Проектировщики печатных плат должны знать эти рекомендации по панелизации. Часть 4
Важные инструкции для разлома плат с перфорацией и мостиками
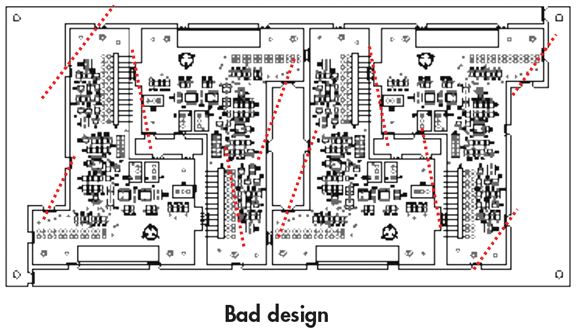
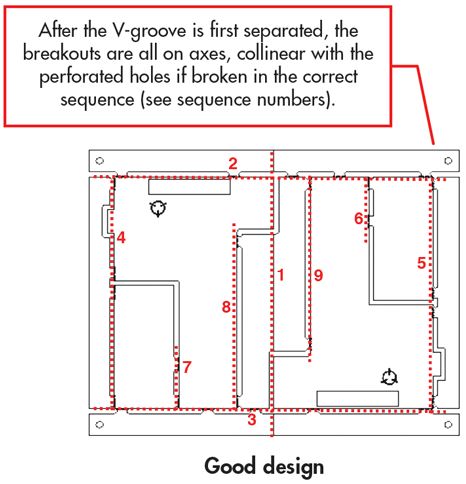
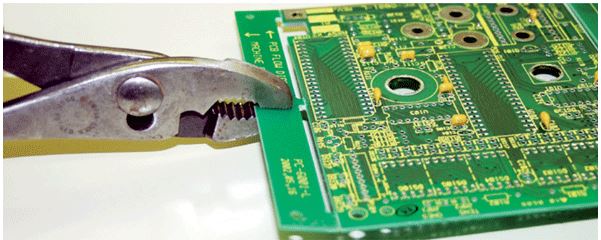
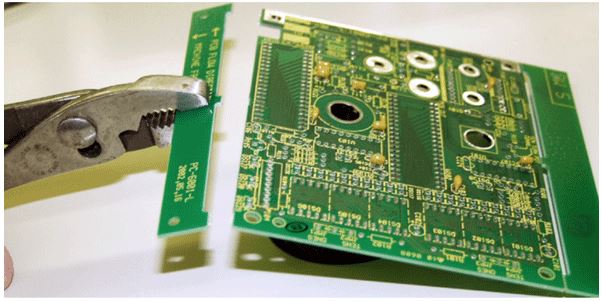
Вне зависимости от того, как хорошо вы спроектировали массив печатных плат с перфорацией, возможность разрыва или раскалывания слоя паяльной маски или активного поверхностного слоя печатной платы все же существует, если используется плохой метод депанелизации. Ниже приводится безопасный метод разлома перфорированных массивов, для минимизирования и повреждения печатной платы и стрессов, передающихся через поверхность платы компонентам во время разламывания (Рис. 11 и 12).
Важные моменты силы панели в массивах со многими платами
Главные причины заботы об общей силе панели – это избежание вибрации в захватывающем манипуляторе и провисание во время пайки волной или избирательной пайки. Правила, приведенные ниже, могут быть ослаблены на 50%, если панель не будет подвергаться никакой форме пайки для сквозных отверстий. Они также могут быть ослаблены, если панель будет паяться на поддерживающей паллете.
Соблюдение этих правил обеспечить достаточную силу панели, чтобы выдержать нагрузки от обработки.
V-образные канавки или мостики с прорезями между платами создают значительное снижение силы панели. Количество канавок или прорезей между платами должно быть ограничено в зависимости от:
- Материала платы и ее толщины
- Веса деталей, устанавливаемых на плату
- Будут или нет платы проходить через аппараты пайки с использованием жесткой паяльной паллеты.
Панели с многочисленными платами должны проектироваться таким образом, чтобы обеспечить передний и задний края ребер жесткости. Используйте «надрезы за краями», как было описано выше, если это необходимо. Если тяжелые детали должны быть припаяны вручную, так как они не могут выдержать автоматический процесс пайки или они находятся на нижней стороне платы, они не являются фактором в решении о дизайне панели.
