Конформные покрытия для жестких условий эксплуатации. Часть 1

Сергей Шихов, технический директор «А‑КОНТРАКТ»:
Выбор материала и метода для влагозащиты электронного блока — задача нетривиальная. В электронной промышленности РФ (как наследника традиций СССР) широко распространена практика использования уретанового покрытия, чаще всего применяется материал УР-231.
Но разработчику современного оборудования, на мой взгляд, не нужно зацикливаться на традиционных решениях, а в каждом случае выбирать тот вариант, который оптимален для защиты конкретного блока.
Самое правильное — обсудить все нюансы еще на этапе размещения заказа. Ведь в зависимости от специфики изготавливаемого печатного узла могут применяться различные методы нанесения влагозащитного покрытия, начиная от банальной «кисточки», и заканчивая установкой селективной влагозащиты.
Если вы затрудняетесь с выбором покрытия, мы готовы помочь как словом, так и делом, поскольку на своем производстве используем все виды нанесения влагозащитного покрытия, и наши технологи смогут быстро сказать, какой из методов будет предпочтительным в вашем случае.
В статье рассматриваются основные типы конформных покрытий для жестких условий эксплуатации, а также решения на их основе. Приводятся данные тестирования и реальные кейсы.
Типы материалов: как велик выбор?
Типы материалов
На рынке существует множество материалов для конформных покрытий, и у каждого из них есть свои преимущества и недостатки. Конформные покрытия могут быть на основе растворителя, на водной основе, 100% активный состав (где почти все, что наносится в жидкой форме, превращается в твердое защитное покрытие), и осажденный пар (где мономерные газы смешиваются в вакууме, полимеризируются и осаждаются на поверхность печатной платы в виде защитной пленки). Материалы на основе растворителя, как следует из названия, состоят из полимерных материалов, растворенных в базовом растворителе. Это материалы с низкой вязкостью, которые позволяют производить корректировку вязкости с помощью растворителей для эффективного применения при различных процессах нанесения. Полимеризация/сушка материалов возможна либо на открытом воздухе (физическое высыхание, которое может быть ускорено за счет тепла и которое оставляет полимерное покрытие после того, как базовый растворитель испарится), либо может включать последующий этап структурирования для получения защитной полимерной пленки. Материалы на базе растворителя очень популярны из-за простоты использования, относительно короткого времени полимеризации и того факта, что базовый растворитель может выполнять и роль квазиочистителя, который растворяет загрязнения и блокирует их в полимерной матрице. Материалы на основе растворителя могут использоваться почти при любом способе нанесения, а на рынке доступен огромный выбор полимерных материалов. Основной недостаток покрытий на базе растворителя — содержание растворителей, представляющих собой летучие органические соединения (ЛОК, или англ. VOC). Защита окружающей среды требует снижения выбросов материалов, содержащих ЛОК, что привело к развитию альтернативных технологий. В некоторых процессах возможно улавливать и перерабатывать значительную долю выбросов ЛОК. Однако это бывает очень дорого и создает проблемы для здоровья и безопасности. Материалы на водной основе напоминают материалы на основе растворителя, только в качестве базового растворителя используется вода. Эти материалы в целом не столь эффективны, как материалы на базе растворителя. К тому же они требуют значительно более чистых поверхностей, на которые будет производиться нанесение. Процесс сушки таких покрытий происходит намного медленнее, чем на основе растворителя. Любые следы воды, оставшиеся в пленке, способны вызвать утечку тока. В целом защитная эффективность материалов на водной основе ниже, чем у их аналогов на основе растворителя. Конформные покрытия со 100%-ным активным составом без растворителя не содержат растворителей или неактивных летучих разбавителей. Они характеризуются тем, что все жидкие покрытия, нанесенные на плату, будут преобразованы в защитное покрытие в процессе отвердевания. Например, влажная пленка в 100 мкм даст сухое покрытие приблизительно в 100 мкм.
Конформные покрытия без растворителя отличаются по механизму отвердевания:
• Вулканизация при комнатной температуре: эти материалы характеризуются отверждением во влажной среде (то есть они вступают в реакцию с влагой из окружающей среды для отвердевания). Для данного процесса характерно образование побочного продукта (обычно спирт или диоксид углерода), который должен быть удален из конформного покрытия для продолжения реакции. Также надо отметить, что эти материалы имеют тенденцию к затягиванию времени сушки, так как внешняя поверхность обычно контактирует с наибольшей влажностью. Когда материал затянут оболочкой, влага должна иметь возможность проникать через нее, а летучие вещества — испаряться через нее для продолжения процесса отвердевания. По своей природе эти типы материала обычно в большей степени проницаемы для влаги, пара, газов и т. д
• Горячая вулканизация: этот тип материалов для отвердевания требует тепловой активизации выше минимальной температуры сушки. Недостижение минимальной температуры может привести к неполному отвердеванию или к тому, что оно не начнется. Температуры отвердевания обычно превышают +85 °C и могут доходить до +150 °C. Продолжительность отвердевания может быть достаточно длительной (свыше 30 мин).
