Технология встраивания пассивных компонентов. Часть 1

Сергей Шихов, технический директор А-КОНТРАКТ:
«Наша компания имела опыт производства электронных блоков, в состав которых входили печатные платы со встроенными конденсаторами. Данная технология позволяет избавиться от множества «блокировочных» конденсаторов. При этом характеристики готового изделия не только не хуже, чем при использовании традиционных SMD-элементов, но даже лучше за счет отсутствия лишних цепей, соединенных с чип-конденсаторами. Технология встроенных резисторов, на мой взгляд, более экзотична, но может быть применена в некоторых изделиях».
Технология встраивания пассивных компонентов (резисторы и конденсаторы) — это конкурентоспособная технология, которая эффективно используется в оборонной и аэрокосмической отрасли уже более 20 лет. Она имеет большой потенциал для высокочастотных и высокоплотных устройств, обеспечивает лучший сигнал и меньшие паразитные и перекрестные помехи. Статья описывает выбор материалов для встроенных резисторов, дает оценку резистивным материалам (фаза 1) и дублированию комплексных цифровых разработок (фаза 2). Фаза 1: для оценки были выбраны резистивные материалы (фольга 25 Ом/кВ NiCr и 1 кОм/кВ CrSiO) и резистивные слои (25 Ом/кВ и 250 Ом/кВ NiP). Фаза 2: из-за высокого уровня сложности и передовых материалов диэлектрика в качестве средства оценки был взят цифровой процессор изображений. Оценка процесса для встроенного оборудования была использована для определения существующих технологических разрывов для лазерной подгонки, изготовления материала, испытания необработанных плат и определения спецификаций для DFM и макета.
Введение
Основная идея технологии встраивания пассивных компонентов (ЕРТ, embedded passives technology) заключается в том, чтобы пассивные компоненты, такие как резисторы и конденсаторы (Р и К), изготавливать и помещать внутрь слоев соединительной подложки в структуре печатной платы (ПП) в процессе производства базовой основы печатной платы (подложка является электрическим соединением между компонентами, например, и печатной платой) [1]. Технология ЕРТ учитывает запрос клиентов об увеличении функциональности при сохранении или снижении цены, что привело электронную отрасль к миниатюризации, лучшей электрической производительности, более высокой плотности размещения компонентов и технологиям с потенциалом для снижения затрат. При использовании технологии встраивания пассивных компонентов резисторы и конденсаторы могут быть встроены в подложку прямо под активными устройствами, такими как ASICs. Более близкое расстояние между встроенными пассивными и активными компонентами снижает паразитные потери, возникающие при поверхностном монтаже, что в результате дает лучшую передачу сигнала и меньшие перекрестные помехи. Снижение потерь и шума приводит к улучшению проводимости электрического сигнала, особенно на высоких частотах. Пассивные компоненты составляют 80–95% общего числа компонентов и покрывают более 40% поверхности печатной платы. Снижение количества поверхностно монтируемых компонентов увеличивает доступное пространство печатной платы и, следовательно, делает возможным более плотное размещение корпусов. Также существует возможность сокращения затрат на материалы, поскольку нужно закупать меньшее количество компонентов, производственных материалов (флюс и припой), снижается количество дефектов на миллион возможностей (DPMO), увеличивается количество выходящей продукции, уменьшается время производственного цикла и время выхода на рынок, а также затраты на неудовлетворительное качество (COPQ). ЕРТ может упростить процессы монтажа и тестирования и снизить реальные затраты, особенно при использовании корпусов 0201 или бессвинцового процесса производства. ЕРТ сокращает общую стоимость продукта по сравнению с традиционным использованием технологии поверхностного монтажа (SMT) пассивных компонентов.
Группа по разработке новых производственных технологий (AME) была привлечена к оценке технологии встраивания пассивных компонентов как части разработки технологической дорожной карты по кардинальному изменению ситуации. Роль ЕРТ в коренном изменении правил игры была разделена на три различные фазы: фаза 0 завершилась в 2009 году и определила тип доступных резистивных материалов. Фаза 1 была завершена в 2010 году, были выбраны резистивные материалы, разработано, изготовлено, собрано и испытано устройство для тестирования. Тестирование проходило при следующих условиях: с защитой от электростатического разряда (ESD), без защиты от электростатического разряда (не-ESD), испытания на образцах IST, термальное тестирование при –55…+125 °C, долговечность, механическая вибрация и тест на перемещение. Фаза 2 — это финальная фаза исполнения, в которой была выбрана печатная плата в сборке (ССА) высокой сложности с использованием материала на базе Thermount для производства печатной платы с четырьмя слоями ЕРТ (резистивные материалы Ticer 25 Ом и 1 кОм и емкость 3 M C-Ply) встроенных материалов в 20-слойной структуре с несколькими слоями контроля импеданса.
