Ремонт компонентов BGA/CSP и CPU/GPU
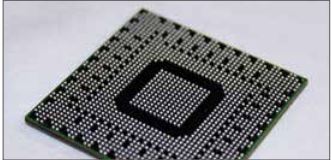
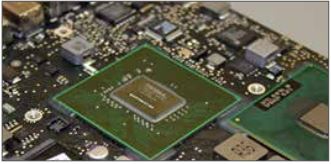
Ремонт компонентов BGA с большими матрицами шариковых выводов, процессорных блоков (CPU), а также графических чипов (GPU) и компонентов CSP с малым шагом выводов требует специальных конфигураций оборудования, сочетающих точное управление температурой с высокой точностью установки и оптикой высокого разрешения для обеспечения сверхточного выравнивания и минимизации количества воздуха в паяных соединениях. Потребность в большей функциональности и производительности устройств на меньших печатных платах порождает тенденцию к миниатюризированным, более сложным устройствам с крайне высокой плотностью монтажа и увеличением количества операций ввода-вывода.
Часто ремонт BGA используется как синоним для ремонта SMD. Поэтому многие данные в этом документе приведены не только для микросхем с матрицей выводов, но и для работы с SMD компонентами в целом, демонстрируя стратегии пайки для таких компонентов и одобренные решения Finetech.
Каковы проблемы?
- Широкий спектр компонентов BGA, CSP, CPU и GPU с различными размерами, конструкциями, соединениями
- Печатные платы с различными исполнениями (форма, количество и сложность слоев, плотность сборки)
- Размер компонентов (тепловая масса), вес, а также внутренняя плотность монтажа
- Шарики выводов с малым диаметром и шагом (монтаж, самовыравнивание компонента путем оплавления)
- Напряженность, обусловленная тепловыми воздействиями при производстве и во время ремонта, приводит к стрессу компонентов и соединений
- Выводы могут отслаиваться через несколько месяцев или лет из-за диффузии припоев
- Устройства с высокой плотностью монтажа, много компонентов, которые должны быть защищены во время ремонта
- Использование андерфиллов препятствует процессу ремонта
- Повышение стоимости печатной платы повышает спрос на надежные процессы ремонта и более высокую доходность
- Эффекты «голова на подушке» или «надгробный камень»
- Отсутствие смачивания контактных площадок
Типовые шаги процесса
Компания Finetech предлагает решение для выполнения всего цикла ремонта на одной платформе:
- Предварительная проверка - визуальный и функциональный осмотр печатной платы
- Подготовка - подготовьте плату и соответствующие компоненты для калибровочного измерения (необходимо для профилирования)
- Профилирование - создание профилей для пайки и специальных процессов (например, удаление припоя)
- Удаление остатков припоя с и компонентов
- Реболлинг - установите новые шарики выводов, если компонент должен быть повторно использован
- Процесс пайки - при необходимости, добавьте рабочие шаги (например, дозирование, печать паяльной пасты)
- Пайка – монтаж компонента на плату
- Постпроверка - оптический осмотр паяных соединений
Очень важно, чтобы все этапы ремонта были индивидуально адаптированы к компоненту и плате. Температура и длина процесса должны соответствовать тепловой массе платы, размерам паяных соединений и рядом стоящих компонентов.

Предварительные операции
Предпроверка
Каждый процесс ремонта неизбежно следует начинать с тщательной предварительной проверки всей сборки. Проверять следует не только ремонтируемый компонент, но и стоящие рядом. Убедитесь, что все ремонтные операции согласуются со стандартом IPC / JEDEC J-STD-020 (пайка). Это также справедливо для компонентов разъемов на материнских платах (USB, HDMI и т.д.), встроенных модулей (bluetooth, wifi) или так называемых перемычек. Если это не так, они должны быть защищены тепловыми экранами.
Подготовка
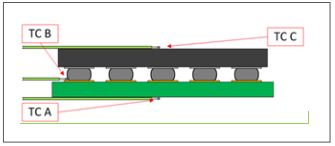
Чтобы получить результаты измерений, необходимые для отработки профилей, рекомендуется подготовить пробную плату с термопарами.
Проведя серию тестов, вы получите подтвержденную обратную связь о качестве и воспроизводимости процесса.