Химическая вулканизация: эти материалы отвердевают в процессе химической реакции, которая запускается, когда два или более компонента смешиваются. Реакция может быть ускорена за счет тепла. После смешивания компонентов реакция протекает с четко определенной и повторяемой скоростью. За счет того, что до смешивания компоненты отдельны друг от друга, разработчик может получить потенциально более эффективные полимеры. Однако компромисс заключается в том, что для их интенсивного использования требуется более сложный и управляемый процесс.
• Отвердевание под ультрафиолетом (UV):первичная реакция отвердевания запускается при воздействии ультрафиолетового света (УФ) на определенной длине волны и достаточной интенсивности для выполнения быстрой полимеризации. Процесс отвердевания достаточно быстрый и не требует длительного использования печей в сравнении с другими типами материалов,но отверждение проходит по линии видимости. Из-за 3D-природы печатных плат и тенденции материала к попаданию под компоненты за счет капиллярных сил необходим вторичный механизм отверждения для обеспечения затвердевания в этих теневых зонах. Важно отметить, что вторичный процесс отверждения может занять достаточно длительное время и свойства покрытия могут постоянно изменяться до завершения процесса. Процесс дополимеризации/отверждения в теневых зонах может быть применен в любом из перечисленных типов вулканизации. Самым распространенным является механизм RTV (вулканизация при комнатной температуре), поскольку он не требует дополнительных этапов. Однако он может быть очень медленным, так как механизм отверждения включает проникновение влаги через полуотвердевшую матрицу и рассеивания возникших в процессе побочных продуктов через эту матрицу. Если покрытие становится серьезным препятствием для влаги, то реакция замедляется еще больше. Если же вторичный механизм отвердевания протекает быстро, то отвердевшее покрытие окажется слабым препятствием для влаги и газов.
Сейчас IPC признает пять основных типов конформных покрытий на основе главной химической составляющей полимера. Основные конформные покрытия по химическому составу следующие:
• Акрил (тип AR): акриловые материалы могут считаться универсальными, они легки в использовании, ремонте и доработке, обеспечивают хорошую защиту от влажности, воздействия соляного тумана. Однако имеют низкую износоустойчивость и выборочную химическую стойкость. Например, они не очень устойчивы к растворителям и другим органическим жидкостям, в частности к трансмиссионным жидкостям, маслам и т.д.
• Полиуретан (тип UR): полиуретановые материалы обладают широким спектром свойств — от мягких эластомерных каучуков до твердых покрытий, похожих на стойкое к механическим повреждениям стекло. В целом они характеризуются большей стойкостью к растворителям и маслу, чем акриловые материалы, но сложнее поддаются снятию или ремонту.
• Силикон (тип SR): силиконовые материалы, так же как и полиуретановые, обладают широким спектром характеристик. Силиконовые материалы можно охарактеризовать как более проницаемые для паров влаги и агрессивных газов (особенно содержащих серу), но и более влагоустойчивые, чем другие типы покрытий. Силиконовые материалы в отличие от других типов — это неорганические полимеры, имеющие более высокий диапазон максимальной рабочей температуры. Силиконовые материалы имеют свойство набухать и превращаться в гель в присутствии органических растворителей, масел и других жидкостей, но при этом не растворяются, что может создать определенные трудности для эффективного ремонта.
• Эпоксид (тип ER): по сравнению с другими типами эпоксидные материалы не так широко распространены в качестве конформных покрытий. Доступные на рынке эпоксиды созданы на основе старой технологии. Это делает их жесткими, ломкими и очень сложными для использования и эксплуатации. Они также характеризуются плохими электрическими свойствами, особенно при относительно более высоких температурах и влажности, что ограничивает их применение. И хотя эпоксидные вещества обеспечивают наибольшую устойчивость к растворителям, маслам и другим химическим веществам, это также делает их практически неспособными к снятию или ремонту. Эпоксидные конформные покрытия широко используются в нишевых продуктах и устройствах прежних версий, где требуется только высокая степень химической устойчивости, таких как, например, приложения NBC.
• Параксилилен (тип XY): этот тип покрытий отличается технологией нанесения покрытия путем осаждения газа. Предварительно материал нагревается до выделения газа, а затем накачивается в вакуумную камеру, где он самопроизвольно полимеризуется на любую поверхность внутри камеры. Параксилиленовые материалы относительно твердые и в определенной мере ломкие, но характеризуются чрезвычайно равномерным нанесением и исключительным покрытием. Параксилиленовые покрытия требуют сложного оборудования и могут наноситься только порциями, а процесс не поддается адаптации к поточному производству. Любые поверхности, на которых не должно быть покрытия, следует тщательно маскировать.
