Конформные покрытия для жестких условий эксплуатации. Часть 3

Сергей Шихов, технический директор «А‑КОНТРАКТ»:
Выбор материала и метода для влагозащиты электронного блока — задача нетривиальная. В электронной промышленности РФ (как наследника традиций СССР) широко распространена практика использования уретанового покрытия, чаще всего применяется материал УР-231.
Но разработчику современного оборудования, на мой взгляд, не нужно зацикливаться на традиционных решениях, а в каждом случае выбирать тот вариант, который оптимален для защиты конкретного блока.
Самое правильное — обсудить все нюансы еще на этапе размещения заказа. Ведь в зависимости от специфики изготавливаемого печатного узла могут применяться различные методы нанесения влагозащитного покрытия, начиная от банальной «кисточки», и заканчивая установкой селективной влагозащиты.
Если вы затрудняетесь с выбором покрытия, мы готовы помочь как словом, так и делом, поскольку на своем производстве используем все виды нанесения влагозащитного покрытия, и наши технологи смогут быстро сказать, какой из методов будет предпочтительным в вашем случае.
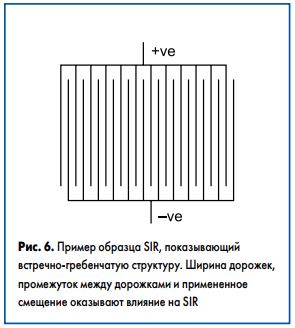
Адгезия конформного покрытия с паяльным резистом (паяльной маской)
Во-первых, важно убедиться, что выбранное покрытие имеет хорошую адгезию к используемому паяльному резисту. Существуют сотни различных типов паяльного резиста, и так как адгезия с паяльным резистом не тестируется ни в каких стандартах по квалификации материалов, необходимо, чтобы разработчики использовали свои собственные критерии оценки.
Это осложняется проблемой совместимости покрытий. Произойдет ли адгезия покрытия с паяльным резистом, как планируется, зависит во многом от обработки данного резиста во время производства печатной платы. Ключевая характеристика паяльного резиста — поверхностная энергия (SE), то есть показатель того, как легко вещество будет смачивать поверхность. С точки зрения пайки, чем меньше поверхностная энергия, тем меньше количество мостов, шариков припоя или других дефектов пайки.
Но с точки зрения покрытия, чем выше поверхностная энергия, тем лучше покрытие смачивает поверхность. Соответственно, более высокая поверхностная энергия приводит к лучшей адгезии. Хорошим компромиссом между адекватной пайкой и адгезией покрытия определена поверхностная энергия около 40 дин/см или выше. Значение поверхностной энергии печатных плат должно быть как можно выше. Дополнительное тепловое отклонение во время пайки и остатки паяных материалов в дальнейшем уменьшат поверхностную энергию и повлияют на уровень адгезии покрытия. Разработчик должен определить уровень в 40 дин/см как входную проверку качества платы, поступившей от производителя.
Более того, разработчику рекомендуется проверять поверхностную энергию образцов из каждой партии печатных плат и отказываться от партий, которые не соответствуют этим требованиям по поверхностной энергии. Как было описано в разделе о коррозии, отслоение покрытия от паяльного резита зачастую является этапом, определяющим скорость процесса коррозийных отказов на поверхности платы. Следовательно, необходимо улучшать адгезию покрытия в высоконадежных устройствах.

