Электроника, напечатанная на 3Д принтере, для печатных структур. Часть 2
Будет ли это сильное влияние прочности АБС или химическая и температурная стабильность ULTEM, выбор материала для конкретного применения может определять, будет ли оно успешным или нет. Однако, FDM напечатанные детали значительно отстают по прочности от других методов производства, таких как литье под давлением [7]. Причина этого в том, что прочность 3Д напечатанных деталей полагается на поверхностное соединение слоев, соединение линий печати по сторонам и направление печати, также, как и на механические свойства самого материала. Другой аспект 3Д печати, который уменьшает общую прочность 3Д напечатанных деталей по сравнению со свойствами обычных материалов, это наличие пустот, которые возникают в детали во время процесса печати.
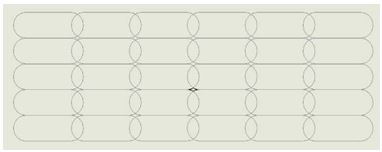
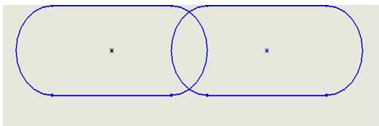
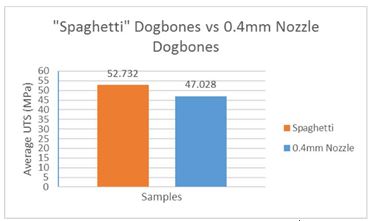
В обоих примерах (Рис.7 и Рис.8) можно наблюдать пустоты везде, где есть перекрытие линий слоев. Причина этого в том, что края напечатанных линий закруглены. Для борьбы с пустотами фактор перекрытия может быть введен в создание печатного пути объекта. Это сблизит линии друг с другом, минимизируя пустоты. Когда определен высокий фактор перекрытия, материал, который нужно прижать друг к другу, должен уйти куда-о и, следовательно, он смешается вверх. Это создает неровную поверхность, если это происходит на верхнем уровне, и может изменить общие размеры по высоте, если разрешено соединение по всей печати. При печати с 0,4 мм наконечником множество хотя и меньших по размеру пустот проникает в объект. Тогда как несколько пустот, которые присутствуют в слое при печати методом «спагетти», большие по размеру, но общая площадь пустот в деталях, напечатанных 0,4 мм наконечником больше. Эти пустоты добавляют примерно 10% разницы в окончательную прочность образцов (Рис.9).
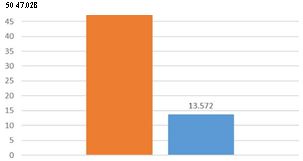
Направление печати играет главную роль в прочности напечатанных деталей [7][8]. Общая практика при печати структурных деталей печатать слови в направлении силы, которую будет испытывать финальная деталь. Для подтверждения важности направления печати по силе, были напечатаны образцы для тестирования на прочность в направлении силы (0° образцы) и перпендикулярно направлению силы (90° образцы). 0° образцы повреждались в среднем при 47.028 MPa UTS, тогда как 90° образцы повреждались при значительно меньшей силе в 13.572 MPa, что ~72% потеря в прочности. Разница в наблюдаемых UTS гигантская и показывает тот эффект, который оказывает направление печати на прочность детали. Эта разница опять же из-за того, что если направление силы перпендикулярно направлению печати образца, то склеивание между линиями – это единственное, что обеспечивает сопротивление, а не материал сам по себе.
В идеале прочность должна быть в любом направлении, так как может быть несколько направлений силы в определенных устройствах. В 3Д печати принято не печатать заполнение 0° или 90°, а скорее печатать на 45°, так как это будет обеспечивать прочность в нескольких направлениях [7][8]. Однако, это все же компромисс, так как это снижает общую прочность на разрыв по сравнению с печатью только в направлении единственной силы. Более того, если направление силы соответствует направлению Z, возникает та же проблема, так как склеивание слоев является доминирующим фактором в определении того, какую силу выдержит деталь до повреждения. Так как склеивание слоев и боковых линий являются аспектами 3Д печати, есть необходимость найти способ увеличить силу, которую они могут выдержать. Чтобы это сделать, был проведен эксперимент «оплавления». Суть его в использовании контролируемого по температуре лазера для нагревания и необходимого «оплавления» уже напечатанного пластика. На машину был установлен 30W лазер, размещенный прямо над 90° деталью. Используя бесконтактный термометр, температуру подняли и удерживали при 120° C, пока лазер перемещался по поверхности образца. Лазер завершил три прохода по средней части детали, оплавляя пластик и увеличивая склеивание между слоями.
