Снижение рисков в ручной пайке. Часть 3.




Для IPC-A-610 Rev. F
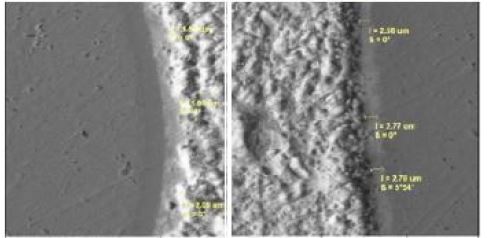
Приемлемый класс 1, 2, 3 для максимальной высоты переходной поверхности статья 8.3.2.5
Приемлемый класс 1, 2, 3 для толщины припоя статья 8.3.2.7
Приемлемый класс 1, 2, 3 для кромки припоя статья 5
Для IPC-A-610 Rev. F
Приемлемый класс 1, 2, 3 для максимальной высоты переходной поверхности статья 8.3.2.5
Приемлемый класс 1, 2, 3 для толщины припоя статья 8.3.2.7
Класс с техническим дефектом 1, 2, 3 для кромки припоя статья 5, угол пайки больше 90° (Рис. 5 только).
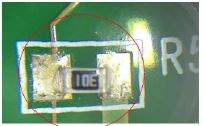
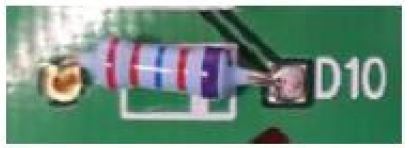
Образец #2: Компонент, монтируемый через сквозное отверстие, 1/4W резистор с аксиальными выводами, Рис. 6.
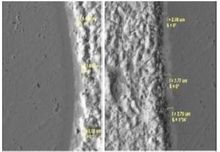
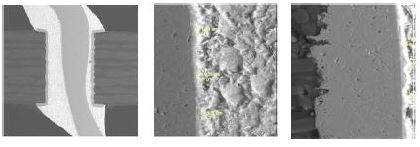
Паяное соединение показало хорошее смачивание как поверхности печатной платы, так и вывода, что свидетельствует о достаточном формировании IMC. Наблюдается рецессия смолы и расслоение печатной платы. Рецессия смолы может быть описана как разделение между покрытым столбиком металлизации отверстия и диэлектрического материала на стенках отверстия. Для IPC-A-600H-2010, раздел 3.1.9, это приемлемо для всех трех классов после испытаний на тепловое напряжение и удовлетворения требований к размеру и покрытию IPC-6010. Расслоение – это разделение между слоями в основном материале, между основным материалом и проводящей фольгой или любым другим плоским разделением с печатной схемой. Для IPC-A-610 Rev. F-2014, страница 10-7, это приемлемо для всех трех классов, если расслоение не покрывает более чем 25% расстояния между сквозными отверстиями или внешними проводниками. Тестовая печатная плата IPC-J-STD-001 Rev F с бессвинцовым покрытием HASL. Компонент – новый 1/4W резистор с аксиальными выводами, монтируемый через сквозные отверстия с электролитически покрытыми медью проводами, покрытый чистым оловом. Бессвинцовый сплав SAC305, содержащий 96.5% олова, 3% серебра и 0.5% меди – это припой, используемый для тестирования. Максимальная температура пайки 732°F с временем припаивания 3,48 секунды от обнаружения события припоя до сигнала зеленого света, обеспечивающего успешное формирование IMC.
Для IPC-A-610 Rev. F
Приемлемый класс 1, 2, 3 для статьи 7.3.5
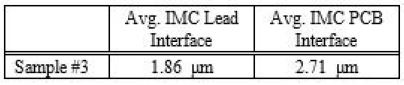
Образец #3: Компонент, монтируемый через сквозное отверстие, 1/4W резистор с аксиальными выводами, Рис. 9.
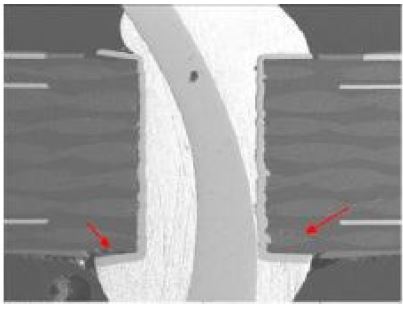
Паяное соединение показало хорошее смачивание как поверхности печатной платы, так и вывода, что свидетельствует о достаточном формировании IMC. Наблюдается расслоение печатной платы. Расслоение – это разделение между слоями в основном материале, между основным материалом и проводящей фольгой или любым другим плоским разделением с печатной схемой. Для IPC-A-610 Rev. F-2014, стр. 10-7, это приемлемо для всех трех классов, если расслоение не покрывает более чем 25% расстояния между сквозными отверстиями или внешними проводниками. Тестовая печатная плата IPC-J-STD-001 Rev F с бессвинцовым покрытием HASL. Компонент – новый 1/4W резистор с аксиальными выводами, монтируемый через сквозные отверстия с электролитически покрытыми медью проводами, покрытый чистым оловом. Бессвинцовый сплав SAC305, содержащий 96.5% олова, 3% серебра и 0.5% меди – это припой, используемый для тестирования. Максимальная температура пайки 732°F с временем припаивания 3,48 секунды от обнаружения события припоя до сигнала зеленого света, обеспечивающего успешное формирование IMC.
Заключение
Каждый фактор, влияющий на формирование паяного соединения, является элементом риска и может повлиять на выход продукта и повторяемость. Отрасль полагается на контроль входных данных и опыт оператора для минимизации рисков для достижения успеха. Расчет интерметаллического соединения дополняет критерии визуального контроля инструментом, который вводит повторяемость в процесс в режиме реального времени. При определенных модификациях программного обеспечения и оборудования, расчет интерметаллического соединения обеспечит повторяемый процесс, который минимизирует переменные, связанные с опытом и умениями оператора и индивидуальной оценкой, относящейся к формированию успешного паяного соединения.
Благодарности
Автор благодарит STI Electronics за выполнение анализа поперечных сечений образцов для данной статьи.
Основные ссылки
- IPC. (1998). IPC-7711, Rework of Electronic Assemblies.
- IPC. (2010). IPC-A-600H-2010, Acceptability of Printed Circuit Boards.
- IPC. (1996). IPC-6010, Generic Performance Specification for Printed Circuit Boards.
- IPC. (2010). IPC-A-610 Rev. F-2014, Acceptability of Electronic Assemblies.