Мокрое травление печатных плат с использованием кислотного и щелочного методов
Примечание: обращаем Ваше внимание, что данная статья дана в переводе. Автор статьи, по нашему мнению, допускает ряд неточностей при описании химических процессов. С оригиналом статьи Вы можете ознакомиться по ссылке www.protoexpress.com/blog/wet-pcb-etching-acidic-alkaline-methods/
Что такое травление печатных плат?
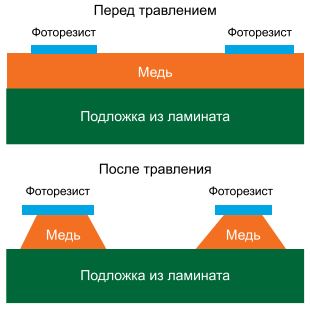
Травлением печатной платы называется процесс удаления нежелательной меди (Cu) с печатной платы для получения нужного рисунка схемы. Травление похоже на работу скульптора, где плата — это камень, который с помощью травления превращается в прекрасную скульптуру. Во время этого процесса с платы удаляется базовая или, как еще ее называют, начальная медь. При этом катанная и обожженная медь легче вытравливается по сравнению с медью, нанесенной электрохимическим методом.
Перед травлением подготавливается макет печатной платы: необходимое изображение схемы переносится на печатную плату с помощью процесса фотолитографии. Далее формируется модель, которая показывает, где и какую часть меди необходимо удалить. Способы травления для внутреннего и внешнего слоев печатной платы различаются: при травлении внешнего слоя электроосаждение олова действует как резист, во внутренних же слоях резистом выступает фоторезист. Кроме того, травление печатных плат может быть выполнено двумя различными методами: мокрым и сухим.
Факторы, которые следует учитывать перед выбором метода травления
Направление и скорость травления оказывают непосредственное воздействие на протекание и результат этого процесса.
Направление травления
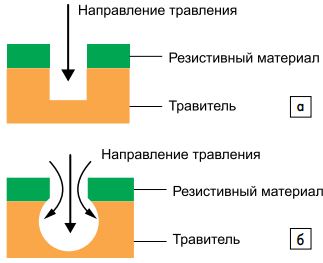
Для того чтобы получить контролируемую скорость травления, нужно выбрать соответствующее направление. Существуют два метода:
- Анизотропный процесс удаляет материал в заданном направлении. Данный метод используется в сухом травлении, при этом скорость травления можно контролировать.
- Изотропный процесс, при котором скорость травления постоянна во всех направлениях, но ее сложно контролировать. Мокрое травление является изотропным методом.
Селективность травления
Селективность травления определяется как отношение скоростей травления различных материалов. Важно понимать это соотношение, чтобы точно рассчитать толщину маски и контролировать процесс травления.
Как проводится мокрое травление печатных плат
Мокрое, или химическое, травление является самым широко распространенным в микроэлектронике типом травления. Здесь вещество удаляют с помощью жидкого реагента, обычно на кислотной или щелочной основе. Реагент может либо мгновенно удалить материал, либо сначала окислить вещество, а затем растворить его. Качество процесса травления в основном зависит от:
- химических характеристик растворов травления;
- концентрации травильных растворов;
- температуры и давления;
- конфигурации оборудования.
Химические реакции во время процесса влажного травления:
- диффузия: жидкий раствор травления впрыскивается в область, подлежащую удалению;
- восстановление‑окисление: эта реакция происходит между жидким раствором травления и материалом, который подлежит травлению;
- удаление остатков: побочные продукты диффундируют с прореагировавшей поверхности.
Методы мокрого травления печатных плат
Мокрое травление — это тип процесса травления, при котором нежелательный материал растворяется при погружении в химический раствор. Производители печатных плат обычно используют два метода мокрого травления в зависимости от применяемых растворов:
- Кислотное травление (хлорид железа и хлорид меди).
- Щелочное травление (аммиачный раствор)
Оба метода имеют свои плюсы и минусы.