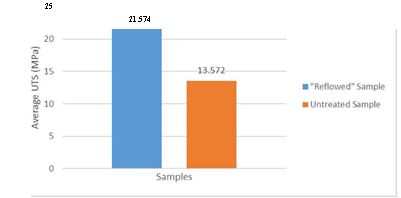
Тестирование на разрыв этих «оплавленных» образцов показало в среднем 21.574 MPa UTS, что является 58% увеличением по сравнению с необработанными образцами, которые показали в среднем 13.572 MPa UTS.
Хотя показатель прочность значительно улучшился, все же он все еще ниже, чем UTS у деталей с наполнением, напечатанным в направлении силы. Это важно, потому что это дает возможность печати более прочных деталей, которые испытывают силу в различных направлениях. Хотя это было выполнено специально для увеличения склеивания боковых линий, это также может быть применено для склеивания слоев. С помощью размещения лазер перед печатающей головкой, предыдущий напечатанный слой будет нагреваться и одновременно на нем будет печататься следующий, что создаст более прочную деталь. Это увеличит склеивание слоев с дополнительным преимуществом вероятного устранения пустот, что в результате даст более прочную деталь. Это работа на будущее.
Заключение
Сегодня печатные платы оптимизированы и повсеместны. Они могут быть массовым производством и создаваться относительно быстро, и они являются одобренным, надежным продуктом. Но и они имеют свои ограничения. Они интенсивны по процессу, прототипы не обязательно экономичны, и они производят много отходов, что создает дополнительные расходы на производство в США. Печатные структуры – это эволюция отрасли печатных плат и 3Д печати. Они имеют несколько определенных преимуществ перед ПП, так как они серьезно сокращают этапы процесса, прототипы и изменения легко выполнить благодаря DDM процессу, и так как они являются преимущественно добавочными, то производится очень мало отходов. Однако, все еще есть определенные препятствия. Печатные структуры на сегодняшний день сложно выполнить в больших объемах из-за низкой скорости. Прочность произведенных деталей – другое препятствие на пути печатных структур. 3Д напечатанные детали не столь прочны, как обычные, поэтому необходимо принимать во внимание дизайн печатной структуры. Используя методы, описанные в данной статье, касающиеся этих двух проблем, были сделаны определенные улучшения. Было реализовано увеличение скорости более чем в 2 раза благодаря использованию метода «спагетти», в котором также были получены и более прочные, и ровные детали. Другой метод увеличения прочности – использование лазера для оплавления уже напечатанного пластика, создавая лучшее склеивание слоев и боковых линий. Комбинируя эти методы, можно значительно быстрее производить более прочные печатные структуры.

Ссылки
[1] Deffenbaugh, Paul, et al. "Fully 3D Printed 2.4 GHz Bluetooth/Wi-Fi Antenna." International Symposium on Microelectronics. Vol. 2013. No. 1. International Microelectronics Assembly and Packaging Society, 2013.
[2] Nassar, Ibrahim T., et al. "A high efficiency, electrically-small, 3-D machined-substrate antenna fabricated with fused deposition modeling and 3-D printing." 2014 IEEE Radio and Wireless Symposium (RWS). IEEE, 2014.
[3] Church, Kenneth H., et al. "Advanced printing for microelectronic packaging." submitted for publication in IPC APEX
Expo (2014).
[4] Arnal, Nicholas, et al. "3D multi-layer additive manufacturing of a 2.45 GHz RF front end." 2015 IEEE MTT-S International Microwave Symposium. IEEE, 2015.
[5] Church, Kenneth H., et al. "Printed circuit structures, the evolution of printed circuit boards." IPC APEX EXPO Conference Proceedings, San Diego, CA, Feb. 2013.
[6] Deffenbaugh, Paul. 3D printed electromagnetic transmission and electronic structures fabricated on a single platform using advanced process integration techniques. Ph. D. dissertation, Elect. & Comput. Eng., UTEP, El Paso, TX, 2014.
[7] Ahn, Sung-Hoon, et al. "Anisotropic material properties of fused deposition modeling ABS." Rapid Prototyping Journal 8.4 (2002): 248-257.
[8 ] Torrado, Angel R., and David A. Roberson. "Failure analysis and anisotropy evaluation of 3D-printed tensile test specimens of different geometries and print raster patterns." Journal of Failure Analysis and Prevention 16.1 (2016): 154164.