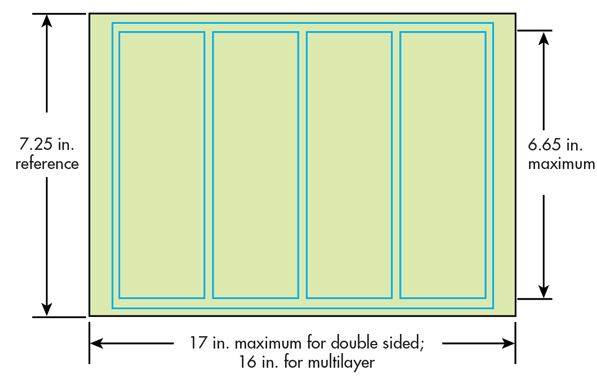
Для FR4 или HTFR4 печатных плат больших или равных 0,06 дюймов (1,5 мм) толщины позволяется не более пяти плат сторона к стороне до 0,5 дюймов ширины платы, четырех плат до 2,5 дюймов ширины платы, трех плат до 4 дюймов ширины платы и двух плат шириной до 7,5 дюймов. Платы до 6,65 дюймов длиной могут быть повернуты на 90° на панели и размещены сторона к стороне вдоль длинной оси массива, чтобы вписаться в стандарт 7,25 дюйма шириной. Это имеет смысл только, если итоговая панель длиннее, чем ее ширина, то есть вы можете добавить платы в массив, чтобы эффективно использовать панель производителя (Рис.13).
Вы также можете попытаться повернуть более длинные платы до 10 дюймов длиной на 90°, чтобы наиболее полно использовать панель производителя. Однако, это обычно приводит к избыточному прогибу массива во время автоматической пайки со сквозными отверстиями. Поворот длинных плат более практичен на более толстых, более жестких платах. Когда вы проектируете стандартные 0,09 дюймовые по толщине платы, количество плат в массиве может быть больше, чем в приведенных рекомендациях.
Для FR4 или HTFR4 печатных плат меньших по толщине 0,06 дюйма (1,5 мм) позволительно не более трех плат сторона к стороне при платах шириной до 1,5 дюймов, и двух плат при ширине плат до 3 дюймов. Обратите внимание, что эти панели будут чрезвычайно хрупкими и их нельзя подвергать пайке волной без поддержки на специальной паллете.
Еще одна забота в процессе разработки массива печатных плат для избежания провисания в обрабатывающих машинах - это вес деталей на плате. Если на плате будет тяжелая электроавтоматика (больше чем 1,1 кг) или другие массивные детали, лучше не делать панель из нескольких плат. Две платы с тяжелыми деталями могут быть размещены сторона к стороне, если ширина итоговой панели не превышает 7,25 дюйма. В этом случае лучше взять более толстую плату, скажем, 0,09 дюйма.
Разные соображения
Платы нестандартной формы: платы нестандартной формы могут поворачиваться относительно друг друга, чтобы сократить использование материала ПП, тем самым снижая затраты на плату. Допустимо чередовать платы, 90° до 180° друг от друга, чтобы реализовать экономию материала ПП, если вы не нарушаете правило о том, что мостики разлома должны находиться на одной линии с каждой осью разлома.
Технологические отверстия: Для упрощения тестирования на матричном контактном поле, нужно обеспечить технологические отверстия рядом с любыми тремя углами массива платы на технологических краях. Технологические отверстия обычно 0,125 дюйма 0,004/-0,00, не металлизируются. Также технологические отверстия обычно размещаются в 5 мм от края плат в массиве.
Реперные знаки: Массивы, которые содержат печатные платы с поверхностно монтируемыми деталями должны иметь реперные знаки, обычно рядом с каждым технологическим отверстием. Есть большой выбор форматов реперных знаков, так что вы можете проконсультироваться со своим монтажником, какой из них предпочесть. Края реперных знаков должны быть по меньшей мере в 0,157 дюйма (4 мм) от краев платы, чтобы они не были затушеваны верхними зажимами конвейера в обрабатывающих машинах с системами фото выравнивания. Реперные знаки на технологических краях массива не исключают необходимости наличия реперных знаков на отдельных платах внутри массива.
Заключение
Ни один проектировщик не может себе позволить игнорировать эти правила панелизации печатных плат. Проекты массивов ПП могут оказать серьезное влияние, как положительное, так и отрицательное, на процесс монтажа печатных плат. Различные правила являются комплексными и зависят от геометрии печатных плат, так же как и от ряда возможностей оборудования бесчисленных поставщиков оборудования для монтажа печатных плат. Стоимость печатной платы также значительно зависит от разработки массива.
Приведенные здесь рекомендации не являются неизменными и полными, но они работают для нас в AMETEK и являются хорошей практикой в производстве устройств. Вы всегда должны пытаться связаться со своей службой монтажа печатных плат, чтобы познакомиться с их возможностями и требованиями оборудования. Но так как это не всегда возможно на стадии разработки печатных плат, старайтесь проектировать максимально надежно, чтобы повысить свои шансы получить эффективный процесс сборки.
Источник: electronicdesign.com