Процесс кислотного травления
Кислотный метод используется для травления внутренних слоев жесткой печатной платы с помощью химических растворителей, например, хлорида железа (FeCl3) или хлорида меди (CuCl2). Кислотный метод дешевле и точнее, но и продолжительнее по сравнению со щелочным методом. Этот метод хорошо подходит для внутренних слоев печатной платы, потому что кислота не вступает в реакцию с фоторезистом, а значит, не повреждает нужные области. Кроме того, при использовании данного метода почти не возникает таких дефектов, как например, подтравливание печатного проводника.
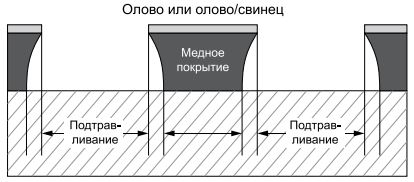
Подтравливание представляет собой боковую эрозию материала под защитным слоем олова/свинца. Сверху проводники защищены покрытием, нанесенным перед травлением, или фоторезистом, но сбоку они не защищены ничем, что делает возможной реакцию с раствором травления и, как следствие, уменьшает ширину проводника.
Травление хлоридом меди
Хлорид меди широко используется в качестве раствора для травления, в том числе для выполнения травления мелких деталей. Он обеспечивает постоянную скорость травления и непрерывную регенерацию при сравнительно меньших затратах. Комбинация «хлорид меди — хлорид натрия — HCl» дает возможность получить максимальную скорость травления: 55 с для травления 1 унции меди при температуре +54,44 °C, поэтому такое сочетание оптимально при травлении тонких линий внутренних слоев.
Примечание. Использование газообразного хлора на производстве требует мощной вентиляции, специальных мест для хранения резервуаров и баллонов, а также оборудования для обнаружения утечек. Кроме того, необходимы разработка аварийных протоколов и разрешение пожарной службы. К работе с газообразным хлором допускаются только обученные этому квалифицированные сотрудники, которые должны быть обеспечены средствами индивидуальной защиты.
Травление хлоридом железа
Травильный раствор хлорида железа имеет ограниченное применение в промышленности из‑за дорогостоящей утилизации. Тем не менее хлорид железа обладает некоторыми преимуществами: аэрозольный способ нанесения, простота использования, способность удерживать медь и химическая устойчивость. Это удобно для производств, где требуется нечастое его применение. Хлорид железа можно использовать с красками для трафаретной печати, фоторезистами и золотыми покрытиями, но нельзя применять с оловянными или оловянно‑свинцовыми резистами.
Обычно раствор хлорида железа растворяют в воде с концентрацией 28–42% по массе. К этому раствору также подмешивают HCl (до 5%), чтобы предотвратить образование нерастворимых осадков гидроксида железа. Как правило, используемый удельный вес хлорида железа составляет 36 Be, или приблизительно 4 ф/гал FeCl3. Содержание кислоты (HCl) в пределах 1,5–2% для коммерческого использования.
Процесс щелочного травления
Щелочной метод мокрого травления предназначен для травления внешних слоев печатной платы. В качестве раствора для травления применяют хлорид меди (CuCl2, 2H2O) + гидрохлорид (HCl) + перекись водорода (H2O2) + вода (H2O). Щелочной метод — быстрый, но довольно дорогой процесс, требующий строгого соблюдения всех параметров, поскольку растворитель может сильно повредить печат ную плату, если их контакт превысит заданное время. Данный процесс должен тщательно контролироваться.
Щелочное травление осуществляется в конвейерной камере высокого давления, где на печатную плату распыляется раствор для травления. Для того чтобы процесс травления выполнялся равномерно и без образования подтравов, необходимо учитывать такие факторы, как скорость движения печатной платы, особенности химического раствора и количество меди, которую необходимо убрать.
Как правило, при нахождении платы в середине распылительной камеры достигается так называемая контрольная точка — момент, когда травление меди должно прекратиться. Так, если длина распылительной камеры составляет 2 м, контрольная точка будет достигнута, когда плата дойдет до середины, то есть через 1 м от начала.