Дизайн и функциональность
Предпосылки
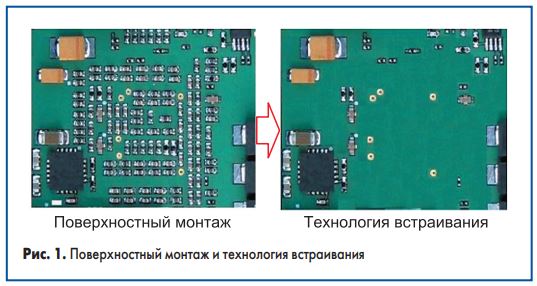
Потребительский спрос на увеличение функциональности аэрокосмических устройств привел к тому, что устройства печатных плат с высокой плотностью стали иметь низкую производительность, высокую сложность, отклонения от DFM (производствоспособность) и значительное количество скрытых заводских переделок во время сборки. ЕРТ предоставляет средства для снижения количества поверхностно монтируемых компонентов, что увеличивает производительность и освобождает свободное пространство (рис. 1). Хотя кандидатами для встраивания являются и конденсаторы, и резисторы, и индукторы, наибольший интерес сегодня вызывают конденсаторы и резисторы, так как они представляют большинство пассивных устройств, используемых на печатных платах.
В среднем одиночная печатная плата обычно состоит из 5% интегральных схем (ASIC), 4% соединителей, 40% конденсаторов, 33% резисторов и 18% других деталей [2]. Встроенные резисторы и конденсаторы могут производиться индивидуально, а конденсаторы могут изготавливаться и в распределенной планарной форме.
<object id="ieooui" classid="clsid:38481807-CA0E-42D2-BF39-B33AF135CC4D"></object>
Одна из проблем, связанная с ЕРТ, заключается в том, насколько эта технология экономически целесообразна. Преимущества технологии встраивания пассивных компонентов состоят в возможности снизить затраты на сборку, свести к минимуму расходы на закупку и обработку дискретных пассивных компонентов и снизить требующийся размер площади платы. Однако эти преимущества могут быть нивелированы увеличением затрат на производство платы и сокращением производительности процесса производства плат.
Тестирование материалов для встраивания
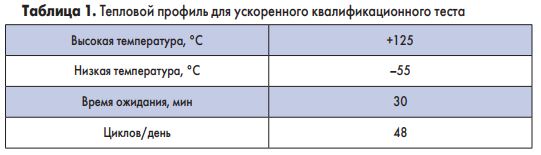
Тонкопленочный резистор из резистивного материала торговой марки Ticer термически и электрически стабилен после термальных циклов. Температурное тестирование на долговечность было проведено с использованием параметров, приведенных в таблице 1, для 300 циклов для IPC-6012 класса 3 с усиленным профилем теплового удара. Этот профиль использовался для квалификации всех FR-4 материалов плат Honeywell AERO и гарантирует/typo3/ 20 лет надежности данного продукта.
Был выполнен ремонт BGA на различных подложках, где BGA были извлечены и перемещены с помощью ремонтной станции SRT Model 1100 при нормальном тепловом профиле. Таблица 2 приводит тепловые параметры для извлечения и перемещения.
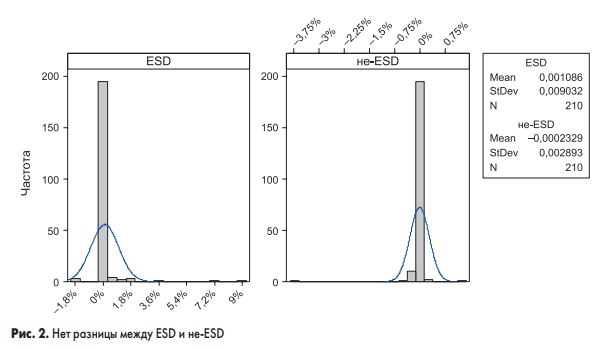
Тестирование электростатического разряда (ESD) выполнено с использованием двух различных лотов: один лот с лучшей в классе ESD-защитой и второй без какой-либо ESD-защиты. ESD-тест показал, что во время сборки нет разницы в процентном изменении сопротивления между платами с контролем ESD и без него (рис. 2).

Материалы Ticer также показывают отличную тепловую стабильность. NiCr, никель-хром-алюминиевый кремний (NCAS) и оксид кремния-хрома (CrSiO) хорошо известны своей отличной тепловой стабильностью при продолжительной нагрузке и повышении температурных параметров. Эти материалы могут подвергаться многочисленным повышениям тепловых параметров, таким как бессвинцовая пайка (RoHs) с минимальным изменением сопротивления и гарантированной продолжительной надежностью.
Спецификации материалов [3]
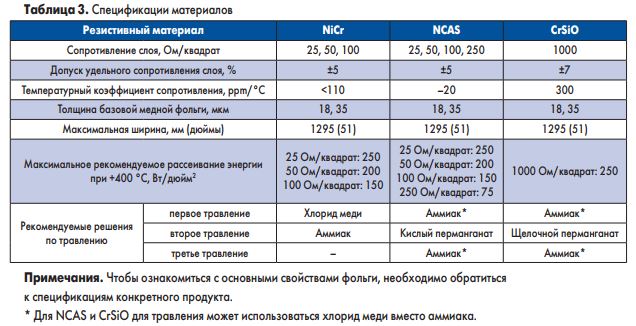
TCR интегрированная резистивная тонкопленочная фольга поставляется в разных вариантах ширины и толщины с использованием медной фольги третьего класса. Толщины 18 мкм (0,5 унции) и 35 мкм (1 унция) — самые распространенные. В таблице 3 приведены спецификации материалов и рекомендованные решения по травлению.
Примечания. Чтобы ознакомиться с основными свойствами фольги, необходимо обратиться к спецификациям конкретного продукта.
* Для NCAS и CrSiO для травления может использоваться хлорид меди вместо аммиака.
