Ультратонкие базовые материалы выводят миниатюризацию печатных плат на новый уровень.

Анна Самусевич, технический специалист А‑КОНТРАКТ:
Ультратонкие базовые материалы для основы печатных плат важны для всех отраслей промышленности, так как миниатюризация готовых изделий — одно из ключевых требований к современной электронике.
Использование подобных материалов позволяет снизить толщину печатной платы в два раза, дает возможность уменьшить диаметр переходных отверстий, ширину дорожек и зазоров между ними, а также сделать плату легче и меньше по размерам, при этом не снижая ее надежности. Также применение тонких базовых материалов делает возможным использование передовых технологий монтажа электронных компонентов при производстве печатных узлов.
С помощью гибких и жестких ультратонких базовых материалов можно изготавливать высоконадежные более тонкие печатные платы. В статье рассматриваются разработки компании DYCONEX по созданию ультратонких материалов для основы печатных плат.
Для удовлетворения постоянно растущего спроса на меньшие по размеру и все более тонкие электронные устройства необходимы новые подходы. Жесткие и гибкие ультратонкие материалы для основы печатных плат способны разрешить эту проблему, помогая проектировать платы с высокой плотностью установки компонентов с улучшенной миниатюризацией по оси Z, оставляя больше пространства для других компонентов или уменьшая общую толщину изделия. Так как подобные материалы требуют специализированных подходов к проектированию и технологии производства,
очень важно сотрудничать с изготовителем печатных плат, который предоставляет передовые инженерно-конструкторские услуги для создания компактной, экономичной и надежной печатной платы.
Сегодня практически все рынки сталкиваются с растущей потребностью в электронных изделиях, имеющих минимально возможные габариты и толщину.
И хотя мобильные решения уже настолько малы, что помещаются в часах, авиакосмическая и автомобильная отрасли нуждаются в еще более миниатюрных и легких устройствах, чтобы снижать расход топлива и сокращать выбросы. Медицинская отрасль испытывает потребность в носимых датчиках, имплантируемых приборах и портативных инструментах, которые должны быть все легче и меньше (рис. 1).
Производители печатных плат (ПП), служащих сердцем этих электронных устройств, делают их все
более компактными и легкими в первую очередь за счет уменьшения размера медных элементов и материалов платы. Экстратонкие базовые материалы для основы ПП позволяют уменьшить устройства сверх того, что было возможно ранее, без ущерба для их надежности и эффективности.

Более тонкие подложки
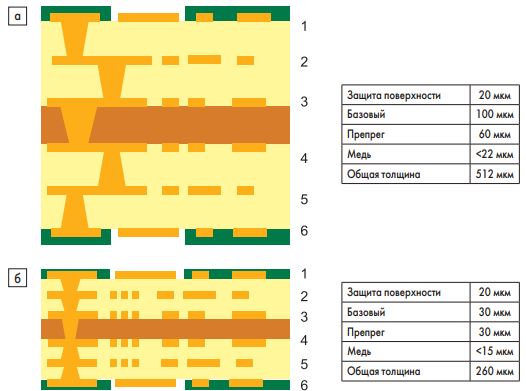
Хотя значительная доля миниатюризации может быть достигнута по осям X и Y, технология начинает подходить к пределам своих возможностей. Еще один уровень компактности достижим за счет использования жестких и гибких ультратонких базовых материалов для создания более тонких высоконадежных печатных плат (рис. 2). Тогда как миниатюризация в направлении X и Y может значительно уменьшить макет печатной платы, миниатюризация в направлении Z оставляет больше пространства для других компонентов и снижает общую толщину устройства.
Для плат с более тонкими материалами основы требуется меньше меди для покрытия отверстий соединений. Это автоматически приводит к более тонким слоям меди и, следовательно, к более тонким разрешениям для линий/зазоров и меньшей площади межсоединений.
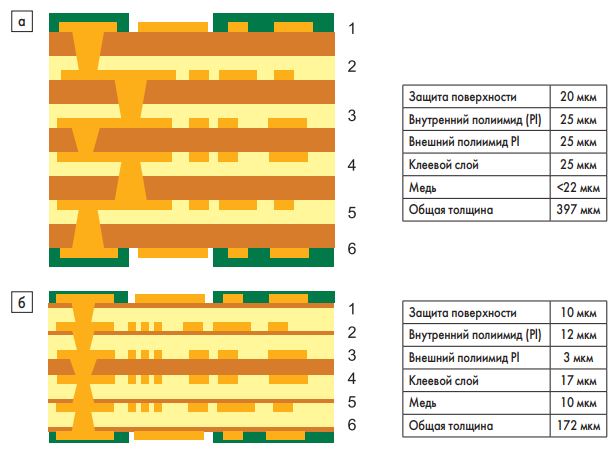
б) 6‑слойная структура слоев с ультратонким материалом основы (примерно на 50% тоньше)
Гибкие системы
Медицинские приборы, такие как слуховые аппараты или активные имплантаты, часто требуют печатных плат, способных уместиться на минимально возможной площади для улучшения комфорта пациента. Применение гибких подложек позволяет создавать печатные платы, которые можно сворачивать для уменьшения занимаемой площади и более рационального использования объема. Это позволяет увеличить плотность размещения плат.
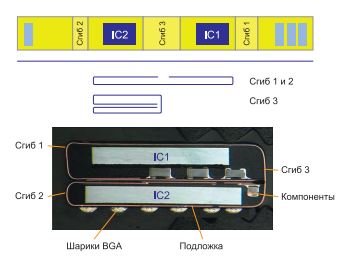
Использование более тонких гибких материалов вместо традиционных толстых гибких материалов еще больше сокращает пространство, нужное для печатной платы. Например, шестислойная гибкая система почти в два раза тоньше системы, созданной на стандартных гибких материалах. В слуховых аппаратах используются такие гибкие системы, в которых необходимые электронные компоненты устанавливаются внутри одного корпуса, умещающегося в слуховом проходе. В этом случае печатная плата монтируется в плоском виде со всеми ИС, резисторами и конденсаторами, а затем сворачивается, чтобы уменьшить общую площадь.
Ультратонкие гибкие подложки легче изгибаются. Это означает, что печатные платы можно согнуть с меньшим радиусом изгиба, чтобы достичь меньшего объема (рис. 3).
Сравнительный анализ приведен в таблице 1.

