Справочник проектировщика печатных плат. Основы радиочастотных/СВЧ печатных плат. Глава 8.2. Управление тепловым режимом
Соотношение сторон слепого отверстия – это еще один критический фактор проектирования. В идеале хотелось бы, чтобы слепое отверстие имело соотношение сторон <1:1. Однако, ASC были вполне успешны с соотношением сторон слепых отверстий до 1,2:1. Можно также делать предварительно соединенные платы со сквозными отверстиями. Но лучше работать в тесном контакте с производителем плат по поводу надлежащего выбора отверстий для данного устройства.
Последующее соединение
В устройствах с последующим соединением сначала производится двусторонняя печатная плата или многослойная печатная плата. Обычно нижний слой по большей части является слоем заземления и иногда включает несколько цепей. Пока изготавливается ПП, металл может быть одновременно с этим выполнен на обрабатывающем станке с ЧПУ. В устройствах с последующим соединением значительно больше гибкости в плане формы и характеристик, что позволяет покрывать металл не зависимо от ПП. Форм фактор металла может значительно отличаться от ПП. Когда печатная плата и металл полностью изготовлены, они могут быть соединены вместе. Обычно это выполняется в виде детали (например единственная плата соединяется с металлом). Однако, существуют некоторые особые устройства, в которых несколько печатных плат могут быть соединены с одним куском металла. Так как соединение выполняется после обработки печатной платы, то эти различные печатные платы не обязательно должны быть из одного материала или одной толщины.

1. Контролируемое по глубине сверление слепого отверстия, заходящее в алюминий
2. Цинковый или никелевый барьер в алюминии.
3. Распыление медной металлизации, покрывающий диэлектрик и барьер
4. Покрытие кислотной меди по металлизации
5. Распыление Ar ионной активации и осаждение меди
6. Поперечное сечение слепого отверстия с воздействием на припой
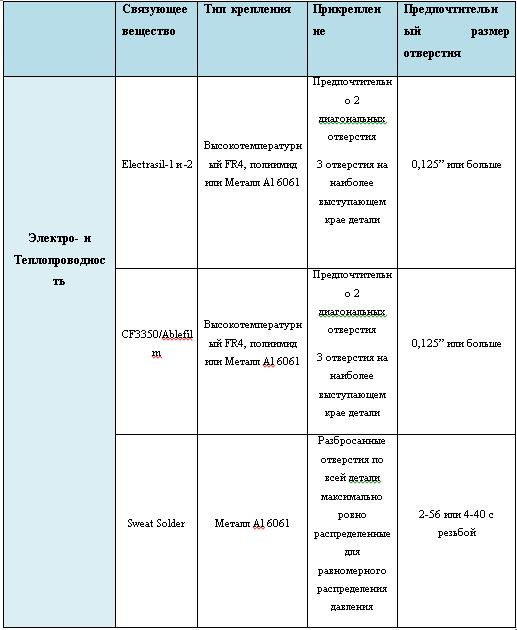
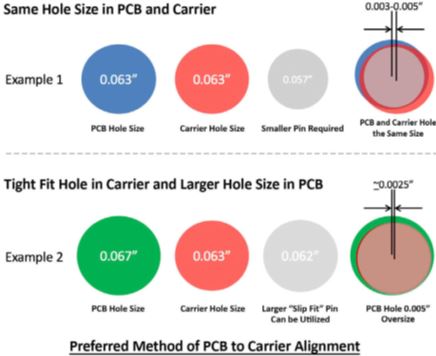
Обычно последующее соединение печатных плат выполняется одним из двух методов: sweat soldering (пайка двух или более подогретых и покрытых припоем деталей без дополнительного припоя) или приклеиванием листовой пленки. Обычное крепление соединения необходимо для создания соединения между печатной платой и носителем металла и для контроля давления, применяемого при процессе соединения. Таблица 8.2 показывает требования к отверстиям для прикрепления. Рис. 8.3 показывает два примера того, как крепительные отверстия могут быть устроены и влияние их на общее соединение.
Чаще всего нижний слой в первую очередь является слоем заземления и имеет очень мало паяльной маски, либо она совсем отсутствует. Sweat soldering и приклеивание пленки – это два метода соединения, которые будут рассмотрены далее.
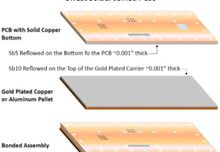
Sweat soldering (пайка двух или более подогретых и покрытых припоем деталей без дополнительного припоя)
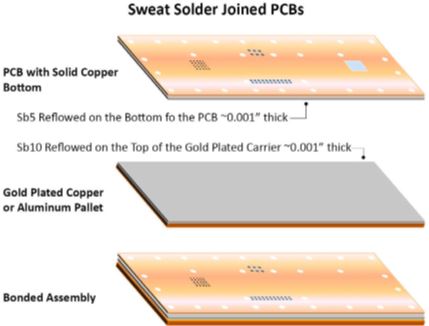
Высокотемпературный припой используется для соединения печатной платы с металлом. Используемый припой не рискует отсоединиться в последующих операциях по монтажу-пайке. Один из самых значительных вопросов, связанных с этой технологией, - это объем пустот. Так как паяльная паста – это смесь флюса и припоя, флюс создает воздушные пустоты, когда он испаряется. Рис.8.4 показывает, как происходит пайка Sweat soldering.
Источник: Джон Буши и Аная Вардия (John Bushie, Anaya Vardya),
American Standard Circuits,
© 2018 BR Publishing, Inc.