Электроника, напечатанная на 3Д принтере, для печатных структур. Часть 1
Печатная электроника постоянно повышает свою производительности и имеет много приложений, которые напрямую конкурируют с печатными платами. Преимущества технологии «рулон за рулоном» - это скорость производства, возможность больших площадей и снижение издержек. С развитием этой технологии, она также соединяется с высоко профильной 3Д печатью. 3Д печать становится чем-то большим, чем просто инструментом для быстрого создания прототипов и печати маленьких пластиковых игрушек. Компании используют 3Д печать как производственный подход к созданию сложных деталей, которые не могут быть выполнены с помощью традиционных производственных техник. Эта комбинация 3Д печати и печатной электроники имеет потенциал создания новаторских продуктов и особенно объектов, функционирующих электрически.
Электрически функциональные объекты имеют преимущество в конкуренции с печатными платами. Структуры печатных схем будут новым подходом к электронному корпусированию. Это желание многих компаний – сократить процессы сборки, уменьшить размер электронных устройств, и сделать это все со снижением издержек. Это непросто, но потенциал печати структуры и электроники как единый монолитный блок имеет множество преимуществ. Это сократит человеческое вмешательство в сборку, так как и электроника, и само устройство печатается. Это увеличит прочность продукта, так как это будет монолитное устройство. Это уберет необходимость проводов, припоя, разъемов, делая устройство меньшим по размеру. Это имеет потенциал стать будущим печатных схем и микроэлектронного корпусирования. Данная статья покажет рабочие демонстрации печатных структур, препятствия и потенциальное будущее 3Д печатной электроники.
Введение
Хотя 3Д печать в виде стереолитографии (SLA) существует с начала 1980х годов, сейчас она значительно развилась в множество форм. Для целей данной статьи будет учитываться моделирование методом наплавления (FDM), также известное как моделирование методом послойного наложения расплавленной полимерной нити (FFD). Только недавно метод FDM стал использоваться в печати электроники для создания 3Д печатной электроники. С этой эволюцией 3Д печати печатные структуры (PCS) стали иметь значительные преимущества перед традиционными печатными платами (PCB). Многие компоненты, присутствующие на ПП могут быть интегрированы в печатные структуры. Было показано, что печатные структуры могут содержать полностью встроенные схемы, такие как антенны [1][2], концентрированные компоненты [3], и даже разъемы [4]. Вместо создания ПП для присоединения к объекту, будет возможно напечатать объект с электронной схемой в виде его интегрированной части. Этот метод печати стал возможен с использованием аппарата прямого цифрового производства (DDM), который комбинирует использование множества инструментальных головок, включая микро-дозирующий насос, насадку горячего прессования, насадку «взял-установил», насадки микро-фрезеровки, сверления и полировки. Тогда как ПП требуют использования множества машин, а также необходима паяльная маска, печатные структуры могут быть полностью автоматизированы и полное производство выполнено на одном месте на одной машине [5][6]. Хотя печатные структуры имеют очевидные преимущества, все еще существуют препятствия, которые необходимо преодолевать, такие как скорость производства и сила окончательных деталей.