Различные способы мокрого травления печатных плат
Погружение
Плата погружается в химический раствор и остается там до тех пор, пока не будут удалены все нежелательные слои.
Вращение и распыление
В этой процедуре плата вращается, а раствор для травления распыляется сверху. Вращение подложки обеспечивает более ровную поверхность травления. Эффективность процесса зависит от:
- типа химического раствора;
- температуры и концентрации раствора;
- скорости вращения платы.
Параметры, определяющие качество растворов для травления
В идеальном случае скорость травления зависит только от времени процесса. Но в реальных условиях свое влияние оказывает и меняющийся состав раствора, поэтому некоторые параметры раствора нуждаются в постоянном контроле:
- плотность жидкости по Бомё (Вé);
- температура;
- окислительно‑восстановительный потенциал (ОВП);
- химические добавки (свободные кислоты);
- pH.
Плотность жидкости по Бомё (Bé)
Плотность по Бомё показывает молярную концентрацию раствора, которая зависит от его удельной плотности. Ниже представлено уравнение для расчета Бомё (Bé) раствора травления:

Чем выше значение Bé и, соответственно, молярность раствора, тем быстрее протекает травление и тем меньше образуется подтравов. Более низкое значение Bé приводит к низкой скорости травления с плохой разрешающей способностью.
Температура
Как правило, при высоких температурах скорость травления выше. Выбор температуры зависит от используемой установки травления. В большинстве установок имеются пластмассовые детали, потому что все металлы реагируют на растворы для травления. Следовательно, температура процесса травления не может быть слишком высокой — максимально допустимый диапазон составляет +50…+55 °C.
Окислительно‑восстановительный потенциал (ОВП)
ОВП указывает на активность раствора травления. Это мера относительной удельной проводимости раствора, выраженная в милливольтах. ОВП указывает на отношение между ионами двухвалентной меди и ионами одновалентной меди или ионами трехвалентного железа и ионами двухвалентного железа. В процессе травления меди раствор для травления переходит из состояния двухвалентной меди/трехвалентного железа в состояние одновалентная медь/двухвалентное железо, то есть окисленная и восстановленная формы различаются только числом электронов. Чем выше значение ОВП, тем эффективнее раствор для травления, в то время как низкие значения ОВП указывают на медленное и неэффективное травление. Для достижения постоянной скорости травления производителям печатных плат необходимо поддерживать ОВП на постоянном высоком уровне. На ОВП влияют содержание свободной кислоты и температура.
Добавление свободной кислоты и окислителя к раствору травления приводит к образованию свободного хлора, что восстанавливает двухвалентную медь в форму одновалентной меди.
Добавление химических добавок (свободные кислоты)
Для увеличения скорости травления могут применяться химические добавки. Соляная кислота (HCI) часто используется в сочетании с растворами CuCl2 и FeCl3. HCl является источником хлора и образует хлориды металлов вместо гидроксидов, что повышает способность раствора удерживать металлы. Для обеспечения непрерывности процесса травления очень важны добавки. Их вносят перед первым использованием раствора травления или при его восстановлении. Для проверки кислотности раствора используют рН.
Дополнительные вещества увеличивают сложность состава травления, но при этом улучшают его растворяющую способность и обеспечивают более высокую скорость процесса. Допустимая концентрация добавок зависит от используемой травильной установки, так как применение большого количества HCl может повредить оборудование, став причиной реакции кислоты с деталями установки.
Значение pH
Значение pH очень важный параметр для травления, особенно в щелочных процессах с использованием аммиака. Оптимальное значение для щелочного травления составляет 7,9–8,1. Уровень pH меньше 8 считается низким и является следствием малого содержания аммиака, чрезмерной вентиляции, нагрева и т. д. В таких случаях рН можно повысить, добавив безводный аммиак. Значение pH выше 8,8 может быть вызвано недостаточной вентиляцией, повышенным содержанием меди или наличием воды в растворе. Увеличение pH может стать причиной низкой скорости травления.
В случае кислотного травления pH используется для контроля раствора. Повышение рН приводит к неверным показаниям колориметра на медь из‑за помутнения раствора. В таблице 1 указаны параметры для различных растворов травления.
