Новые технологические решения при пайке оплавлением
Конструкция оборудования для конвекционной пайки допускает относительно легкое масштабирование в зависимости от условий производства. Можно предусматривать системы различной длины с разным конвейерным оборудованием, не изменяя основной принцип теплопередачи. Возможна комбинация до четырех линий как с центральной поддержкой, так и без нее. Модульная конструкция установок нагрева и охлаждения с фиксированными размерами позволяет изменять длину системы, обеспечивая при этом контролируемый нагрев.
Азот или воздух
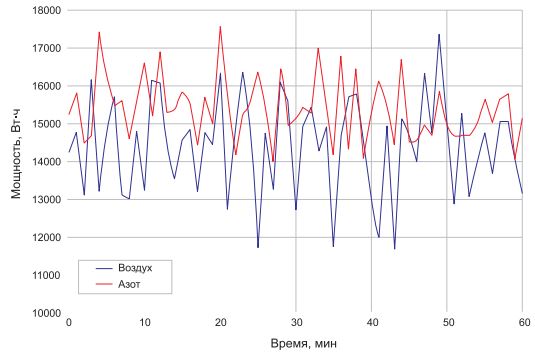
В конвекционных системах в качестве теплопередающей среды обычно используется азот или воздух. Поскольку теплопроводность воздуха лишь незначительно выше, чем у азота, а воздух при этом также более вязкий, оба газа обладают сравнимыми теплопередающими свойствами. Если используется пайка с оплавлением припоя, при переходе с воздуха на азот и обратно температурный профиль предполагает лишь незначительные изменения или не требует их вовсе.
Во время работы с азотом в систему подается заданный объем газа (около 20 м3/ч), который нагревается вместе с уже циркулирующим потоком газа. В этом случае среднее энергопотребление системы пайки с оплавлением припоя увеличивается приблизительно на 0,7 кВт·ч. Азот вытесняет воздух и удаляет кислород из рабочей камеры, создавая в ней стабильную инертную технологическую среду, которая препятствует местному окислению всех материалов, используемых в процессе пайки.
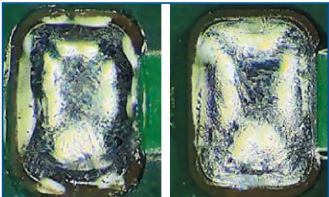
Сравнение образцов оплавления припоя показывает улучшенное смачивание и растекание в азотной среде. Системы пайки с оплавлением припоя Rehm Thermal Systems дают возможность задавать нужный остаточный уровень кислорода. Таким образом, пользователь получает дополнительный параметр, который позволяет оптимизировать результаты пайки для достижения определенных характеристик печатных плат.
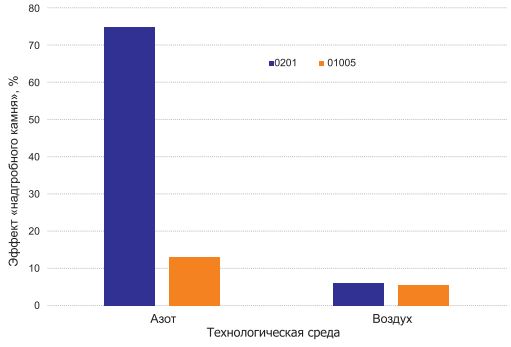
Могут отсутствовать очевидные причины для повышения концентрации кислорода в рабочей камере, поскольку окисление ухудшает характеристики смачивания. Однако динамика смачивания может влиять на возникновение определенных дефектов пайки, таких как эффект «надгробного камня». Отсутствие кислорода предотвращает окисление и ускоряет смачивание. Это приводит к расхождениям во времени смачивания двух сторон компонента и к образованию эффекта «надгробного камня». Таким образом, повышение остаточной концентрации кислорода (например, до 500 или 800 млн–1) во время пайки с оплавлением припоя может снизить количество «надгробных камней».
У Шейка [1] показано, как остаточный уровень кислорода влияет на скорость образования «надгробных камней» на компонентах 0201 и 01005.
