Технические требования к печатным платам под SMT монтаж
Этапы подготовки печатной платы к автоматизированному монтажу
- Проверка печатной платы на соответствие требованиям для поверхностного монтажа компонентов.
- Установка реперных знаков.
- Создание технологической заготовки (панели из плат) с учетом технических характеристик монтажного оборудования, количества плат в заказе, особенностей изготовления и стоимости трафарета и т. д.
- Размещение «технологических зон» на панели.
- Размещение области для нанесения QR-кода для системы прослеживания на производстве.
В А-КОНТРАКТ подготовку печатных плат к SMD монтажу выполняют наши технические специалисты на основе технической документации, которую передаёт нам заказчик.
Желательно, чтобы предоставленный файл содержал одиночную плату, даже если платы предполагается изготавливать в панелях.
Требования к проектированию печатных плат предназначенных для автоматизированного монтажа поверхностно-монтируемых компонентов
Размещение компонентов и печатных проводников на поверхности печатных плат
- все поверхностно-монтируемые компоненты желательно размещать на одной стороне платы. В случае если это условие выполнить невозможно, следует разделить компоненты на «легкие» и «тяжелые» и размещать их на разных сторонах платы . Например, пассивные компоненты, разместить на одной стороне, микросхемы - на другой;
- размеры площадок должны соответствовать рекомендуемым для данного типоразмера корпуса (информацию о размерах площадок можно уточнить в тех. документации на компонент либо в стандарте IPC-7351);
- зазоры между компонентами должны быть не менее указанных на рис. 1
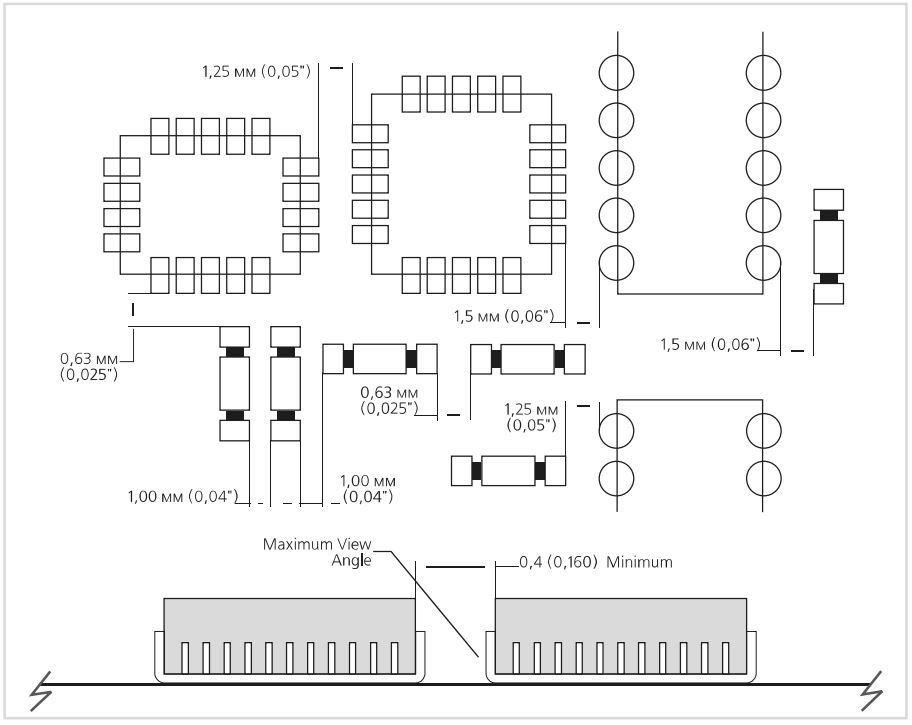
- желательно, чтобы компоненты располагались не ближе 1,25 мм от края заготовки;
- ориентация компонентов на плате не имеет такого принципиального значения, как при пайке волной, так как на нашем производстве используется технология пайки оплавлением;
- полярные компоненты желательно ориентировать одинаково;
- желательно, чтобы максимальное число компонентов имели одинаковый типоразмер корпуса. Например : резисторы и конденсаторы - 0805 . Подбор компонентов подобным образом позволяет установщикам с револьверными головками достигнуть максимальной производительности;
- поворот компонента вокруг своей оси с дискретностью в 1 °;
- максимальная высота компонента 20 мм;
- максимальный вес компонента 25 г;
- для компонентов с шагом выводов 0,5 мм и менее по возможности оставлять место (по диагонали компонента либо по центру) для размещения локальных реперных знаков;
