При этом для большинства выпускаемых отечественных поверхностно монтируемых электронных компонентов отсутствуют конкретные указания по использованию современных методов монтажа на печатные платы. Как правило, в технических условиях (ТУ) нет указаний по монтажу электронных компонентов с использованием ставших уже стандартными технологий групповой пайки методом оплавления в конвекционных печах, а также указаний по использованию различных методов отмывки и ограничениях с ними связанными. Ряд производителей приводят только ссылку на ГОСТ РВ 20.39.412 без уточнений. Не все предлагаемые на рынке компоненты имеют упаковку для автоматизированного монтажа (ленты, пеналы, матричные поддоны), покрытия выводов не всегда позволяют производить качественную пайку в печах и т.д. Кроме того, поскольку современные методы автоматизированного монтажа предполагают использование достаточно агрессивных технологий отмывки, то зачастую не все отечественные материалы, используемые для защиты корпусов, совместимы с современными отмывочными материалами. Монтаж некоторых компонентов невозможно выполнить в принципе, поскольку отсутствует формовка выводов. Иными словами, сложилась ситуация, когда отечественные производства, обладающие большими технологическими возможностями по монтажу электронных блоков, не имеют достаточной информации для использования отечественных электронных компонентов. Отечественная нормативная база также в большинстве своём описывает устаревшие технологии монтажа электронных компонентов, не учитывая современные технологические возможности производств радиоэлектронной аппаратуры.
Так сложилось, что в первые годы существования нашего холдинга доля отечественных поверхностно монтируемых электронных компонентов (SMD) в выпускаемых нами изделиях была ничтожно мала. Сами изделия были просты. Их монтаж с использованием ручных методов сборки не представлял больших проблем. Со временем в наших изделиях увеличивалось количество отечественных электронных компонентов. Изделия становились сложнее: комбинация из зарубежных микросхем в корпусе типа BGA, отечественных микросхем и пассивных электронных компонентов, входящих в состав электронных блоков, стала обычным для нас делом. Увеличивалось и само количество электронных блоков, входящих в заказы. Производить монтаж электронных поверхностно монтируемых электронных компонентов вручную стало просто экономически не эффективно. Одновременно с этим вопрос «совместимости технологий» монтажа электронных компонентов отечественного и зарубежного производства становился всё существеннее. И если часть проблем, с этим связанных, мы можем решить своими силами: отформовать выводы микросхем, упаковать электронные компоненты в упаковку для автоматизированного монтажа - то выполнить при этом автоматизированный монтаж таких компонентов, например, с использованием конвекционной пайки, без нарушения ТУ не представляется возможным.
Пытаясь решить эту проблему, мы неоднократно обращались к производителям электронных компонентов с запросами о возможности пайки с использованием конвекции. Но вопрос, в лучшем случае решался разрешением на использование той или иной технологии в рамках выпуска конкретного изделия. 2013 год стал переломным в этом вопросе. В процессе подготовки к серийному производству изделия одного из наших заказчиков, встал вопрос об использовании автоматизированного монтажа отечественных SMD резисторов с последующей отмывкой электронных блоков в системе струйной отмывки. В состав изделия входило более 550 резисторов Р1-12 типоразмера корпуса 0402 отечественного производства. Совместно с ними на печатную плату должны были быть установлены микросхемы зарубежного производства в корпусах типа BGA, LGA, QFN, QFP и микросхемы с малым шагом выводов. В ТУ производителя резисторов были указаны только 2 возможных варианта технологии их монтажа: пайка вручную и групповая пайка волной. При этом заказчик настаивал на выполнении монтажа его изделий с использованием линии автоматизированного монтажа, в состав которой входила конвекционная печь. Основные аргументы в пользу автоматизированного монтажа давно известны: более высокое качество выполняемых работ по сравнению с пайкой вручную, лучшая повторяемость и меньшие сроки исполнения работ. Использовать технологию, не указанную в ТУ на изделия, мы не могли. На это есть несколько причин: 1. В случае выхода изделия из строя в процессе эксплуатации по причине нарушения технологии пайки ответственность легла бы на нас. 2. Существует риск вывести электронные компоненты из строя при монтаже.
В процессе подготовки заказа к производству мы обратились в ОАО «НПО «ЭРКОН» (г. Нижний Новгород), которое является производителем резисторов Р1-12 АЛЯР.434110.005 ТУ, для выяснения возможности пайки резисторов Р1-12 по технологии пайки в конвекционной печи методом оплавления. Специалисты ОАО «НПО «ЭРКОН» приняли решение провести совместно с нами тестовые пайки своих изделий с целью разработки обобщенных рекомендации по монтажу. Осенью 2013 года на нашем производстве были произведены тестовые пайки резисторов Р1-12 АЛЯР.434110.005 ТУ и Р1-8МП ОЖ0.467.164 ТУ, целью которых было выяснение принципиальной возможности использования технологии конвекционной и парофазной пайки оплавлением для монтажа резисторов данного производителя. Результаты оказались успешными, и мы приняли совместное решение произвести более полные исследования возможности пайки резисторов Р1-12 АЛЯР.434110.005 ТУ, Р1-8МП ОЖ0.467.164 ТУ производства ОАО «НПО «ЭРКОН» с применением технологии оплавления в конвекционной и парофазной печах.
На основании полученных в ходе первых испытаний данных нашими техническими специалистами совместно со специалистами ОАО «НПО «ЭРКОН» была разработана печатная плата, позволяющая произвести монтаж резисторов типоразмеров корпусов от 0402 до 2512, оценить качество паяных соединений и произвести контроль электрических параметров резисторов. Также совместными усилиями была разработана программа испытаний, которая должна была выявить возникшие в процессе испытаний дефекты паяных соединений и электронных компонентов. При разработке программы мы постарались смоделировать типовые технологические процессы, используемые на производствах в нашей стране. Поэтому при проведении испытаний мы задействовали имеющееся оборудование в различных комбинациях.
Для проведения тестов ОАО «НПО «ЭРКОН» предоставило все типоразмеры чип-резисторов в упаковке для автоматизированного монтажа (лентах).
Для оценки результатов проведения работ в качестве экспертов были привлечены представители ВП МО РФ, сотрудники ЗАО «Диполь Технологии» (Группа компаний «Диполь»), сотрудники компании Balver Zinn/Cobar (Германия).
Для проведения испытаний мы изготовили печатные платы с двумя вариантами финишных покрытий: ПОС-61 и иммерсионное золото.
Монтаж резисторов производился с использованием технологических материалов нескольких производителей:
Паяльные пасты:
- Cobar Sn62OT2 (Состав: Sn62Pb36Ag2, фирмы COBAR, Германия)
- INDIUM smq92H (Состав: Sn62Pb36Ag2, фирмы INDIUM CORP, Великобритания).
Отмывочные жидкости:
- Kyzen Aquanox A4241 (струйная отмывка)
- ZESTRON® FA+ (отмывка с ультразвуком)
Монтаж резисторов производился 03.02.2014 г. на линии поверхностного монтажа с использованием групповой пайки оплавлением в конвекционной печи. В состав линии входит следующее оборудование:
· Полуавтоматический принтер трафаретной печати EKRA Е1 для нанесения паяльной пасты
· Установщик компонентов Siemens SIPLACE CF с комбинацией одиночной прецизионной и высокоскоростной 6-насадочной револьверной головками.
· 6-насадочная револьверная головка Collect&Place
- Скорость установки: 9000 комп./час
- Точность установки: ±90 мкм (4сигма)
· Одиночная прецизионная головка Pick&Place:
- Скорость установки: 1800 комп./час
- Точность установки: ±50 мкм (4сигма)
· Установщик компонентов Siemens SIPLACE CS с двумя высокоскоростными 6-насадочными револьверными головками высокой производительности
· Две 6-насадочных револьверных голоки Collect&Place
- Скорость установки: 20000 комп./час
- Точность установки: ±90 мкм (4сигма)
· Инспекционный конвейер Nutek
· Конвейерная 8-зонная печь конвекционного оплавления REHM с 5 зонами предварительного нагрева (длина зоны нагрева 3,6 м.), 2 зонами пайки и 1 зоной охлаждения. Позволяет работать по технологии бессвинцовой пайки.
· Автоматический разгрузчик печатных плат Nutek