Температурный профиль
Цель температурного профилирования заключается в обеспечении надежного соединения всех паяных элементов при одновременном предотвращении превышения предельной термостойкости компонентов. В системе нагревания предусмотрены возможности регулирования скорости конвейера и интенсивности обдува для получения необходимой кривой температуры и времени.

Интенсивность обдува
В процессе пайки с оплавлением припоя технологическая среда становится теплоносителем благодаря принудительной конвекции. Для создания конвекционного потока в системах Rehm применяются инновационные вентиляторы с электродвигателями EC. Благодаря им, поток можно напрямую контролировать с помощью встроенного регулятора частоты. Возможность регулирования объемного потока предоставляет пользователю дополнительный контроль над температурно-временным профилем обработки печатной платы.
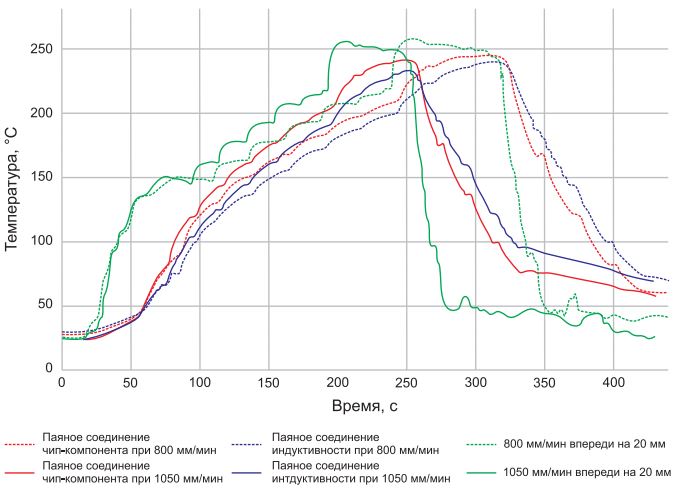
Сравнение двух профилей пайки было проведено с использованием VXP+734, при этом нагнетатели воздуха работали с разными настройками частоты. Другие параметры, например, скорость конвейера и настройки температуры нагревателей, оставались неизменными. Очевидно, что при использовании пониженных частот максимальная температура пайки изменяется: температура чипкомпонента снизилась с +241 до +230 °C, а температура индуктивности — с +232 до +217 °C.
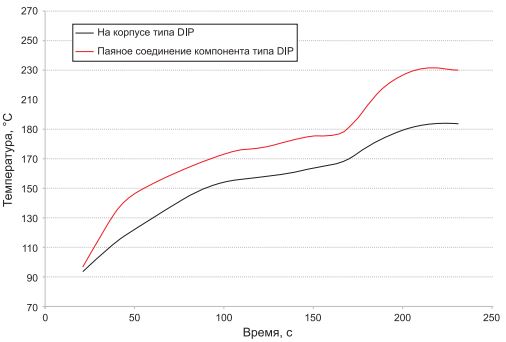
Регулирование частоты вентиляторов редко учитывается в практическом применении пайки оплавлением, однако этот метод прекрасно подходит для решения сложных задач. Например, данное решение применяется в патентованной компанией Endress + Hauser (патент DE 102 11 647 B4) технологии пайки оплавлением припоя для обратной стороны платы. Эта технология используется при пайке компонентов для штырькового монтажа (THD), особенно чувствительных к перегреву. Пайка выполняется методом конвекционного оплавления припоя, но компонент располагается с нижней стороны платы.
Во время пайки подвод тепла к корпусу компонента, размещенному под печатной платой, менее интенсивен, чем к выводам, которые проходят сквозь плату и опаиваются сверху. Вывод компонента типа DIP нагревается до необходимой температуры пайки, которая составляет +230 °C или выше, в то время как температура корпуса, расположенного под печатной платой, остается значительно ниже максимально допустимой температуры в +200 °C.
Такой эффект достигается в том числе благодаря использованию разных частот для вентиляторов в верхнем и нижнем модулях системы пайки.