Подготовка может быть неразрушающей или разрушающей. Оба этих метода имеют свои преимущества и недостатки, которые необходимо учитывать в каждом отдельном случае.

Подготовка: неразрушающий метод
В неразрушающем методе термопары фиксируются в точке пайки термостойкой полиимидной липкой лентой.
Преимущества: экономия времени, плата может быть использована повторно.
Недостатки: неточный метод (контакт может быть потерян или недостаточен), отсутствие воспроизводимости.
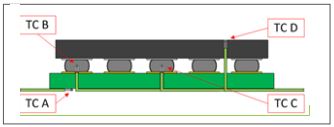
Подготовка: разрушающий метод
В разрушающем методе печатная плата или компонент просверливаются, а термопары фиксируются внутри SMD клеем.
Преимущества: воспроизводимость, хорошее тепловое соединение термопары.
Недостатки: разрушение модуля, отнимает много времени.
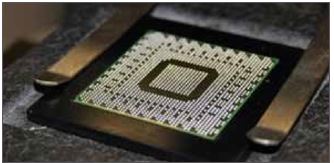
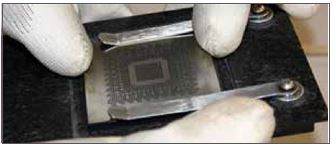
Закрепление платы
В зависимости от размеров и формы печатной платы не всегда возможно закрепить ее в подпружиненные зажимы позиционного стола. Иногда требуется специальная поддержка для небольших плат, гибких шлейфов или индивидуальных решений. Для предотвращения смещения или сгибания платы необходим надежный зажим.
Создание профиля
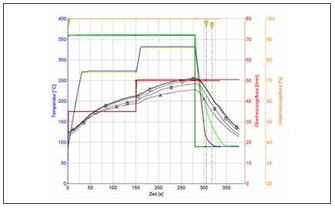
Чтобы процесс оплавления согласовывался с требованиями JEDEC/IPC, профили должны быть созданы для каждого рабочего шага.
Типовые температурные профили процесса ремонта включают в себя:
- Выпайку компонента
- Бесконтактное удаление припоя
- Реболлинг (опционально)
- Пайку компонента
Сушка компонентов
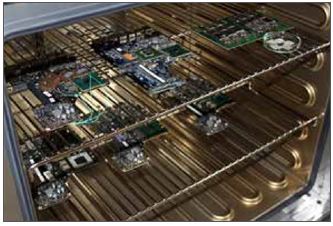
Высушите печатную плату в закрытом сушильном шкафу (или конвекционной печи) при температуре 125 +5/-0°C в течение не менее 24 часов, чтобы избавиться от влаги (требуется для предотвращения внутреннего напряжения и прочих нежелательных эффектов).
Детализация рабочих шагов
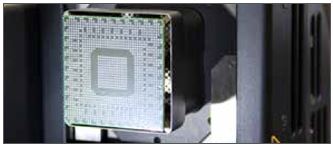
Выпайка компонента
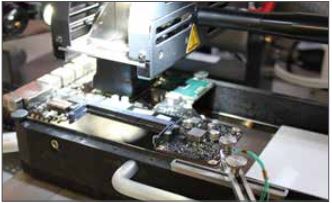
Для начала необходимо установить подходящую насадку для пайки. На следующем этапе плата совмещается с насадкой через наложение изображения и начинается процесс выпайки компонента (при необходимости, с использованием флюса или азота).
Когда припой находится в жидком состоянии, включается вакуум и компонент поднимается.
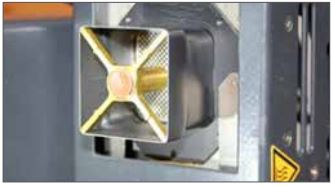
- Установите паяльную насадку
- Совместите компонент с насадкой с помощью наложения изображения (для больших компонентов рекомендуется использовать оптику с разделенным полем)
- При необходимости нанесите флюс по контуру BGA для разрушения слоев оксида
- Запустите профиль пайки, используйте азот, если требуется
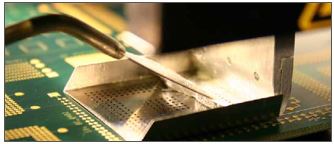
Удаление остатков припоя
Перед тем, как новый компонент будет припаян, любой остаточный припой должен быть удален с контактных площадок платы. Для этого припой нагревается до температуры плавления (профиль удаления припоя), затем жидкий припой отсасывается с помощью насадки удаления припоя.