Рисунок 3. Нанесение паяльной пасты на печатные платы
1. В процессе исследования для паяльной пасты Cobar Sn62OT2 (Состав: Sn62Pb36Ag2, фирмы COBAR, Германия) был применен следующий температурный профиль:

1 зона | 2 зона | 3 зона | 4 зона | 5 зона | 6 зона | 7 зона | Скорость движения конвейера печи | |
Т(град.С) | 117 | 150 | 173 | 163 | 179 | 250 | 202 | 887 мм/мин |
2. В процессе исследования для паяльной пасты INDIUM smq92H (Состав: Sn62Pb36Ag2, фирмы INDIUM CORP, Великобритания) был применен следующий температурный профиль:
![]()
1 зона | 2 зона | 3 зона | 4 зона | 5 зона | 6 зона | 7 зона | Скорость движения конвейера печи | |
Т(град.С) | 82 | 114 | 149 | 179 | 182 | 236 | 223 | 886 мм/мин |

Рисунок 4. Обсуждение промежуточных результатов испытаний
Также производилась групповая пайка оплавлением в парофазной печи Asscon VP800 с вакуумной зоной в парах Galden Perfluorinated Fluid:
1. С использованием паяльной пасты Cobar Sn62OT2 (Состав: Sn62Pb36Ag2 , фирмы COBAR, Германия) и температурного профиля с максимальной температурой в пике 230°С и общим временем цикла пайки 397 сек. При воздействии пиковой температуры в течении 40 сек. (система автоматического определения окончания пайки (Automatic Solder Break-ASB) включена).
2. С использованием паяльной пасты INDIUM smq92H (Состав: Sn62Pb36Ag2, фирмы INDIUM CORP, Великобритания) и температурного профиля с максимальной температурой в пике 230°С и общим временем цикла пайки 397 сек, при воздействии пиковой температуры в течении 40 сек. (система автоматического определения окончания пайки (Automatic Solder Break-ASB) включена).

