Результаты и обсуждения
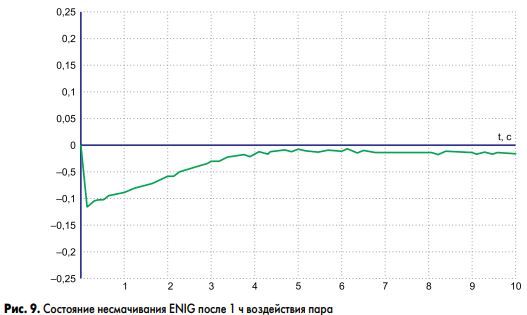
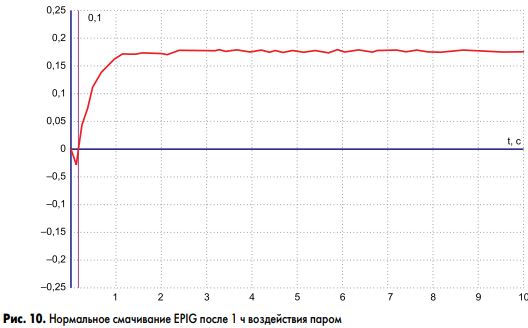
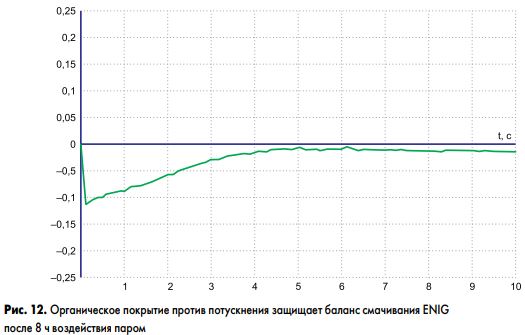
Результаты тестирования показывают, что покрытие ENIG является выдающимся поверхностным покрытием. Однако ENIG теряет паяемость (резко снижается смачиваемость) при воздействии паром. С другой стороны, EPIG практически не показывает подобной чувствительности в сравнении с ENIG. Ответом на вопрос, почему между двумя покрытиями существует такая разница, является предположение о сильном взаимодействии пара с никелем-фосфором. Никель-фосфор доступен для воздействия пара, проникающего через тонкие поры поверхностного золота, присутствующего в ENIG.
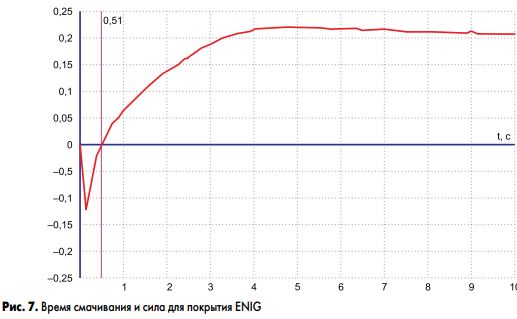
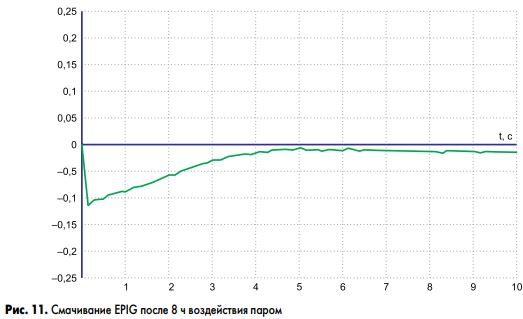
На рис. 7–12 показаны результаты тестов на смачивание с использованием метода баланса смачивания. По оси Х отражено время контакта между покрытыми медными площадками и жидким припоем. Время измерялось в секундах. Общее время контакта для каждого измерения — 10 или 20 с. На оси Y графика смачиваемости показана степень растекания припоя по медным площадкам с покрытием. В данных испытаниях эта сила измеряется в мН/мм. Сила увеличивается по мере того, как большая часть площадки покрывается припоем.
Первичный наклон графика показывает первичный контакт между образцом и припоем. По мере того, как тестируемая зона смачивается припоем, сила достигает максимума, который представляет собой силу смачивания для конкретного теста. Время, необходимое для того, чтобы эта сила пересекла нулевое значение, считается общим временем смачивания для данного конкретного теста. Результаты считаются положительными, когда сила смачивания быстро достигает максимума и держится на этом уровне. Если сила смачивания не проходит через ноль во время теста, то результатом считается отказ в виде несмачивания.
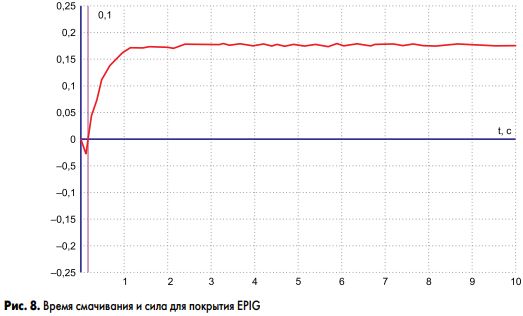
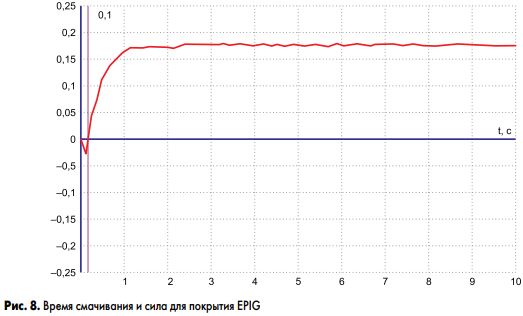
Также отказ наблюдается, когда сила смачивания достигает максимума, а затем снижается. Такой график говорит о десмачивании (de-wetting) в данном тесте. Сравнение результатов паяемости ENIG (рис. 7) и EPIG (рис. 8) показывает, что оба покрытия обеспечивают прекрасное время смачивания и паяемость в новом состоянии.