Скорость конвейера
Регулирование газового теплоносителя (азота или воздуха) и частоты вентиляторов позволяет влиять на результаты пайки печатной платы. К тому же изменение скорости конвейера представляет собой еще один эффективный способ оптимизации температурно-временного профиля системы пайки с оплавлением припоя. Даже при неизменных настройках температуры в зоне нагрева и частоты вентиляторов профили пайки могут варьироваться в зависимости от скорости конвейера.
Теплопроводность среды при пайке:
| Теплопроводность Вт/М·к | ||
| Среда | +25 °C | +200 °C |
| Воздух | 0,024 | 0,039 |
| Азот | 0,024 | 0,037 |
При снижении скорости конвейера максимальная температура увеличивается во всех точках измерения, а разница в температуре различных тепловых масс на печатной плате уменьшается. Температура среды вокруг печатной платы изменяется незначительно. Но скорость конвейера сильно влияет на подвод тепла к печатной плате.
При оптимизации профиля пайки настоятельно рекомендуется в первую очередь регулировать скорость конвейера, прежде чем вносить изменения в другие системные параметры. Необходимо учитывать, что скорость конвейера также влияет на возникновение дефектов пайки, таких как шарики припоя и «надгробные камни».
Тродлеру [4] удалось продемонстрировать, что использование более низких скоростей конвейера и, соответственно, более продолжительного предварительного нагрева позволило сократить образование шариков припоя на печатной плате. Вольрабе [5] сумел уменьшить количество «надгробных камней» за счет снижения скорости.
Преимущества электродвигателей EC | |
Регулирование | Встроенный регулятор частоты в каждом электродвигателе |
Шум | Ниже, чем в электродвигателях переменного тока |
Энергопотребление | Ниже, чем в электродвигателях переменного тока |
Индустрия 4.0 | Прямой интерфейс для > 27 данных |
Профилактическое обслуживание | Непрерывный контроль важных эксплуатационных параметров |
Метод CoolFlow
Ранее описанные методы создания инертной среды в зоне пайки и настройки кривых температуры-времени известны уже длительное время. Однако одновременное использование жидкого азота в качестве хладагента и инертной технологической среды представляет собой инновационный подход.
В методе CoolFlow компания впервые внедрила концепцию, разработанную Air Liquide GmbH (EP 2 771 145 B1), для машинных технологий.
Этот метод предполагает полный отказ от воды в качестве хладагента, ранее широко применявшейся в системах пайки с оплавлением припоя. Охлаждение в таких системах осуществляется при помощи жидкого азота, который затем переходит в газообразное состояние и обеспечивает инертную среду в рабочей камере. Отказ от водяного охлаждения значительно снижает затраты на энергоснабжение. При использовании
технологии CoolFlow энергопотребление системы пайки VXP+ в рабочем режиме в условиях реального производства составляет 10 кВт·ч
или меньше. При этом технология CoolFlow позволяет устанавливать резкие градиенты охлаждения, например для сокращения времени охлаждения, а также дает возможность настраивать градиенты охлаждения до –6 K/с.
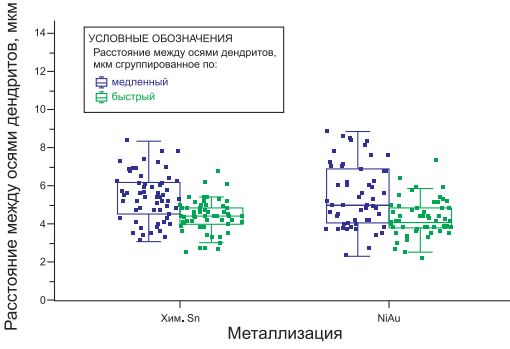
В рамках своих исследований Виллен [3] и Грозингер [2] достаточно подробно изучили влияние резких градиентов охлаждения на надежность паяных соединений. Измеряя расстояния между осями дендритов по методу дифракции отраженных электронов (EBSD) на компонентах 0402 на никелево-золотых и индиево-оловянных покрытиях печатных плат, Виллен выявил лишь незначительную склонность к измельчению зерна паяных соединений под влиянием быстрого охлаждения. При рассмотрении диапазона рассеяния градиент охлаждения и покрытие печатной платы не оказывали значительного влияния на микроструктуру паяных соединений.