Рисунок 5. Парофазная печь Asscon VP800

Рисунок 6. Пайка плат в парофазной печи Asscon VP800
Измерения параметров термопрофилей печей и их корректировка производились при помощи оборудования и программного обеспечения компании KIC

Рисунок 7. Измерение параметров термопрофиля конвекционной печи
Рисунок 8. Снятие данных о термопрофиле с профайлера KIC
Отмывка печатных плат после монтажа производилась с использованием:
1. Системы струйной отмывки Riebesam 23-03T в течение 10 мин. при температуре 50 °С жидкостью Kyzen A4241 с последующим ополаскиванием в деионизованной воде (3 цикла по 10 мин.) с контролем электропроводности воды
2. В ультразвуковой ванне Finnsonic m80 с жидкостью ZESTRON® FA+, в течение 20 мин. с последующим ополаскиванием в деионизованной воде (3 цикла по 10 мин.), с контролем электропроводности воды.

Рисунок 9. Системы струйной отмывки Riebesam 23-03T
Для оценки работоспособности резисторов производились измерения их параметров: до пайки, после пайки и отмывки, а также после проведения климатических испытаний.

Рисунок 10. Измерение сопротивления резисторов с помощью цифрового миллиомметра GWINSTEK GOM-802
Качество паяных соединений оценивалось следующими методами: визуальный контроль (в соответствии со стандартом IPC-610), рентген-контроль, микрошлифы, контроль электрических параметров.
Визуальный контроль качества паяных соединений ни на одном из этапов дефектов не выявил.

Рисунок 11. Визуальный контроль качества паяных соединений

Рисунок 12. Визуальный контроль паяных соединений после отмывки
Для выявления скрытых дефектов, возникающих в процессе проведения испытаний, рентген-контроль производился в два этапа: после монтажа резисторов и после проведения климатических и вибрационных испытаний.

Рисунок 13. Рентген-контроль производился на установке Yxlon Y.Cheetah CT с цифровым детектором
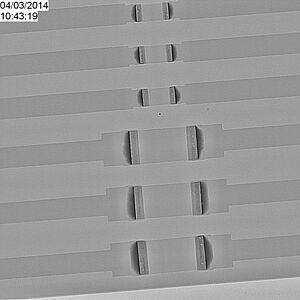
Рисунок 14. Рентген-контроль дефектов не выявил
Рентген-контроль качества паяных соединений дефектов не выявил (рис. 14).
Под корпусами резисторов наблюдались небольшие по объёму пустоты, которые не оказали влияния на надёжность паяных соединений.
Компанией Balver Zinn Cobar при содействии компании «Диполь Технологии» были выполнены микрошлифы тестовых плат с установленными электронными компонентами, пайка проводилась паяльными пастами Cobar Sn620T2 и INDIUM smq92H (рис.15).
Анализ микрошлифов также не выявил отклонений в качестве паяных соединений. Толщина слоя интерметаллидов составила 2-4 мкм в зависимости от финишного покрытия печатных плат (при допустимых 2-5 мКм).

Рисунок 15. Микрошлифы паяных соединений (паяльные пасты Cobar Sn620T2 и INDIUM smq92H)
Испытания на воздействие ВВФ были проведены по следующей программе: изменение температуры окружающей среды в диапазоне от (-60+/-2)С до (+95 +/-2)С, изменение влажности, воздействие синусоидальной вибрации и др. После проведения климатических и вибрационных испытаний был выполнен рентген-контроль паяных соединений и электронных компонентов, который отклонений в их качестве не выявил.
Испытания резисторов Р1-12 АЛЯР.434110.005 ТУ, Р1-8МП ОЖ0.467.164 ТУ производства ОАО «НПО «ЭРКОН» были признаны успешными. Результаты испытаний были зафиксированы в совместном протоколе и Решении о применении технологии пайки оплавлением в конвекционной и парофазной печах для монтажа чип-резисторов производства ОАО «НПО «ЭРКОН». Итогом работ является подтверждение возможности использования современных технологий пайки для монтажа отечественных поверхностно монтируемых резисторов Р1-12 АЛЯР.434110.005 ТУ, Р1-8МП ОЖ0.467.164 ТУ, выпускаемых ОАО «НПО «ЭРКОН» по усовершенствованной технологии производства, особенно в части формирования контактного узла.
Хотелось бы выразить отдельную благодарность сотрудникам ЗАО «Диполь Технологии» Вячеславу Филлипову и Андрею Фишко, а также специалисту компании Balver Zinn/Cobar Хану Раетсену (Han Raetsen), которые приняли активное участие в проведении и анализе результатов исследований.
Мы надеемся, что проведённая нами работа вдохновит производителей отечественных электронных компонентов на адаптацию выпускаемых ими изделий и ТУ к современным возможностям пользователей их продукции.