Совместимость с флюсом и другими остатками обработки
В идеальном мире устройство скрупулезно очищается перед нанесением покрытия, так же, как и перед квалификационными испытаниями материалов. Однако при почти повсеместном использовании неочищенных химикатов в большинстве процессов практически неизбежно присутствие остатков или по меньшей мере некоторых загрязнений. Во многих случаях применения защитных покрытий (например, шасси автомобиля) основа тщательно очищается и грунтуется или подготавливается для нанесения краски, чтобы обеспечить хорошее соединение. Популярность неочищенных процессов даже в высоконадежных устройствах аналогична вождению нового автомобиля по грязному полю в качестве подготовки его для нанесения краски.
Остатки от процесса пайки, кроме получения названия «нечистый», могут оказать и серьезное негативное влияние на качество покрытия. Покрытие этих остатков материалами, не содержащими растворителей, зачастую способно привести к неудовлетворительному смачиванию и покрытию. Даже в ситуации, когда нанесение покрытия и его адгезия с остатками флюса достаточно хорошие, адгезия флюса с платой бывает недостаточной. Это может привести к нарушению адгезии с остатками флюса и вылиться в отслоение покрытия в зонах вокруг паяных соединений — именно там, где необходима наилучшая адгезия для защиты от коррозии.
Остатки флюса часто размягчают и ослабляют адгезию при нагревании и могут потрескаться во время термических испытаний. Такие трещины в свою очередь становятся причиной растрескивания покрытия. Физическая совместимость покрытия с остатками флюса обычно оценивается проведением цикла термоиспытаний или испытания на тепловой удар, а также старения при более высоких уровнях влажности и температуры. Также важно проверить электрохимическую совместимость покрытия с используемыми материалами для пайки. Неочищенный флюс формируется и фиксирует активные вещества в матрице смолы или канифоли.
Эта матрица может растрескаться во время изменения температуры, повредить целостность покрытия и оголить потенциально корродирующие вещества. Кроме того, покрытия могут взаимодействовать с самой матрицей, высвобождать вредные вещества и нарушать возможность корректного отвердевания материала покрытия. Лучше всего проводить подобную оценку с помощью теста на поверхностное изоляционное сопротивление (SIR) при повышенной температуре и высокой влажности, чтобы убедиться в отсутствии ненужного электрохимического взаимодействия между продуктами пайки и покрытия. Хорошей идеей является предварительное воздействие на комбинацию покрытие/флюс перед SIR-тестом тепловых колебаний между крайними температурами, релевантными конечным эксплуатационным условиям.
Следует отметить, что многие рекомендации требуют тестирования в течение одной недели для определения совместимости. Однако автор предполагает, что для такого теста минимальная продолжительность составляет 1000 ч. Столь длительное, а может, и большее время необходимо для того, чтобы проникновение влаги и развитие взаимодействия стали очевидными во время проведения SIR-теста. SIR — величина изоляционного сопротивления между двумя металлическими дорожками противоположного смещения на поверхности тестируемой платы, обычно при высокой температуре и влажности. В идеале комбинация покрытия и остатков пайки дает значение SIR, которое является стабильным и не ниже, чем у любого материала в изоляции.
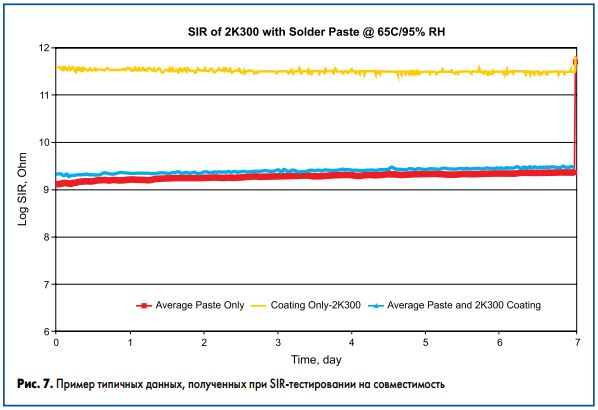
На рис. 7 представлен пример типичных данных, полученных во время такого SIR-тестирования на совместимость. В этом случае само покрытие имеет очень высокое изоляционное сопротивление. Паяльная паста имеет самое низкое значение SIR, а у комбинации немного большее значение. Для этой конкретной комбинации паста и покрытие могут считаться совместимыми, и в основном именно паста определяет общий уровень SIR. Также возможно, что покрытие будет определять общий показатель SIR — это зависит от степени и типа взаимодействия между обоими химическими веществами. До тех пор, пока результат покрытия и пасты стабилен и выше или равен наименьшему индивидуальному значению, можно считать, что комбинация электрохимически совместима.
Как показано на рис. 8, после 1000 термоциклов между –40 и +140 °C можно увидеть, что покрытие все еще светится непрерывным синим цветом. Между тем при белом свете под покрытием можно заметить трещины на остатках флюса. В этом случае покрытие было жестким, но достаточно эластичным, чтобы противостоять растрескиванию, тогда как остатки флюса потрескались и на покрытых и на непокрытых частях. Если бы материал покрытия был менее жестким и эластичным, очень вероятно, что трещины флюса привели бы к трещинам в покрытии. После того как мы установили физическую и электрохимическую совместимость материалов, фокус анализа надежности нужно переключить на более функциональные тесты.
Тестирование воздействия смеси агрессивных газов (MFG)
Во многих случаях устройства с покрытием будут подвергаться воздействию смеси агрессивных газов из-за загрязнения городов и работы в среде с высоким уровнем содержания таких газов — это, например, датчики контроля процессов в плавильном цехе (рис. 9). Очень важно, чтобы покрытие могло обеспечить достаточное препятствие для этих газов и предотвратить коррозию. Для понимания защитных свойств материала SIR-тестирование может быть ценным инструментом. Вместо того чтобы проводить эксперимент при высокой температуре и влажности, эксперимент просто выполняется в специальной камере MFG. Образцы подвергаются воздействию газов при контролируемой температуре и влажности (например, хлор, оксиды азота, сероводород, диоксид серы и др.). Газы могут образовывать различные кислотные вещества в этих условиях и наносить ущерб эффективной работе устройств, особенно тем из них, которые покрыты ENIG, серебром или медью/OSP


<link fileadmin pdf_articles _blank download>Скачать полный текст статьи «Конформные покрытия для жестких условий эксплуатации» в формате pdf
