Распространение бессвинцовых сплавов. Часть 2
Неравномерное поверхностное натяжение поднимает конец пассивного компонента вверх так, что это выглядит как «могильный камень». Этот механизм повреждения происходит, когда используется оловянно-свинцовый припой, но при первом использовании SAC387 (почти эвтектический) этот эффект значительно возрос. В дальнейшем оказалось, что SAC305 серьезно снижает эффект «могильного камня». См.Рис.3.
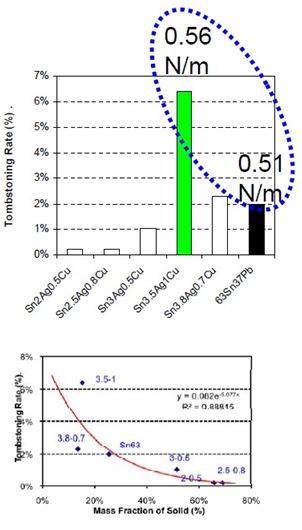
Хотя на самом деле эвтектический бессвинцовый припой формирует больше могильных плит, чем эвтектические свинцовые припои, популярные бессвинцовые припои являются «не эвтектическими» и формируют меньше «могильных плит», чем эвтектический оловянно-свинцовый припой. Однако, это преимущество бессвинцовых припоев может быть уничтожено, если термальные градиенты в процессе пайки не минимизированы, серьезный вызов для бессвинцовых устройств, создаваемый более высокими температурами пайки.
Эксперименты, изображенные на Рис.3, показывают, что причина того, что SAC305 может снизить образование «могильных плит», заключается в его содержании больших масс фракций твердого вещества при точке плавления. Эта ситуация создает более медленную скорость плавления, тем самым снижая формирование «могильных плит». Любые добавки, которые сокращают скорость плавления, будут также минимизировать «могильные плиты».
ХРУПКОСТЬ
Так как размеры электронных устройств уменьшаются, а их функциональность возрастает, то и размеры компонентов и их паяных соединений становятся все меньше и меньше. Примером может служить пассивный компонент 01005 и 0.3 мм CSP. Паяные соединения для таких компонентов настолько малы, что они могут сформировать единственное зерно припоя после пайки. Такое единственное зерно паяного соединения скорее всего будет иметь плохие механические характеристики и быть уязвимым к падению. Эта ситуация становится особо сложное, если ось С зерна параллельна поверхности площадки. Добавки, такие как титан, который подавляет переохлаждение, никель и кобальт, которые утончают размер зерна, могут помочь минимизировать подобные паяные соединения с единственным зерном.
ТОЛЩИНА МЕЖМЕТАЛЛИЧЕСКИХ МЕДИ-ОЛОВА
Формирование межметаллических меди-олова (Cu6Sn5) очень важно для процесса пайки. Без этой межметаллической прослойки паяные соединения не могут сформироваться. Однако, если прослойка слишком толстая, ее хрупкая природа может стать причиной образования трещин в паяных соединениях. Меньшие паяные соединения могут быть более восприимчивы к этому механизму повреждения. Некоторые добавки, как например марганец, титан и другие, могут помочь уменьшить толщину межметаллической прослойки.
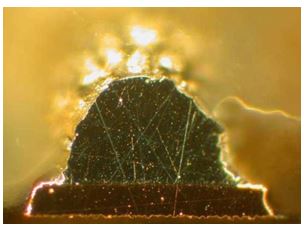
«ВИГОГРАДНАЯ ГРОЗДЬ» (грейпинг – graping)
«Виноградная гроздь» - это явление, которое проявляется в виде нерасплавленных частиц припоя поверх паяльной массы. См.Рис.4. Возникновение «виноградных гроздей» растет из-за более высоких температур плавления у бессвинцовых сплавов, увеличения объема накопления печатной пасты и более мелких частиц пудры паяльных паст, требуемых в более миниатюрных электронных устройствах. Комбинация этих факторов дает большое «давление» на паяльную пасту для удаления поверхностных оксидов. Кроме того, во время процесса пайки, флюс может «убежать» из частить паяльной пудры, размазываясь вокруг накопления. Эти частицы пудры окисляются. Без флюса для защиты или удаления окисления, эти частицы не соединяются с паяным соединением.С меньшим количеством печати площадь поверхности, подверженная воздействию в паяльной печи, увеличивается в отношении к общему количеству накопившейся паяльной пасты. Снижение этого соотношения флюса к порошку означает, что теперь меньше флюса доступно для удаления окисления с поверхностей соединений и частиц порошка припоя внутри самой паяльной пасты. Эта ситуация может привести к образованию «виноградных гроздей».