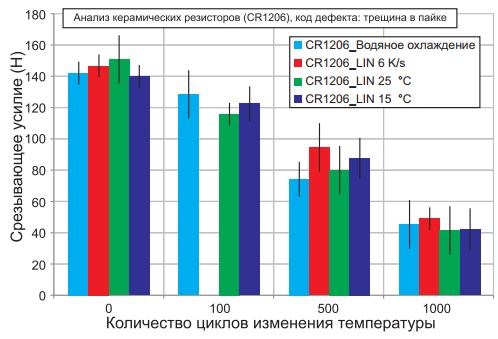
Последующие измерения срезывающего усилия, проведенные Грозингером после испытаний при последовательном изменении температуры (–40/+125 °C), подтвердили результаты металлургических исследований. Они показали, что градиент охлаждения в общепринятом диапазоне для пайки с оплавлением припоя до –6 K/с не оказывает значительного влияния на надежность паяных соединений. После 250, 500 и 1000 циклов снижение срезывающего усилия наблюдается в одном и том же диапазоне при различных градиентах охлаждения для рассмотренных компонентов CR1206 и LED. Таким образом, технология CoolFlow предоставляет пользователям значительно больше возможностей, особенно при пайке очень массивных печатных плат.
Выводы
В статье рассмотрен ряд важных вопросов, связанных с конфигурацией систем конвекционной пайки и их влиянием на процесс пайки.
В системах пайки с оплавлением припоя предусмотрено множество системных параметров, которые позволяют адаптировать процесс под самые разнообразные требования. Сочетание проверенных решений и новаторских технологий, таких как электродвигатели с EC или CoolFlow, не только совершенствует технологические процессы, но и закладывает основу для создания машин, соответствующих требованиям «Индустрии 4.0».
Системы пайки оплавлением являются неотъемлемой частью каждой производственной линии поверхностного монтажа. В статье даются ответы на некоторые важные вопросы, связанные с конфигурированием этих систем и их влиянием на процесс пайки.
Литература
- Schake J. Mass Reflow Assembly of 01005 Components. Proceedings Apex, 2007.
- Grözinger T. Hahn-Schickard Institut Stuttgart. Bericht CoolFlow. Air Liquide Deutschland, 15.07.2016.
- Villain J. Multipler Nutzen des Stickstoffs in der Elektronikfertigung. HS Augsburg, Die Verbindungsqualität von Lötstellen Einfluss der Abkühlgradienten, Rehm 18.2.2015.
- Trodler J., Schmidt W. Bleifreie Lötprozesstechnik: Haupteinflüsse und Wechselwirkungen auf die Lötqualität beim Verarbeiten von SACLotpasten, Proceedings 3. DVS/GMM-Fachtagung, 2006.
- Wohlrabe H., Herzog T., Schröder S. Bericht zur Untersuchung des Einflusses von verschiedenen Löt- und Materialbedingungen auf die
- Qualität von gefertigten SMD-Baugruppen. Versuch 2, 2007.

Комментирует Мария Степанова, заместитель главного технолога, А-КОНТРАКТ
В статье описаны интересные варианты настройки термопрофиля конвекционных печей, а также новые технологические решения при пайке оплавлением. Эта информация может быть полезна технологам сборочных производств. На нашем производстве мы выполняем монтаж выводных компонентов на линии поверхностного монтажа по технологии «пин-в-пасте» (PiP). В ближайшем будущем мы планируем применить вариант пайки компонентов DIP, рассмотренный в статье. Это повысит степень автоматизации для некоторых проектов.
Эта статья была опубликована в журнале «Технологии в электронной промышленности», № 3’2024 при поддержке А-КОНТРАКТ. Скачать статью в формате pdf можно по ссылке ниже.