<link fileadmin pdf_articles _blank download>Скачать полный текст статьи «Технология встраиваемых пассивных компонентов» в формате pdf

Сергей Шихов, технический директор А-КОНТРАКТ:
«Наша компания имела опыт производства электронных блоков, в состав которых входили печатные платы со встроенными конденсаторами. Данная технология позволяет избавиться от множества «блокировочных» конденсаторов. При этом характеристики готового изделия не только не хуже, чем при использовании традиционных SMD-элементов, но даже лучше за счет отсутствия лишних цепей, соединенных с чип-конденсаторами. Технология встроенных резисторов, на мой взгляд, более экзотична, но может быть применена в некоторых изделиях».
Производство
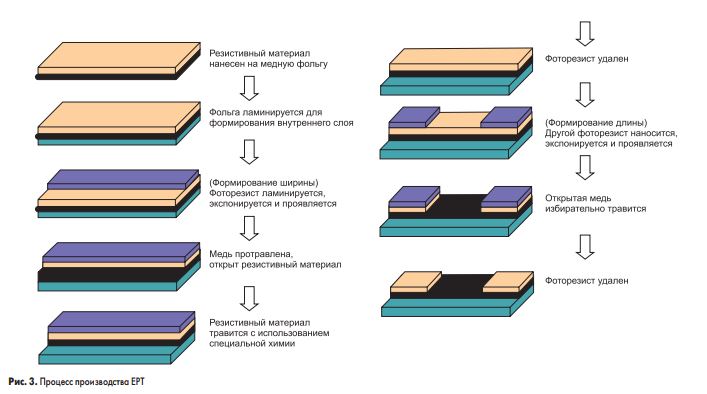
Изготовление печатных плат с технологией встраивания пассивных компонентов (ЕРТ) предусматривает те же процессы, что и традиционное производство, где встроенные резистивные материалы используются как часть штабелированной структуры. Кроме того, сплав резистора никель-хром (NiCr) сокращает этапы производства за счет отсутствия необходимости раздельного травления резистивного слоя. NiCr может быть сначала протравлены хлоридом меди, затем аммиаком, то есть тем же травильным средством, которое применяется для травления медных слоев платы. Более того, использование меди с двойной обработкой может устранить потребность в предварительной очистке покрытия и оксидной обработке. Стандартное финальное тестирование выполняется для проверки целостности платы с точки зрения непрерывности, изоляции и оценки измерений.
Есть несколько ключевых процессов, которые нужно контролировать и по возможности модифицировать, чтобы убедиться в правильном определении конфигурации резисторов. При этом следует уделить должное внимание таким аспектам, настройка оборудования для применения фоторезиста, последующее экспонирование и разработка и контроль процесса выборочного удаления меди для определения длины резистора, способной повлиять на значение и допуск.
Дизайн
Дизайн формы ЕРТ-компонентов определяется на основе требуемого финального значения резистора и значения сопротивления встроенного материала. Тонкопленочный встроенный резистор является изотропным, поэтому схемы резисторов можно проектировать в любой ориентации, необходимой для ввода/вывода или для оптимизации зазора. Базовая формула расчета сопротивления такова:
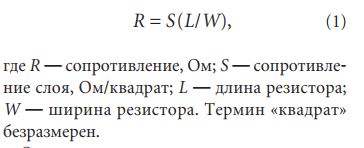
Окончательный допуск сопротивления зависит от того, с какой точностью выполняет травление медью производитель печатной платы и как изменяется сопротивляемость встраиваемой пленки. Чтобы минимизировать влияние травления на допуск сопротивления, рекомендуется использовать фиксированную ширину резистора, но при этом регулировать его длину для достижения нужного значения резистора.
