, вам стоит стать достаточно гибким, чтобы модифицировать для себя данные рекомендации в соответствии с уникальными возможностями сборочного цеха, когда плотность разработки продукта диктует потребность.
Технологические края ПП или массив ПП
Маленькие платы
Большинство производственного оборудования, принтеры пасты, манипуляторы захвата и установки деталей, AOI оборудование, аппараты избирательной пайки, аппараты пайки волной, передаточные конвейеры и т.д., не могут обрабатывать платы, у которых меньше 2,0 дюйма (50,8 мм) ширина конвейера. То есть когда длинная сторона прямоугольника платы меньше 2,0 дюйма, вы должны либо добавлять технологические края, чтобы сделать плату больше, либо создавать массив плат, либо использовать комбинацию этих двух приемов.
Платы нестандартной формы.
Когда печатная плата должна подходить пространству нестандартной формы и не имеет двух параллельных краев для обработки на конвейере, нужно каким-то образом добавлять необходимые технологические края. Это делается для некоторых достаточно интересных и комплексных массивов плат, учитывая тот факт, как платы будут доставаться из панели и как минимизировать затраты на плату, заставляя ее хорошо вписаться в стандартную панель обработки производителя. Эти моменты обсудим ниже.
Обратите внимание: У вас, конечно, есть возможность использовать регулируемый или сделанный под заказчика держатель плат, но это достаточно дорого и громоздко. Это также может быть сложно в поддержке и использовать значительное пространство.
Размеры массива плат
Вы должны разрабатывать ваш массив печатных плат таким образом, чтобы сохранить преимущества прохождения множества плат через обработку, при этом получить максимальное количество плат из панели стандартной обработки вашего производителя. Каждый разрез в массиве , который делается для облегчения будущего отлома печатной платы, тем или иным образом ослабляет печатную плату. Следовательно, вы должны также ограничивать размер массива, чтобы предотвратить слабость массива ПП, что может вызвать вибрацию в манипуляторе для захвата и установки деталей и провисание в машине пайки волной.
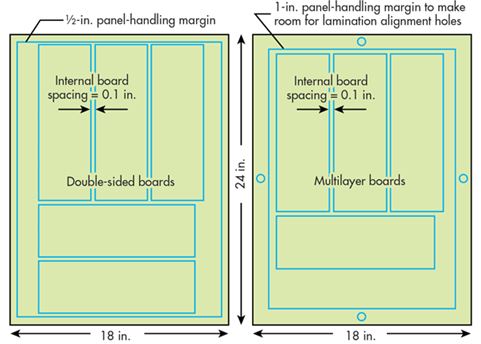
Обычно производитель печатных плат использует стандартный размер панели по своему выбору, зачастую это 10*24 дюйма. Они хотят ½ дюйма зазор по периметру для захвата панелей, когда обрабатывается двусторонние платы, и 1-дюймовый зазор при обработке многослойных плат. На панели 18*24 дюйма это 17*23 дюйма полезного пространство панели для использования у двусторонней платы и 16*22 дюйма пространства панели для многослойных плат. Им требуется около 0,1 дюйма пространства для маршрутизации между массивами плат, то есть это тоже неиспользуемое пространство панели. Ряд «калькуляторов расчета панели» доступно для использования, чтобы помочь максимизировать расчет платы, которую вы получите из стандартной панели производителя; однако, если вы не хотите получить 70% для использования, вы будете стараться лучше (Рис.1).
Другой момент, который нужно учитывать при разработке размера панели, - это сведение к минимуму изменения ширины конвейера. Это особенно важно в мире малых количеств и разноплановых плат в панели, в котором я живу. Если вы делаете миллионы идентичных плат на одной линии, то это не будет большой проблемой.
В одном примере ограничения изменений ширины конвейера были разработаны следующие размеры массива, чтобы эффективно использовать 24-дюймовые размеры панели производителя с 1-дюймовым зазором для оперирования по периметру:
W = 3.75 дюймов., L ≥ W
W = 7.25 дюймов., L ≥ W
W = 10.75 дюймов., L ≥ W
Длина массива должна подчиняться 16-дюймовому ограничению 18-дюймовой панели.