Проектировщики печатных плат должны знать эти рекомендации по панелизации. Часть 2
Для улучшения целостности, увеличения количества плат на панели производителя и упрощения автоматической депанелизации, массивы могут быть разработаны с жесткими перемычками между платами в любой ориентации. Метод депанелизации для этого вида панелей – либо фреза для депанелизации, либо лазерная обрезка. Первое создает огромное количество пыли, шума и вибрации и требует жестких крепёжных устройств. Второе требует существенных вложений и ограничивается по толщине платы до около 1 мм. Поэтому эти методы имеют место на рынке плат больших объемов и не подлежат многим из ограничительных указаний, описанных далее.
Жесткие перемычки между платами могут быть удалены лезвием в форме крюка, но этот процесс может быть проблематичным. Даже при очень маленьком зазоре лезвия в прорези между платами, оно может сдвинуться и отрезать кусок от нужной части платы. Если же обрезаемый лезвием край сужается, чтобы предотвратить повреждение платы, он оставляет небольшие кусочки перемычек, выступающие из хорошей платы. Это также очень неэффективный процесс.
Два наиболее предпочтительных метода депанелизации для малых количеств/разноплановых плат – это V-образные канавки и перфорация с мостиками. Мостики и канавки прекрасно описаны в стандартах IPC.
Метод панелизации V-образные канавки
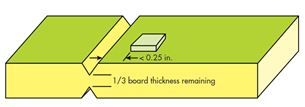
Вообще говоря этим обозначается прорезывание 1/3 толщины платы сверху и 1/3 толщины платы снизу коллиниарно с верхним разрезом с 30- до 45-градусным круглым режущим лезвием. Для депанелизации потребуется машина, так как оставшаяся 1/3 толщины платы оказывается на удивление крепкой и разлом ее руками может причинить серьезное повреждение печатной плате.
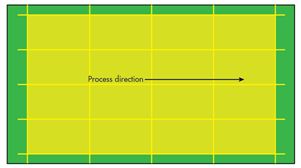
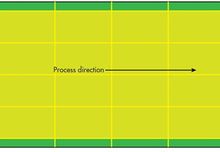
Многие предпочитают метод V-образных канавок (Рис.2), где возможно (там, где компоненты не нависают над краями), так как он наиболее эффективен и провоцирует наименьший поверхностный стресс при использовании надлежащим образом разработанный механизм, известный как «разрезщик пиццы». Кроме того, машины для депанелизации по типу «разрезщик пиццы» для V-образных канавок не очень дорогие, долговечные и требуют очень незначительной регулировки и поддержки. Более того, они портативны – мы можете установить машину для депанелизации на небольшую тележку и легко перемещать ее по своему цеху, куда вам нужно.
Однако, этот метод панелизации имеет самое большое количество ограничений. Например, вы не можете использовать его там, где компоненты нависают над краями. Даже если они располагаются слишком близко к краю, вы не можете использовать этот метод, если только вы не прорезаете прямую линию через весь массив печатных плат.
Чтобы очистить круглое режущее лезвие вы должны поддерживать 0,05 дюймов зазора от компонентов до центра канавки, принимая во внимание размер компонента и варианты монтажа. Высокие компоненты, такие как конденсаторы с радиальными выводами, индукторы с радиальными выводами, рассеивающие энергию керамические резисторы с радиальными выводами, должны иметь больший зазор, чем номинальные 0,05 дюйма из-за изменений позиции, тогда как разъемы и другие низкопрофильные детали могут размещаться с зазором в 0,05 дюйма.
Поверхностно монтируемые бескорпусные керамические конденсаторы для многослойных плат (MLCCs) должны быть ориентированы длинной стороной параллельно V-образной канавке, если они расположены менее, чем в 0,25 дюймах (6,35 мм) от центра канавки и выдерживать отступ в 0,119 дюймов (3 мм) не зависимо ни от чего. Это становится еще более важным с колпачками большого размера и с определенными колпачковыми диэлектриками. Поверхностный стресс, создаваемый усилием депанелизирующего лезвия на канавку, передается через поверхность платы на жесткие паяные соединения и затем на корпуса компонентов. Это может повредить их, если они расположены слишком близко к канавке. Ориентация длинной стороны корпуса конденсатора параллельно краю минимизирует риск повреждения корпуса (Рис.2).
V-образные канавки могут также ослабить панель печатных плат, что очень нежелательно, когда массив должен проходить через аппарат пайки волной. Поверхностное натяжение волны припоя, протягивающегося на предварительно нагретый материал печатной платы, усугубляется канавками в панели. Когда плата опускается, выступающие выводы могут входить, а иногда и вешаться на перегородку с волновым припоем.
В случае с прямоугольной печатной платой, вам стоит усилить панель «надрезом за краем» на коротких, направляющих или задних краях (Рис.3). Так как лезвие для V-образных канавок круглое, вы должны делать прорез, выходя за края платы, чтобы получить полную глубину канавки на крае платы. Делая прорез ¼ дюйма после края печатной платы на полпути через ½ дюйма края разлома, мы оставляем достаточно направляющего или заднего края для усиления панели и минимизируем эффект от пайки волной, при этом достигая желаемой полной глубины прорези канавки на плате.
При использовании «надреза за краем» операторы депанелизации должны быть проинструктированы, что нужно удалять направляющие или задние края перед тем, как разделять платы. Ваш производитель печатных плат может выразить свое недовольство, но это даст вам более сильную панель. Сделайте производителю поблажку, не определяя расстояния до конца «надреза за краем». Это трудно контролировать и вы не знаете диаметр режущего лезвия для канавок. Поэтому вы не знаете точно, где закончится прорез.
Обратите внимание: Метод V-образных канавок нежелательно использовать, если требуются «чистые» ровные края платы, но это встречается не часто.
Источник: www.electronicdesign.com