Непрерывное травление и восстановление
Непрерывное травление — метод, используемый в производстве, когда происходит автоматизированная контролируемая подача раствора. Параметры, которые будут контролироваться в таких системах, — это удельный вес или плотность раствора травления. По мере растворения меди плотность раствора травления увеличивается. Когда датчик фиксирует верхний предел плотности, включается насос, который автоматически подает раствор. В то же время система устраняет отработанный раствор травления. Для бесперебойного производства в таких системах важным фактором является регенерация, или восстановление, травителя. Регенерация — это процесс повторного использования отработанного раствора. Устойчивая непрерывная регенерация раствора позволяет стабилизировать процесс травления.
Технологии регенерации растворов были разработаны для решения проблем с утилизацией остатков отработанных растворов, опасных для окружающей среды. Но есть и другие преимущества использования восстановленных растворов, например, экономия средств и снижение эксплуатационных расходов.
Параметр | Щелочное травление | Раствор на основе хлорида меди | Раствор на основе хлорного железа |
Температура, °С | +43...+55 | +50...+54 | +43...+49 |
Удельная плотность | 1,170 | 1,34 ±0,02 | м |
Плотность по Бомё, Вё° | 25-27 | 32-33 | 36 |
Скорость травления, мкм/мин | 30-60 | 25-50 | 25-50 |
Способность к растворению меди | 140-170 | 120-140 | 40-60 |
Эксплуатационные расходы | Высокие | Низкие | Средние |
рН | 8-8,8 | NA | NA |
Таблица 1. Параметры для различных растворов травления
Что такое кислотная ловушка?
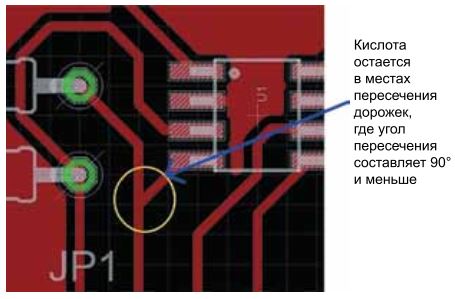
Кислотная ловушка — это дефект, снижающий производительность печатной платы. Он возникает, когда дорожки пересекаются под острым углом и в месте пересечения накапливается раствор, который в дальнейшем разрушает медные дорожки и другие материалы и части печатной платы, что, в свою очередь, вызывает обрывы, короткие замыкания и прочие дефекты соединений. Хотя кислотные ловушки нелегко обнаружить, тщательная предварительная проверка может снизить риск их появления.
- Медные дорожки. Дорожки разрушаются от кислотных ловушек. Кислота просачивается в дорожки, образует изолированную зону и распространяется на остальную часть схемы, вследствие чего возникают помехи, например, обрывы или короткие замыкания.
- Переходные отверстия. Попадание кислоты в переходные отверстия может привести к эрозии. Открытые переходные отверстия позволяют кислоте попасть на дорожки, что ухудшает качество соединений. Образовавшиеся кислотные ловушки могут поражать даже связанные переходные отверстия с минимальным расстоянием между ними.
- Разъемы. Разъемы присоединены к контактным площадкам посредством пайки. Контактные площадки, как правило, представляют собой медные пластины, и попадание на них кислоты ухудшает паяные соединения разъемов.
- Паяльные маски. Паяльная маска может разрушиться под воздействием кислотных ловушек.
Каковы причины образования «кислотных ловушек»?
В этом разделе проанализированы основные факторы, которые помогут разработчику предотвратить появление кислотных ловушек:
- Дорожки соединяются под острым углом. Это самая распространенная причина образования кислотных ловушек. Если дорожки пересекаются под углом менее 90°, может образоваться кислотная ловушка. Для предотвращения этого, необходимо соединять дорожки так, как показано на рис. 6.