Другой способ улучшения допуска сопротивления — использовать большие размеры, поскольку изменение ширины линии в процессе медного травления обычно является фиксированным и, следовательно, не зависит от ширины линии. Предпочтительно проектировать ширину и длину резистора больше, чем 0,25 мм (0,01″). Можно использовать калькулятор резистора для определения рекомендованных размеров на основе допуска и рассеивания мощности. Такой калькулятор [4] можно найти на сайте Honeywell Advance manufacturing Engineer (AME).
Проблемой могут стать термальные и механические допуски по зазорам для сквозных покрытых отверстий и микроотверстий. Для медного соединения между отверстием и началом резистора рекомендуется минимальный зазор в 0,25 мм (0,01″). Это обеспечит походящую защиту от перенапряжений, вызванных пайкой при монтаже и сверлении отверстий (рис. 4).
<object id="ieooui" classid="clsid:38481807-CA0E-42D2-BF39-B33AF135CC4D"></object>
Расчет рассеивания мощности и тепла зависит от номинальной мощности сплава резистора (мВт/мил2) и площади резистора (мил2). Когда требуется загрузка большей мощности, резистор должен иметь соответствующий размер. Факторы, влияющие на рассеивание тепла:
· конфигурация схемы;
· толщина схемы и тип материала;
· теплопроводность диэлектрика;
· близость панелей заземления и питания к резистору;
· температура окружающей среды;
· дополнительная система охлаждения или теплоотвод;
· размер резистора (общая площадь резистора).
Все аспекты теплового рассеивания системы должны быть учтены при проектировании печатной платы. Критические требования к рассеиванию тепла могут потребовать моделирования теплового профиля или актуальных прототипов, чтобы убедиться в получении нужной конфигурации.
Дизайн-типы резисторов
Типы ЕРТ резистора можно выбрать на основе значения резистора и электрической функциональности. Есть несколько типов резисторов, которые могут быть использованы для встраивания. Например, резисторы на базовых схемах, такие как резисторы, повышающие логический уровень, понижающие логический уровень и прецизионные резисторы.
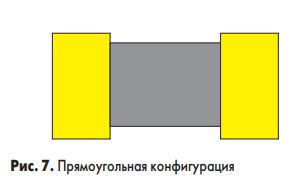
Резисторы, повышающие и понижающие логический уровень, используются в электронных логических схемах и позволяют убедиться, что вводы в логические системы установлены на ожидаемых уровнях. На рис. 7 показана простая ЕРТ-разработка для понижающих и повышающих резисторов. Типичное значение для повышающих/понижающих резисторов может изменяться: оно варьируется в пределах 500 Ом — 10 кОм в зависимости от логики схемы. Стандартный допуск этих типов резисторов может превышать 20%.
Прецизионные EPT-резисторы характеризуются значением сопротивления с низким допуском в 1%. Для получения такого допуска применяется метод лазерной подгонки.
Лазерная подгонка
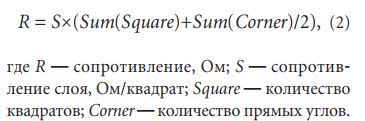
Правила для процесса лазерной подгонки/нарезки [5] требуют, чтобы схемы были квадратными или прямоугольными и состояли из прямых линий, дуг или их комбинаций. «Длина» резистора — это всегда длина той стороны, которая параллельна движению тока. А «квадрат» резистора в угловой области (областях) резистора изогнутого типа в форме буквы L или серпантина должен быть рассчитан как половина значения сопротивления слоя (рис. 5).

В зависимости от сложности проекта могут быть использованы прецизионные встроенные резисторы, выполненные с помощью лазерной подгонки. При лазерной нарезке можно сделать допуск в 1%, выбрав несколько методов обрезки, таких как врезание, двойное врезание, L-врезка, серпантин и скан. На рис. 6 и в таблице 3 показаны преимущества и недостатки различных типов нарезки резистора.