- для предотвращения деформации платы в процессе производства платы и монтажа при нагреве в печи, полигоны на внешних и внутренних слоях (для многослойных плат) необходимо размещать равномерно по поверхности платы и выполнять их в виде сетки из проводников;
- проводники и переходные отверстия, размещенные под компонентами, должны быть закрыты защитной маской;
- переходные отверстия, находящиеся под корпусами BGA, должны быть закрыты защитной маской;
- расстояние от края неметаллизированного отверстия до контактной площадки или проводника должно быть не менее 0,25 мм;
Соединение проводников с площадками SMT
Для уменьшения оттока тепла от контактных площадок при пайке (для исключения появления «холодных» паек) необходимо:
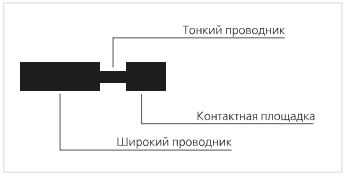
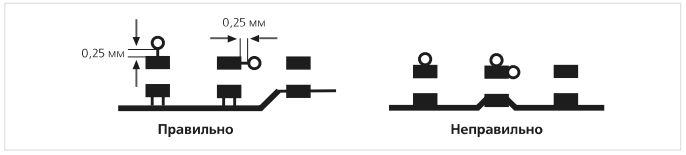
- использовать узкие проводники, соединяющие непосредственно контактную площадку и широкий проводник, как показано на рис. 2.
- все перемычки между ножками SMT микросхем должны находиться вне зоны пайки (рис. 3)
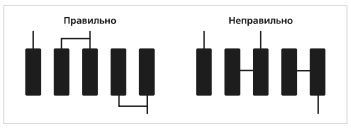
микросхем
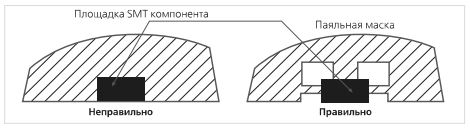
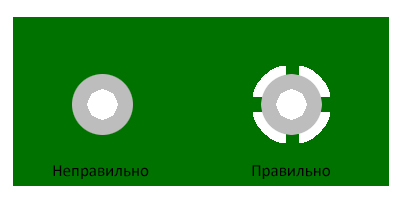
- площадки компонентов, находящиеся на больших полигонах, должны быть отделены от полигона перемычками («термальный контакт») рис. 4
- вокруг контактной площадки нанести маску, которая будет препятствовать перемещению расплавленного припоя вдоль проводника.
Рекомендации по выполнению переходных отверстий
- не допускается располагать переходные отверстия на контактных площадках компонента; приведенный ниже рисунок (рис. 5) демонстрирует рекомендуемое расположение переходных отверстий и контактных площадок;
- в случаях, когда не удается выдержать зазор «smd площадка» – переходное отверстие более чем 0,25 мм, допускается уменьшение этого зазора, при условии, что переходное отверстие закрыто маской и зазор между окном в маске под smd площадку и самим отверстием в плате не менее, чем 0,15 мм. Если выдержать зазор нет возможности, то можно применить тентирование переходного отверстия (заполнение).
Рекомендации по выполнению маркировки на плате
- маркировка на плате выполняется методом шелкографии либо в слое проводников;
- графические и позиционные обозначения компонентов должны отражать полярность и ориентацию компонентов на плате;
- в случае необходимости на плате предусматривается место для нанесения даты изготовления платы и класса горючести;
- маркировку, выполненную методом шелкографии, желательно располагать только по областям платы, покрытым защитной маской;
- элементы маркировки компонентов, расположенных рядом друг с другом, не должны пересекаться и накладываться друг на друга.