Последствия возникновения кислотных ловушек
- Минимальное расстояние между дорожками, переходными отверстиями и контактными площадками. Малейший зазор между дорожками или переходными отверстиями и краями платы может привести к тому, что агрессивный раствор просочится к дорожкам. Это серьезная проблема, так как дорожки тонкие, а медь легко подвергается коррозии. Расчет правильных значений интервалов для уменьшения вероятности образования кислотной ловушки производится в программе проектирования печатных плат. Использование специальных технологий перекрывания и маскирования металлизированных и переходных отверстий на поверхности платы с помощью резистов также могут свести образование дефектов к минимуму.
- Изолированная медная зона. Остатки меди на поверхности платы называются зонами «мертвой меди», их часто вольно или невольно не трогают, что упрощает попадание кислоты. Важно позаботиться об этом факторе, чтобы исключить риск образования кислотной ловушки. Для удаления «мертвой меди» также необходимо пересмотреть топологию с помощью программ проектирования печатных плат.
- Ошибка при соблюдении проектных норм. Инструменты автоматизированного проектирования позволяют отследить образование таких дефектов, как кислотные ловушки, и оценить их масштабы. Но иногда в проектах могут остаться незамеченными небольшие зазоры и острые углы в трассировке, которые становятся причиной появления кислотных ловушек. Поэтому очень важно установить правильные настройки и дважды проверить проект.
Плюсы и минусы мокрого травления печатных плат
Плюсы
- Может проводиться в нормальной атмосферной среде.
- Высокая скорость травления.
- Высокая селективность: мокрое травление можно использовать для широкого спектра материалов.
- Простота обслуживания оборудования.
- Создание однородной поверхности.
Минусы
- Недостаточная мощность для протравливания следов менее 1 мкм.
- Интенсивное использование химикатов приводит к образованию опасных отходов.
- Повышенный риск ионного загрязнения.
- рямое воздействие жидкости и паров на персонал.
- Резистивные элементы могут потерять связь с подложкой платы.
Разница между процессами мокрого травления и сухого травления
В таблице 2 представлены сравнительные характеристики процессов мокрого и сухого травления. После процесса травления печатная плата имеет схему, которая соответствует спецификациям разработчика. Далее в процессе зачистки с поверхности платы удаляется гальваническое олово, олово/свинец или фоторезист.
| Мокрое травление | Сухое травление |
Процесс на основе жидкости | Процесс на основе плазмы |
Химические вещества в жидкой фазе | Химические вещества в газовой фазе |
Быстрый и предпочтительный процесс для массового производства | Медленнее, чем мокрое травление |
Высокая скорость травления | Сравнительно более низкая скорость травления |
Более низкая стоимость установки: требуется простое оборудование, такое как ванны или влажные химические спреи | Более высокая стоимость установки: требуется высококачественное оборудование, такое как вакуумные камеры |
Высокая потребность в обслуживании из-за необходимости постоянного пополнения и утилизации химикатов | Более простое техническое обслуживание, требуется меньше модификаций оборудования |
Менее безопасный из-за использования опасных химических веществ | Более безопасный, так как используются не настолько опасные химические вещества |
Меньшая точность | Высокая точность |
Изотропный процесс | Анизотропный процесс |
Грязная рабочая среда | Более чистая рабочая среда |
Таблица 2. Сравнительные характеристики процессов мокрого и сухого травления
Итак, в статье был подробно рассмотрен процесс травления при производстве печатных плат и перечислены параметры, которые производитель должен контролировать при выполнении травления.

Комментирует Сергей Шихов, директор по управлению проектами А-КОНТРАКТ:
Для разработчика печатной платы, по большому счету, не имеет значения, какой способ воспроизведения печатного рисунка выбран производителем. Основная цель — получить необходимую конфигурацию проводников. Поэтому крайне важно работать с ответственным производителем, который будет использовать оптимальный метод изготовления, исходя из особенностей каждого конкретного проекта. В то же время знание и понимание базовых технологических принципов будет, безусловно, полезно для инженеров‑разработчиков.
Данный материал был опубликован в журнале «Технологии в электронной промышленности», № 5’2022 при поддержке А-КОНТРАКТ. Скачатью эту статью в формате pdf можно по ссылке ниже.