Существуют насадки для удаления припоя с шириной от 0,1 мм до 51 мм. Удаление припоя возможно контактным или бесконтактным методом. Бесконтактное удаление припоя позволяет избежать механических нагрузок и повреждений платы.
Для улучшения результата рекомендуется использовать флюс и / или азот.
В случае повторного использования BGA остатки припоя также должны быть удалены с компонента. Метод и оснастка идентичны удалению припоя с печатной платы. Дополнительно используется рамка для удержания компонента. Также можно снимать припой только с отдельных площадок (см. «Реболлинг одного шарика»).

Реболлинг
В случае повторного использования BGA остатки припоя также должны быть удалены с компонента. Метод и оснастка идентичны удалению припоя с печатной платы. Дополнительно используется рамка для удержания компонента.
Перед пайкой на BGA следует наносить свежий припой, обычно используя реболлинг. Первый шаг - удаление остатков припоя. После очистки площадок свежие шарики припоя могут быть припаяны к компоненту с использованием трафарета и настроенного температурного профиля. Новые компоненты, уже оснащенные шариками, могут быть припаяны напрямую.
Рекомендуется предварительно окунуть их во флюс или паяльную пасту.
- Чтобы повторно использовать BGA, к компоненту должны быть припаяны новые шарики
- Нанесите флюс (с кистью или ракелем)
- Используйте флюс с низким уровнем прилипания, чтобы трафарет можно было легко удалить
- Используйте набор реболлинга для фиксации BGA с трафаретом
- Используйте шарики подходящего размера
- Нанесите свежие шарики на трафарет с помощью ESD-кисти, так, чтобы каждое отверстие было заполнено шаром, удалите лишние шарики
- Выполните процесс оплавления с использованием подходящей паяльной насадки
Печать паяльной пасты на плату
Помимо реболлинга существуют другие способы нанесения свежего припоя, однако они только дополняют процесс ремонта и не могут заменить шарики припоя на компоненте. Во время трафаретной печати материал припоя непосредственно наносится на контактные площадки печатной платы с помощью ракеля и трафарета. Этот трафарет зажимается в насадке для печати пасты и соответствует положению компонента. Используя оптическую систему FINEPLACER®, насадка точно совмещается с очищенными площадками. После этого используется ракель для нанесения свежего припоя через трафарет на контактные площадки.
Преимущества: скорость, воспроизводимость
Недостатки: для каждого компонента требуется собственный трафарет. Является дополнением, не заменяет дефект или отсутствующие шарики. вокруг рабочей зоны на печатной плате требуется место, необходимое для размещения трафарета.
Дозирование припоя
Используя дозатор, паяльную пасту наносят через иглу на контактные площадки. Здесь точки пасты должны быть индивидуально применены к каждому выводу, чтобы избежать перемычек и обеспечить однородное распределение припоя.
Преимущество: гибкость
Недостаток: отнимает много времени.
Пайка компонента
После того, как свежий припой успешно нанесен, новый компонент может быть припаян. Совмещение выводов компонента с контактными площадками на печатной плате выполняется лучше всего с помощью оптической системы, которая обеспечивает наложение изображения компонента и платы.
Чтобы припаять компонент обратно к печатной плате, можно использовать такую же паяльную насадку и профиль, который очень похож на профиль для выпайки. Одним из основных отличий является добавление стадии охлаждения, требуемой для затвердевания припоя. Обратите внимание, что по сравнению с SMD-компонентами, РЧ-экраны могут легко деформироваться, когда они не закреплены. Они требуют тщательной обработки, чтобы избежать повреждений.
- Установите насадку для пайки компонента
- Совместите компонент и контактные площадки на печатной плате с помощью наложенного изображения
- Для больших компонентов используйте оптику с разделенным полем, если требуется
- В идеале, компонент будет автоматически оседать в требуемое положение во время процесса пайки.


Очистка и оптический контроль
После пайки следует очищать плату (и оборудование), например, от остатков флюса. Важно визуально осматривать паяные соединения. Для получения подробной информации следует провести рентгенографическую инспекцию или электрические испытания.
При необходимости рекомендуется дополнительная защита компонента с помощью нанесения андерфилла.
Источник: www.finetech.de