Простые меры для решения проблем со смачиванием конформным покрытием

Поверхностная энергия – это параметр, который оказывает значительное влияние на характеристики смачивания конформного покрытия. Он также влияет на приклеивание обработанного покрытия к подложке. Следовательно, ваши усилия по достижению максимально возможной поверхностной энергии приведут в тому, что обработанное конформное покрытие будет ровным, чистым и с оптимальным приклеиванием к печатной плате.
Как быстро измерить поверхностную энергию на производстве?
Тест Дина уровня (Единицей измерения поверхностной энергии является Дина = единица силы равная силе, которая придает ускорение 1cm/sec/sec к массе 1 грамма) – это наиболее распространенный метод измерения поверхностной энергии и это простой сравнительный тест с использованием ручек для Дина тестов. Ручки для Дина тестов имеют множество решений с заданными характеристиками поверхностного натяжения. В этом тесте неизвестная поверхностная энергия соотносится с известным поверхностным натяжением применяемого решения и выражается в динах/см. Хорошее смачивание обеспечивается, когда поверхностная энергия подложки равна или выше, чем поверхностное натяжение применяемой в тесте жидкости. Обязательно ознакомьтесь с процедурой производителя ручки для Дина теста для правильного использования. Другими методами измерения поверхностной энергии являются метод поднятия в капилляре, метод вращающейся капли и измерение контактного угла.
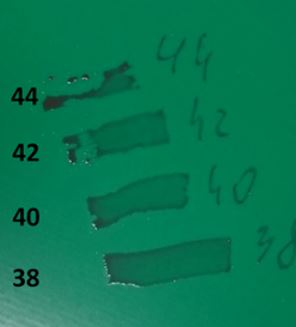
Наиболее распространенные в продаже упаковки Дина ручек содержат ручки в диапазоне 30-44 дина/см. Тест дина уровня относительно простой, быстрый и недорогой метод.
Для оптимального смачивания и адгезии покрытия к подложке минимальный рекомендуемый уровень поверхностной энергии – 38 дина/см. Эта величина должна быть получена после процесса производства печатной платы, но до конформного покрытия. Например, пайка может оказать негативное воздействие на поверхностную энергию. Тип флюса и остатки на поверхности будут задерживать смачивание конформным покрытием за счет снижения поверхностной энергии подложки. Неправильное обращение с монтажом во время производственного процесса также оказывает негативное влияние на поверхностную энергию. Более того, уровень поверхностной энергии входящих плат от производителя плат может быть слишком низким. Желаемый уровень поверхностной энергии должен быть частью спецификации входящей платы и входящей проверки. Если поверхностная энергия ниже 38 дин/см на входящей плате, будет трудно улучшить этот показатель после процесса сборки перед конформным покрытием.
Превентивные меры для обеспечения оптимальное поверхностной энергии:
- Минимальный уровень в 38 дин/см должен быть указан в спецификации как часть требований к плате для производителя
- Тестирование поверхностной энергии после каждого этапа процесса сборки
- Оптимизация работы с должным защитным оборудованием
- Снижение использования лосьонов для рук и парфюмерии в зоне производства или модификаторов поверхности, которые могут негативно повлиять на профиль смачивания подложки, которая должна быть покрыта в ближайшее время
- Устранение силиконовых соединений вблизи зон конформного покрытия. Это включает силиконовые конформные покрытия и смазочные спреи, смазки, масла и др.
- Оптимизация процесса пайки для полной активации флюса и минимизации активных остатков флюса.
Четыре распространенных метода улучшения поверхностной энергии в таких обстоятельствах:
- Простая DI мойка для удаления мелких водорастворимых остатков и пыли
- Мойка с растворителем и сушка, когда есть мелкие локализованные остатки не растворимые в воде
- Мойка с помощью омыляющего средства, чтобы смыть более жесткие остатки, такие как флюс, масла и пятна
- Плазменная обработка для удаления пятен, устойчивых к мойке, и для активации поверхности с очень высокой поверхностной энергией.
Увеличение и поддержка оптимальной поверхностной энергии поможет вам избежать таких распространенных дефектов, как кратеры, рыбьи глаза или отслоение пленки в вашем процессе конформного покрытия. Лучший способ избежать этих распространенных дефектов покрытия – обеспечить должную поверхностную энергию на каждом этапе до конформного покрытия и выполнить необходимые действия для улучшения, если это необходимо. Низкая поверхностная энергия может потребовать очистки платы до нанесения конформного покрытия. Высокая поверхностная энергия улучшит внешний вид вашего покрытия и адгезии с подложкой.