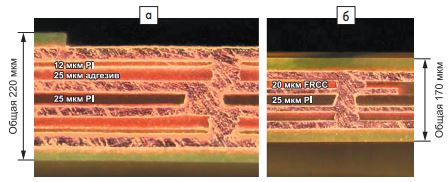
Улучшенная возможность сгибания делает ультратонкие материалы оптимальными для создания кабелей, которые требуют динамического изгиба, как у роботов-манипуляторов. В настоящее время внешние слои многослойной гибкой системы обычно составляют 12 мкм для полиимида и столько же для клеевого слоя. Новый материал FRCC, созданный в DYCONEX, предлагает толщину 3 или 5 мкм для полиимидных внешних слоев в сочетании с клеевым слоем минимум 17 мкм (рис. 4, 5, таблица 2).

Жесткие системы
Для устройств, которым требуются 2D печатные платы, доступны ультратонкие жесткие материалы. Они обычно используются как подложки для ИС и помогают сделать весь блок очень тонким. Например, толщина 6-слойной жесткой системы на ультратонком материале составляет около 260 мкм, такая же система со стандартным материалом — толщиной 512 мкм (рис. 6).
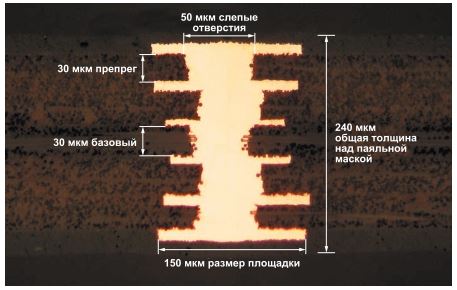
С ультратонкими жесткими материалами можно получить шаг между проводниками менее 175 мкм, дорожки или зазоры шириной 25 мкм, диаметр отверстий 50 км, а диаметр площадок 100 мкм (рис. 7, таблица 3).

