Снижение рисков в ручной пайке. Часть 2.
Чтобы соответствовать требованиям отрасли и убрать риски, связанные с формированием IMC, необходимо изменить подход оператора к процессу пайки. На сегодня процесс пайки – это незамкнутый цикл. Оператор не получает никаких указаний о том, что процесс успешно соответствует всем требованиям, кроме как визуальных.
Оценка паяного соединения требует возможности определить правильную геометрию припоя, проверить переход припоя из твердого в жидкое состояние (ликвидус) и рассчитать формирование интерметаллического соединения без негативного влияния на выход и повторяемость.
Этот трех этапный процесс начинается с предварительной оценки паяного соединения с целью убедиться, что геометрия наконечника и температура паяльного наконечника соответствует задаче. Система сравнивает температурные характеристики геометрии наконечника и мощность, подаваемую на соединение в пределах двух секунд использования наконечника. Процесс описывает следующая формула:

Общее тепловое сопротивление – это функция минимального теплового сопротивления плюс максимальное тепловое сопротивление в зависимости от теплового КПД геометрии наконечника с течением времени. Рис. 1 показывает зависимость между нагрузкой и температурой в зависимости от времени. После данных расчетов оценка переходит ко второй фазе, определение ликвидуса. Определение ликвидуса определяется по формуле теплообмена:

Во время процесса пайки температура нагрузки увеличивается с увеличением мощности и уменьшением тепловой сопротивляемости по равенству наконечник-нагрузка:
Когда происходит ликвидус, тепловое сопротивление становится стабильным, что приводит к снижению мощности, как показано:

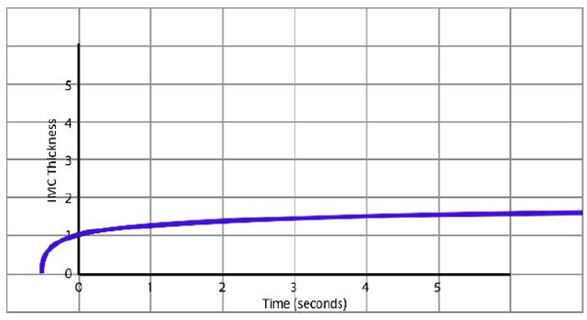
Об этом изменении состояния сигнализирует ликвидус. После определения ликвидуса процесс переходит к третьей финальной стадии расчета формирования интерметаллического соединения. Интерметаллическое соединение формирует мост, по которому идет электричество и указывает на формирование химического соединения на поверхности подложки/припоя. Роль интерметаллического соединения (IMC) критически важна для успешного формирования паяного соединения. При слишком маленьком IMC, обычно <0.25 μm, паяное соединение холодное или сухое, что препятствует электрическому соединению. При слишком большом IMC, обычно >4μm, проблемой становится хрупкость припоя. Оценка формирования IMC во время процесса пайки снижает риски. Расчет IMC проводится по формуле :
Как показано на Рис.2, эта формула демонстрирует отношение между тепловым КПД геометрии наконечника и временем. Каждый шаг процесса выполняется для успешного формирования IMC в течение определенного периода времени, опираясь на геометрию наконечника, нагрузку и т.д. Для выполнения необходимых расчетов должно быть задействовано определенное оборудование.
Исполнение
Возможность рассчитать формирование интерметаллического соединения и желание обеспечить замкнутую систему обратной связи с оператором создают необходимость изменения в оборудовании. Как указывалось выше, ключевой момент – это тепловой КПД (ηth) каждой геометрии наконечника. Каждая геометрия наконечника требует уникального фактора тепловой эффективности и возможности обеспечения данной информацией в режиме реального времени. Информация в режиме реального времени требует наличие микропроцессорной системы пайки, системы хранения для геометрии наконечников и факторов тепловой эффективности, а также средств коммуникации с оператором. Установки тестирования состоят из модифицированной индуктивной подаче питания для пайки. Модифицированный паяльный картридж, который включает форму внутренней памяти через EEPROM (электрически стираемая программируемая память только для чтения). Наконец, модифицированная рукоятка обеспечивает обратную связь с оператором через встроенные красные и зеленые светодиоды (LED). Встроенные зеленый и красный светодиоды указывают либо на успешное формирование IMC (зеленый/go) или на нарушение (красный/no go). Выбор индуктивной поставки питания для пайки или другой технологии основывается на способности индуктивных паяльных систем отвечать запросам площадки по тепловой энергии и поставлять энергию на основе требований к температуре площадки.