Следует учитывать, что элементы маркировки, попадающие на площадки открытые от маски и покрытые финишным покрытием (ПОС-6 7, иммерсионное золото и д.р.), наноситься не будут.
Требования к технологической заготовке основания печатной платы
Перед запуском платы, предназначенной для автоматизированного монтажа, в производство из одиночной платы создается технологическая заготовка в виде панели из плат либо одиночной платы с технологическими зонами (полосами).
- размер заготовки должен быть не более 430Х460 мм;
- рекомендуемый размер заготовки 250Х350 мм;
- толщина листа заготовки платы 0,5 - 4,5 мм;
Технологические зоны
Технологические зоны (рис. 6) одновременно выполняют несколько функций:
- используются для фиксации заготовки в трафаретном принтере (при нанесении паяльной пасты), на линии по автоматической установке компонентов;
- позволяют размещать компоненты практически у самого края платы;
- используются для размещения реперных знаков;
- используются для придания дополнительной жёсткости заготовке при ее маленькой толщине и наличии в ней большого числа внутренних вырезов
- используются для нанесения маркировки для прослеживаемости изделия на производстве.
Технологические зоны, как правило, имеют ширину 5-10 мм. По краям технологических зон имеются отверстия диаметром 3,3 мм для фиксации заготовки в трафаретном принтере. От заготовки технологические зоны разделяются методом скрайбирования либо мостиками.
В случае, если применение технологических зон недопустимо, на плате должны быть предусмотрены области свободные от компонентов и соответствующие характеристикам технологических зон.
Реперные знаки (Метки отсчета, Fiducial Marks)
Метка отсчёта является центром системы координат на этапе сборки платы. Она позволяет оборудованию автоматизированной линии установки компонентов корректировать погрешности измерения текущих координат, накапливающиеся в процессе автоматической установки компонентов на плату.
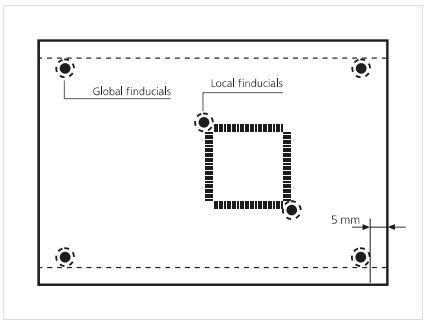
Существует два вида меток начала отсчета: глобальные (Global fiducials) и локальные (Local fiducials).
- глобальные метки используются для всей платы или, в случае нескольких плат объединённых в панель, для привязки всей панели. Требуется минимум две глобальных метки, обычно расположенные в диагонально-противоположных углах платы на максимально возможном друг от друга расстоянии . Глобальные метки должны быть на всех слоях, содержащих компоненты.
- локальные метки используются для привязки конкретного компонента (обычно с большим количеством выводов и маленьким шагом между ними) для вычисления координат (Х,У of fsets) . Локальные метки отсчёта располагаются обычно по диагонали, на периметре области, занимаемой данным компонентом . В случае нехватки свободного места допускается использовать одну локальную метку отсчета предпочтительно в центре занимаемой компонентом области.
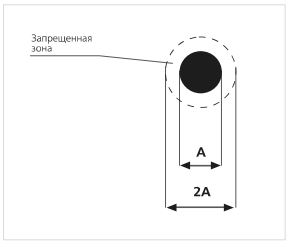
Все метки располагаются вне запрещённых зон для проводников и компонентов.
Для оборудования, используемого на заводе А-КОНТРАКТ, предпочтительно применять метки отсчета в форме закрашенного круга, А= (0,8..3,0)мм (О,03"...0,12") (рис. 7). Рекомендуемый размер "А" метки отсчёта -1 мм.
На печатной плате (на панели) метки отсчёта должны быть одной формы и размера. Допускается глобальные метки делать большего размера, чем локальные.
