Источник: Джон Буши и Аная Вардия (John Bushie, Anaya Vardya),
American Standard Circuits,
© 2018 BR Publishing, Inc.
Справочник проектировщика печатных плат. Основы радиочастотных/СВЧ печатных плат. Глава 6 Металлизация краев платы.
Стабильность материала, используемого для производства платы, также играет роль в разработке требований к маршрутизации. Не стандартные материалы без усиления стеклом могут требовать специальной маршрутизации, чтобы обеспечить достаточную стабильность панели с частичной маршрутизацией, чтобы она могла выдержать остальные производственные операции. Детали обрабатываются еще неповрежденными внутри панели-носителя, используемой для производства, что требует разработки дополнительных перемычек (в некоторых случаях) для металлизации краев. Перемычки могут и не потребоваться для стабильности единственной платы, которой нужна металлизация краев.
Разработка перемычек для транспортировки панелей
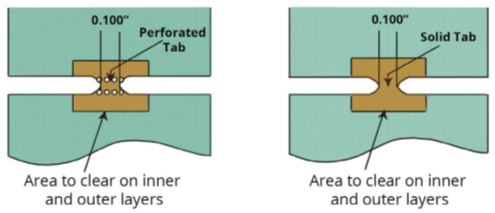
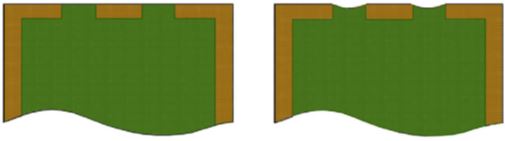
Левый рисунок на Рис.6.2 показывает, как выполняются перфорированные перемычки для печатной платы, которая производится в массиве из нескольких плат. Требование заключается в том, чтобы перфорация использовалась для удержания платы в массиве, но могла быть выломана после монтажа. Правый рисунок на Рис.6.2 показывает жесткую перемычку, находящуюся в месте металлизации. В обоих случаях внутренний и внешний слой вокруг перемычки должны быть лишены металла. Это предупредит обнажение металла в процессе де-табуляции. При использовании жестких перемычек, перемычка удаляется на финальной стадии производства при помощи фрезы (та же фреза, которая удаляет стандартные детали с панели-носителя). Удаление перемычек оставляет небольшое выступание вдоль краев детали.
Рис. 6.2 также показывает минимальные требования к размерам перемычек. Расположение перемычек базируется на требованиях к монтажу и материалам, используемым для создания схемы. Менее стабильные в размерах материалы – обычно это не усиленные материалы – и панели исключительно тонкие (<0.060”) или толстые (>0.200”) требуют дополнительных перемычек для стабильности при обработке. Традиционно перемычки располагаются каждые 2” вдоль края платы, подверженного металлизации.
Требования к разработке металлизированных краев
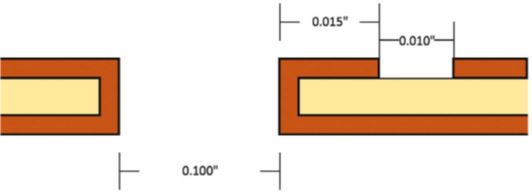
Необходимо, чтобы металлизация не только инкапсулировала края панели, но также чтобы создавала металлизированное покрытие вокруг поверхности панели. Это показано на Рис. 6.3, где минимальное расстояние металлизации поверхности составляет 0.015”. «Оборачивание» металлом поверхности требуется для внутренней обработки и адгезии покрытия к краям. Рис.6.3 также показывает минимальное расстояние, на котором может располагаться устройство от покрытия (0.010”) и расстояние, требуемое для соседнего маршрутизированного устройства (0.100”).
Обычно металлизация продолжается вдоль всего края схемы. Прерывания в покрытии могут быть спроектированными двумя способами: размещение перемычек при прерывании и последовательное удаление их для предотвращения металлизации; или удаление металлизации на прерываниях на финальных стадиях маршрутизации. Последовательное удаление покрытия оставляет небольшие перемычки или выемки на схеме, похожие на изображение справа на Рис.6.4. Выемки создаются, когда зуб фрезы контактирует с краем там, где удаляется металлизация, и углубляется в плату, чтобы полностью удалить покрытие. Когда разрыв металлизации составляет минимум 0.200”, можно использовать перемычки для предотвращения непрерывного покрытия. Если меньше, чем 0.200”, края покрываются полностью, а затем покрытие удаляется с помощью описанного выше процесса.
Обычно металлизация краев включает соединение одной или более внутренних панелей в плате. Эти панели выступают за края платы и электрически соединяются с помощью процесса металлизации. Эти слои обычно производятся с границей полярности (0.050”) для предотвращения распространения меди, когда они маршрутизируются и удаляются с панели.