Меньшее содержание серебра (например, SAC105) в шариках припоя, используемых в BGA и CSP, может усилить образование “виноградных гроздей» в паяльной пасте, так как они требуют более высоких температур ((227 oC против 217 oC) для расплавления шариков, чем сплавы SAC3xx. Эти процессы с высокими температурами могут также увеличить образование «могильных плит».
Хотя наиболее успешный способ избежать «виноградных гроздей» это модификации флюса и паяльного профиля, анти-оксидантные добавки, такие как фосфор и германий, также могут помочь минимизировать это явление.
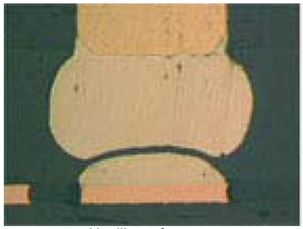
ГОЛОВА НА ПОДУШКЕ
Дефект «Голова на подушке» (HIP) – это повреждение BGA или CSP шариков припоя, когда он сплющивается и формирует непрерывное, надежное паяное соединение с сопряженной площадкой. Рис.5 показывает этот дефект.
HIP дефекты могут быть вызваны короблением печатной платы или BGA, окислением сферы припоя, плохой трафаретной печати, смещения центровки размещения компонента, неправильного паяльного температурного профиля или истощение флюса паяльной пасты. В отношении распространения бессвинцовых сплавов, более высокое содержание серебра в шариках припоя может вызвать выделение серебра на поверхности шарика припоя, что приведет к возникновению HIP во время пайки. Это выделение серебра может быть таким сильным, что можно видеть до 36% веса серебра на поверхности шариков припоя BGA. Такая сегрегация серебра может усложнить пайку и привести к образованию HIP.
Хотя основная причина HIP это коробление, возможно также что определенные свойства сплава могут усилить/смягчить эту проблемы. Уникальным примером является недоохлаждение. Недоохлаждение паяного соединения обычно воспринимается как негативное явление. Однако, большее недоохлаждение может помочь уменьшить HIP. Когда печатная плата начинает охлаждаться со своей пиковой температуры, покоробленные компоненты имеют тенденцию «выправляться». Чем дольше припой остается расплавленным, тем выше вероятность того, что расплавленный шарик припоя и расплавленная паста могут соединиться друг с другом. Большее недоохлаждение значит, что припой дольше остается расплавленным. Чистый Sn имеет большее количество недоохлаждения. Если припой имеет в составе чистое олово, у него большее недоохлаждение. Следовательно, SAC105 проявляет большее недоохлаждение, чем SAC305. Соответственно, сплавы типа SAC105 могут снизить возникновение HIP. Так как так много факторов влияют на HIP, вряд ли какое-то одно изменение (отличное от устранения коробления компонента) гарантирует отсутствие HIP.
ЗАКЛЮЧЕНИЕ
Приход к бессвинцовым припоям, миниатюризация паяных соединений, взрывной рост портативных электронных устройств, высокая цена на серебро – все это привело к стремительному развитию бессвинцовых припоев, чтобы удовлетворить все эти разнообразные потребности. Без сомнения отдельные компании в поисках конкурентных преимуществ на рынке будут и дальше стимулировать это развитие. К тому же, открытие того, что добавки определенных металлов в бессвинцовые сплавы могут серьезно улучшить их определенные свойства, еще больше усугубляет проблему быстрого распространения.
Такие группы как iNEMI и IPC работают над тем, чтобы минимизировать проблемы распространения, так как рост этих сплавов увеличивает затраты и минимизирует объем надежных данных по любому конкретному сплаву. Несмотря на то, что эти усилия обнадеживают, корыстные интересы некоторых компаний могут несколько помешать этим усилиям.
Тем не менее, мы все еще видим на горизонте определенный тип конвергенции. Можно сказать, что сегодня существует три «платформы» бессвинцовых припоев: SAC305, SAC105 и SnCu0.7. Каждая из этих платформ может иметь некоторые добавки, которые все еще необходимо изучать, для оптимизации эффективности. Мы верим, что эти три платформы продолжат свое существование, так как каждая из них имеет свои преимущества, которые обеспечивают ее использование. Вопрос добавок к каждой из платформ значительно сложнее. Мы ожидаем, что исследования определят оптимальные добавки и в итоге рынок определить наилучшие комбинации добавок и отсеет худшие из них. К сожалению этот процесс может занять определенное время.
БЛАГОДАРНОСТИ
Авторы выражают благодарность доктору Нинг-Ченгу Ли за Рис.2 и 3, Эду Бриггзу за информацию, касающуюся «виноградных гроздей» и Марио Скальцо за информацию, касающуюся дефекта «голова на подушке». Также доктора Рона Ласки за помощь в подготовке и редактировании данной статьи.
ССЫЛКИ
[1] J.P. Clech, “Lead-Free and Mixed Assambly Solder Joints Trends” APEXS28-3 Февраль 2004
Источник: circuitinsight.com