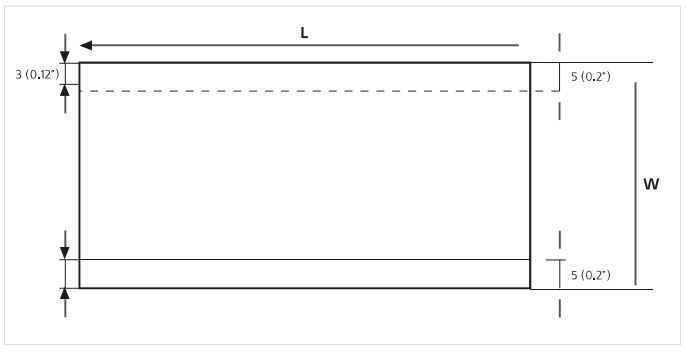
Вокруг метки должна быть запрещённая зона для проводников, компонентов и защитной маски. Все метки должны быть изображены в слое проводников. Метки должны быть освобождены от маски и иметь гладкое, хорошо отражающее свет, металлическое покрытие (никель, сплавы олова, серебро, золото). Между метками и краем платы должно быть расстояние не менее 5 мм (0,2") плюс ширина запрещённой зоны .
Рекомендуется размещать метки в точках, как показано на рис.8.
Размещение нескольких плат на заготовке
Как уже было сказано выше, в случае необходимости, одиночные платы объединяются в панель. Расстояние между платами должно соответствовать требованиям применяемой технологии разделения плат:
- фрезерованию (рис. 9)
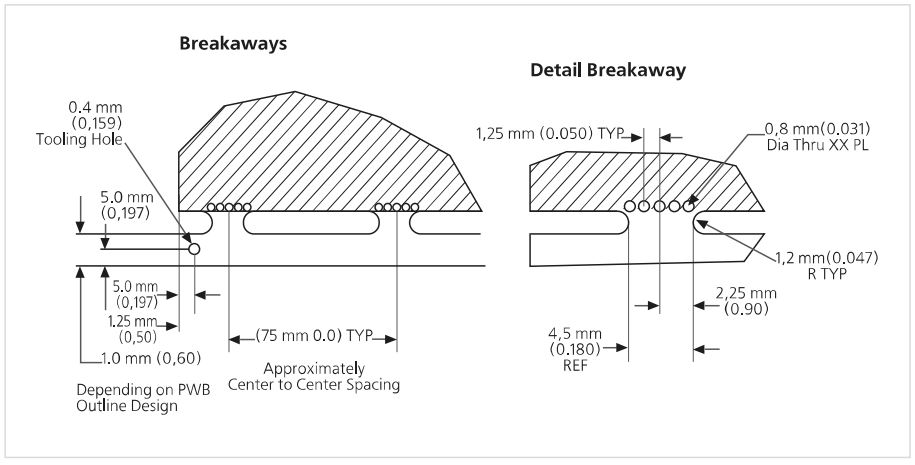
- процарапыванию по контуру (скрайбированию рис. 10)
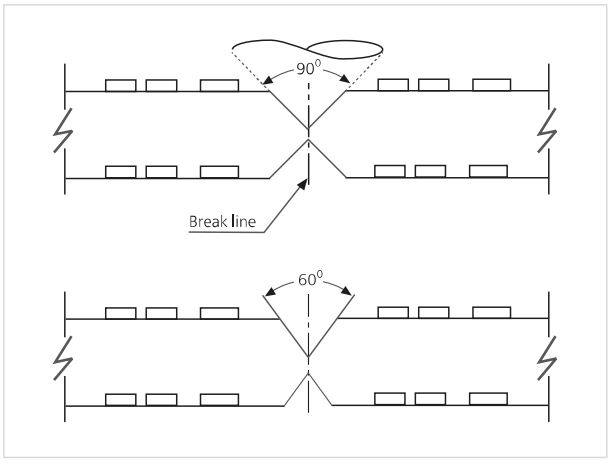
Линии разлома должны, с одной стороны, обеспечивать достаточную прочность панели с платами при нанесении паяльной пасты и установке компонентов и, с другой стороны, обеспечивать гарантированное разделение готовых плат после монтажа.
Если у Вас остались вопросы о требованиях при подготовке печатных плат к поверхностному монтажу в А-КОНТРАКТ, мы будем рады ответить на них по телефону +7(812)703-00-55 или по эл. почте info@acont.ru .