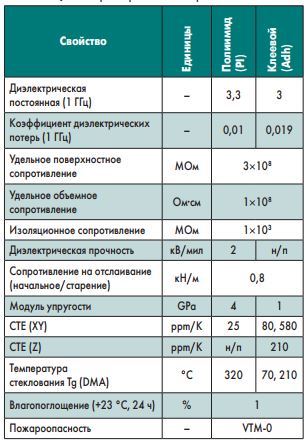
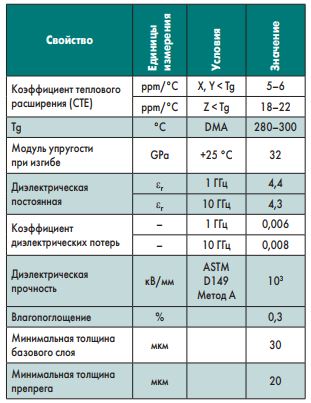
Коэффициент теплового расширения жесткой подложки — одно из наиболее важных свойств материалов, предназначенных для установки чипов. Если он плохо сочетается с кремниевой матрицей, это может привести к возникновению трещин, что отрицательно повлияет на производство корпуса и монтаж компонентов на подложку. Проблемы с коэффициентом теплового расширения могут даже привести к нарушениям при использовании устройства.
Ультратонкие материалы подложки также должны обладать очень хорошими высокочастотными характеристиками, чтобы соответствовать сегодняшним требованиям высокоскоростных телекоммуникационных устройств (таблица 4).
Особенности ультратонких материалов
Поскольку для ультратонких материалов нужны специальные методы проектирования, технология производства и другие факторы, очень важно работать с опытным производителем печатных плат, предоставляющим передовые инженерные услуги. С ультратонкими материалами можно использовать самые современные методы, такие как прямое лазерное изображение, однако здесь требуются высокоточные процессы регистрации, так как с применением более тонкого материала все параметры обычно имеют меньший размер. Важно отметить, что более тонкий материал может привести к деформации и повышенной гибкости, а значит, все операции во время сборки (по сравнению с обычными материалами) должны быть выполнены весьма тщательно и аккуратно. Уменьшенные размеры и сокращенные площадки требуют более высокой точности при монтаже, поскольку при использовании более тонких материалов сложнее разместить собранные схемы в конечное устройство, не поломав их.
Очень важно предварительно обсудить с производителем печатных плат все детали и тонкости, связанные с требованиями к обработке и количеством элементов на поставочной панели. Дополнительная обработка и крепления, необходимые для ультратонких материалов, увеличивают затраты на сборку и обработку. Однако более низкие технологические затраты и расходы на материалы могут сбалансировать итоговые издержки.
Затраты на материалы будут меньше, так как требуется меньше меди. Консультация с командой инженеров производителя печатных плат на этапе проектирования может помочь найти максимально эффективное по затратам решение, соответствующее требуемой производительности конкретного устройства.
Обеспечение качества и надежности
При использовании ультратонких материалов чем тоньше структура слоев, тем выше надежность структуры межсоединений. Меньшее расширение по оси Z приводит к меньшей нагрузке на отверстия во время термальных циклов. Компания DYCONEX создала центр компетенции по надежности продукции. Эта испытательная лаборатория объединяет все процессы, необходимые для тщательного мониторинга надежности продукта. Оборудование включает станции для электроизоляции и термографии, а также устройства для тестирования нагрузки межсоединения (IST), тестеры на изгиб, печь имитации пайки, инструменты для термомеханического и динамического механического анализа (TMA, DMA).
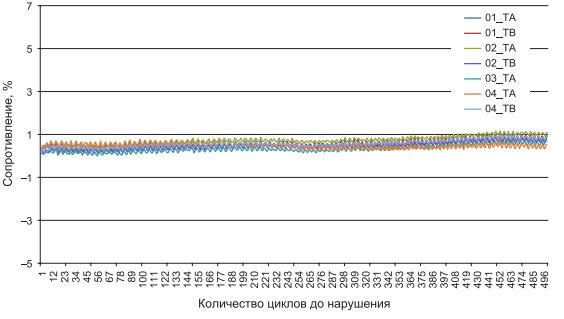
Кроме этого, для исследований можно использовать растровый электронный микроскоп и различные оптические микроскопы. Для медицинских и космических приложений лаборатория разработала расширенные системные методики, предоставляющие возможность собрать убедительные доказательства надежности продукта, используя ускоренные тестовые процедуры, такие как тест IST (тест нагрузки на межсоединения) (рис. 8).
В тестах IST специальные образцы с нанесенными отверстиями подвергаются термальным циклам, после которых измеряются возможные изменения сопротивления самого образца. Любое соответствующее увеличение сопротивления указывает на повреждение.
Заключение
На тех рынках, где важную роль играют миниатюризация и высокая надежность, сегодня популярны ультратонкие материалы, предназначенные для основы печатных плат. Они дают возможность для уменьшения габаритов с одновременным увеличением функциональности с увеличением функциональности в разработках с более высокой плотностью компоновки.
Использование более тонких материалов приводит к меньшим размерам переходных отверстий, снижению соотношения сторон отверстий, более тонким дорожкам и зазорам, уменьшению медного покрытия и лучшему заполнению, но при этом может возрасти сложность обработки. Сотрудничество с производителем печатных плат, предлагающим передовые инженерные услуги, может помочь создать компактную разработку, остающуюся надежной и эффективной по затратам.
О компании DYCONEX
DYCONEX, компания группы Micro Systems Technologies (MST), имеет 50-летний опыт производства гибких, жестко-гибких и жестких печатных плат с высокой плотностью монтажа и высокой степенью сложности для устройств, в которых важнейшими характеристиками являются миниатюрность, повышенная функциональность, качество и надежность. DYCONEX поставляет сложные печатные платы, LCP и решения по подложкам плат для ведущих производителей по всему миру в сфере медицинских технологий, космоса, авиации, промышленной электроники, телекоммуникаций и полупроводниковых технологий. На этапе проектирования DYCONEX предлагает широкий спектр услуг, чтобы помочь клиентам создать оптимальное решение для своих приложений, учитывая максимально эффективную возможность производства.
Об авторе
Даниэль Шульц (Daniel Schulze) окончил Технический университет Дрездена и имеет диплом
по электротехнике. Во время подготовки диплома и стажировки в Исследовательском центре Georgia Tech Packaging он принимал участие в работе с оптическими волноводами, встроенными в печатные платы. В 2005 году стал инженером-разработчиком в DYCONEX AG. С 2008 года был техническим руководителем в DYCONEX и отвечал за разработку продуктов на базе печатных плат для медицинской визуализации, слуховых аппаратов, кохлеарных имплантатов и промышленных устройств.