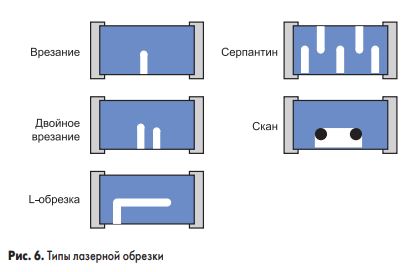

Лазерная подгонка может оказаться непростой задачей, требующей тщательного проектирования для производства и тестирования (DFM&T). Конфигурации для различных типов резистора могут быть разными по форме. Форма резистора будет определять метод нарезки.
Типы резисторов:
· Прямоугольная конфигурация — самый распространенный тип резистора (рис. 7).
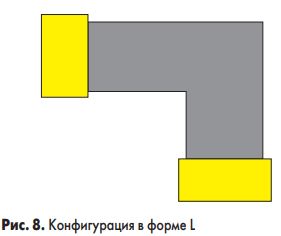
· Конфигурация в форме L — этот «квадрат» в угловой области изогнутого резистора должен рассчитываться как половина значения сопротивления слоя (рис. 8).
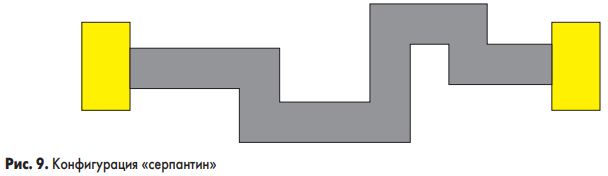
· Конфигурация «серпантин» (Serpentine) — этот резистор обычно используется для высоких значений резисторов. Количество углов затрудняет расчет значения. «Квадрат» резистора в угловых зонах резистора «серпантин» может быть рассчитан как половина значения сопротивления слоя (рис. 9).
· Конфигурация «цилиндр» (Top-hat), или «лепесток» (lobe type) — преимуществом этой конструкции является большой диапазон лазерной обрезки. На рис. 10 показан резистор из пяти квадратов. Используя лазер, можно сделать единственный вырез и создать девять квадратов резистора. Сопротивление можно варьировать между этими значениями, огранивая количество прорезей. С помощью этой техники может создать резистор с диапазоном более чем три от первоначального значения. Резистор этого типа должен быть прорезан вне зависимости от требований по допуску (рис. 11).


Следует помнить, что существуют определенные инструкции и требования, предъявляемые к инструментам и нарезке. Зондовые платы необходимы для измерения всех резисторов, так как они нарезаны лазером. Лучше проектировать зондовую плату для одновременного измерения 15–20 резисторов. Могут понадобиться многократные карты для конструкций, где используется больше синхронизированных резисторов. Это повлияет на схему, инструментарий и стоимость установки. Резисторы со значениями 50 Ом или меньше предполагают четырехточечное зондирование по типу Кельвина, чтобы обеспечить нужную точность. Количество зондовых плат может быть снижено за счет применения DFM-модели и определения уникальных значений, форм и геометрического положения резисторов.
Точка лазера (YAG) составляет примерно 35–40 мкм в диаметре, в зависимости от материала объекта. С новой оптикой это значение можно уменьшить примерно до 25 мкм. Высокоточную нарезку (допуск ±0,5%) лучше всего выполнять для резисторов размером больше, чем 0,02×0,02 дюйм2 (250×250 мкм), которые нарезаются в зависимости от материала и значений сопротивления.
Некоторые области для проектирования прецизионного резистора:
· тепловой эффект во время лазерной нарезки;
· электрический ток и потенциал во время тестирования и нарезки;
· тепловой коэффициент сопротивления может значительно снизить общую производительность и итоговые допуски;
· мощность и потенциальный коэффициент сопротивления может значительно снизить общую производительность и итоговые допуски;
· данные CAD могут быть использованы для планирования и программирования процесса до того, как реальные детали будут получены;
· итоговый допуск резистора может измениться после процессов производства платы после лазерной нарезки.
<link fileadmin pdf_articles _blank download>Скачать полный текст статьи «Технология встраиваемых пассивных компонентов» в формате pdf