Скорость производства
FDM стиль 3D печати печально известен своей медленностью. В основном это из-за низкой скорости объемного выдавливания стандартных настольных 3Д принтеров. Есть множество факторов, обуславливающих скорость экструзии. Некоторые из них - диаметр наконечника, температуру наконечника, температуру емкости, скорость движения X-Y, материал и даже двигатель экструзии. И хотя все они влияют на общее количество выдавленного волокна, главным определителем скорости выдавливания является диаметр наконечника. Высота слоя, ширина экструзии, скорость печати – все они базируются на диаметре наконечника, поэтому этот аспект процесса печати принесет наибольшую выгоду при улучшении. Стандартный внутренний диаметр печатного наконечника 0,4 мм. Это позволяет печатать со скоростью 80-100 мм/с в зависимости от малины и желаемого качества печати. Размер наконечника может быть увеличен, однако, хотя это может сократить общее время печати, значительно снизится качество. Это снижение качества может выражаться в неровной поверхности, скругленных углах, некорректных размерах. Наконечники с большим диаметром также невозможны, если нужно напечатать маленькие объекты или маленькие детали, которые будет проблематично напечатать. Хотя снижение качества при выборе наконечника с большим диаметром не привлекательно, все же есть смысл иметь с ним дело. Метод печати, названный «Спагетти», был разработан, чтобы серьезно увеличить скорость экструзии и сократить время печати. Этот процесс подразумевает печать волокна из специально разработанного наконечника диаметром 1,75 мм, а затем использование фрезеровочной головки для придания высокого качества поверхности, там где это необходимо, или же приведение печати в соответствие с нужными размерами. Эксперимент по скорости был проведен для сравнения скорости печати на ASTM D638 Тип V для печати образца для испытаний на растяжение с использованием 0,4 мм насадки и метода «Спагетти». Было напечатано два типа образцов для испытаний на растяжение; один с 0° заполнением и один с 90° заполнением по горизонтали. Эти образцы были напечатаны без периметров, так как это бы испортило испытание на растяжение.
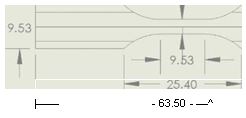
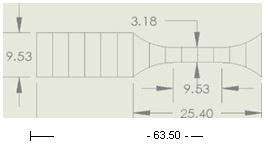
Оба типа образцов были 1,0 мм толщиной и была напечатаны при температуре наконечника 235° C и температуре емкости 50° C. Периметры, показанные на Рис.1 и Рис.2 использовались, чтобы показать размеры.


При печати с наконечником 0,4 мм, каждый образец для испытаний был напечатан за 4 минуты и 24 секунды. При печати методом спагетти, каждый образец был напечатан примерно за 1 минуту и 58 секунд общего времени, причем реальная 3Д печать заняла только 32 секунды. Этот эксперимент был повторен 25 раз. Метод спагетти не только выполнил объект более чем в два раза быстрее, но и финальная поверхность после фрезеровки была намного лучше, чем при обычной печати.
Это дает печатным структурам серьезное преимущество, так как печать электронных частей требует ровной поверхности для нанесения проводящего материала. Обычно для того, чтобы печать проводника была успешной, слой FDM подложки должен быть напечатан наконечником с крошечным диаметром в 100 микрон, чтобы обеспечить ровную поверхность для проводящего материла, который должен быть напечатан очень тщательно и соответственно разработке. Хотя возможно поверхностное наложение, которое позволяет печать контура, все же предпочтительна ровная поверхность. Это также обеспечивает идеальную поверхность при печати множественных термопластиков один на другом.

Это дает печатным структурам серьезное преимущество, так как печать электронных частей требует ровной поверхности для нанесения проводящего материала. Обычно для того, чтобы печать проводника была успешной, слой FDM подложки должен быть напечатан наконечником с крошечным диаметром в 100 микрон, чтобы обеспечить ровную поверхность для проводящего материла, который должен быть напечатан очень тщательно и соответственно разработке. Хотя возможно поверхностное наложение, которое позволяет печать контура, все же предпочтительна ровная поверхность. Это также обеспечивает идеальную поверхность при печати множественных термопластиков один на другом.
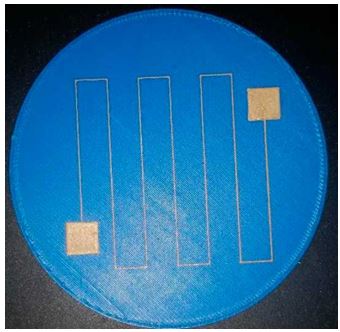
Ровная поверхность позволила разместить чип USB, используя метод «взял-установил». Затем проводимая паста была нанесена для увеличения площадок чипа USB. Потом была напечатана поликарбонатная «раковина» вокруг периметра круглой части для формирования чаши для нанесения эпоксидной смолы. После обработки, эпоксид был выровнен фрезеровкой. Это маленькая демонстрация производства печатной структуры в одном месте с использованием мульти-материалов и мульти-процессов.