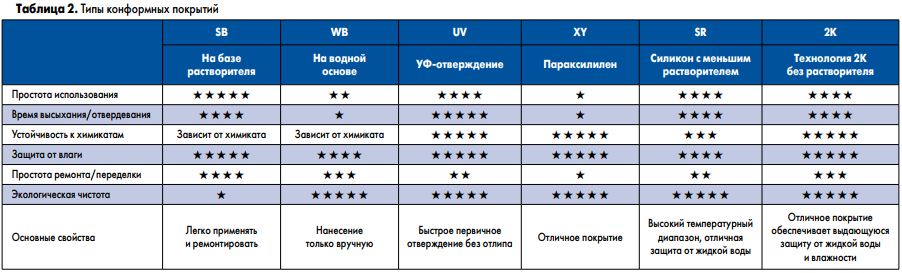
Кроме этих пяти основных типов материалов, появляются другие типы конформных покрытий. Один из новых типов, привлекающий немалое внимание, — нанопокрытия толщиной 12,5 мкм или меньше, которые разрабатывались как ультратонкие покрытия (тип UT). Данный класс охватывает плазменные и другие осаждающие газ методы, а также жидкие покрытия, такие как фторполимерные модификаторы поверхности. Однако этот класс материалов все еще слишком общий и новый, чтобы рассматривать его в контексте суровых условий. В таблицах 1 и 2 приведено упрощенное сравнение некоторых наиболее распространенных материалов по типу покрытия. Существуют сотни формул внутри каждого типа материала, поэтому таблицы не применимы к каждой конкретной формуле.

Защита, защита, защита
Абсолютное большинство решений по использованию конформных покрытий попадает в одну из следующих четырех категорий:
1. Защита от коррозии в условиях эксплуатации.
2. Защита от конденсации в условиях эксплуатации.
3. Уменьшение отрицательных последствий из-за «усов» олова.
4. Сокращение расстояния между компонентами для соответствия критериям безопасности или конструкции.
Рассматривая требования к каждой категории независимо, можно увидеть некоторые общие закономерности.
Защита от коррозии в условиях эксплуатации
Коррозия — сложный электрохимический процесс, контролируемый диффузией, который происходит на открытой поверхности металла. Существует множество потенциальных механизмов и причин, находящихся вне компетенции данной публикации. Однако, как можно увидеть на рис. 1, в подавляющем большинстве случаев для возникновения коррозии должны быть выполнены три требования:
1. Наличие электрохимически разнородных металлов (например, золото/серебро или олово/никель) или создание анода и катода за счет применения внешнего смещения.
2. Присутствие ионных частиц (особенно солей, галогенидов, гидроксидов и др.), как оставшихся после процесса сборки, так и из эксплуатационного окружения (например, агрессивные газы, солевые брызги и др.).
3. Наличие монослоев конденсированной воды для растворения ионных частиц, что приводит к образованию раствора электролита. Для предотвращения коррозии необходимо устранить по крайней мере одно из этих условий. Выбор металлов ограничивается теми, что применяются в припое и финишном покрытии контактных площадок и выводов микросхем, которые отличаются друг от друга. Всегда есть области разницы потенциалов из-за природы электронных устройств. Очистка помогает удалить ионные частицы, но не может предотвратить их повторное осаждение из эксплуатационного окружения. Конформные покрытия помогают предотвратить образование раствора электролита, действуя как барьер для влаги.
Учитывая трехмерную топографию металлических поверхностей на печатной плате, чтобы обеспечить максимальную степень защиты, все металлические поверхности должны быть достаточно покрыты, чтобы не допустить оголение металлической поверхности для окружающей среды, потенциально провоцирующей коррозию. Небольшие пустоты в покрытии, оголяющие металлическую поверхность, могут ускорить коррозию при определенных условиях.
Задача конформных покрытий — достичь требуемого уровня покрытия в трехмерном измерении сложной топографии оголенных металлов. Кроме обеспечения высокой степени покрытия, конформное покрытие должно служить жестким барьером против влаги и иметь хорошую адгезию с подложкой для предотвращения отслаивания. Если покрытие отслоится, влага может собираться в этом «кармане» и создать раствор электролита с любым содержанием ионных частиц. Именно по этой причине рекомендуется провести очистку перед нанесением конформного покрытия, чтобы обеспечить мощное синергетическое устранение двух из трех возможных причин, вызывающих коррозию.
Защита от конденсации
Там, где присутствует значительный уровень влажности, всегда есть шанс, что детали устройства окажутся ниже точки конденсации. Это приведет к образованию конденсированной воды на поверхности устройства, серьезно снизит изоляционное сопротивление на поверхности платы и приведет к нарушению функционирования электроники. Вода — отличный проводник электричества. Любые ионные частицы (например, соли от производства или конечной среды использования) будут растворяться и создавать проводимый путь, что вызовет коррозию. Более высокий уровень «жидкой» воды может сильно ускорить это явление и приведет к электрохимическому перетеканию жидкости (ЕСМ). В дополнение к коррозии конденсация жестко проверяет свойства изоляции покрытия. Учитывая то, что это, по сути, является погружением, вода быстро находит слабые места или пустоты в покрытии. Если имеются места, где покрытие слабое или вообще отсутствует, результатом будет либо ухудшение, либо вообще отсутствие изоляции.
Проводящий раствор может быстро переносить ток из одного слабого места в другое, что способно привести к немедленному отказу, который может быть обратимым после высыхания платы. Однако это может привести и к необратимой поломке, если под поверхность покрытия попадут проводимые продукты коррозии, дендриты (металлические нити) или другие постоянные источники тока.

