Уровни корпусирования электроники
Уровни корпусирования электроники
Отличие между различными уровнями корпусирования электроники – это конвенция, которая не всегда последовательна. Обычно это относится к первичному соединению чипов (интегрированные схемы, центральное процессинговое устройство, чипы памяти, графический процессор и др.) с другими элементами или к соединительным структурам на первом уровне корпусирования. Обычно такие корпуса первого уровня выполняют функцию выведения очень плотного материала ввода\вывода чипа на более крупную площадку, которая может быть более просто соединена с другими элементами. Примерами таких корпусов являются свинец-содержащие компоненты, корпуса, соединенные проводами, или корпуса флип-чип (ИС с шариковыми выводами). В зависимости от положения соединяющих площадок на корпусе различают корпуса с двухрядным положением выводов, решеткой выводов по периметру и поверхностной решеткой. Корпуса первого уровня также могу включать пассивные компоненты, такие как конденсаторы или резисторы.
Корпуса второго уровня обычно относятся к производству печатных плат (печатные платы, материнские платы) и установку корпусов первого уровня и пассивных компонентов (конденсаторы, резисторы, индукторы) на такую плату (монтаж).
Корпусирование третьего уровня обычно подразумевает соединение смонтированных плат с такими элементами, как источники питания, дисплеи и итоговую установку в «коробку», что и является конечным электронным устройством.
Иногда также используется термин «корпусирование нулевого уровня». Он подразумевает формирование свойств межсоединения на панели перед тем, как она нарезана (разделена) на отдельные чипы. Такое корпусирование нулевого уровня может включать в себя формирование так называемых перераспределительных слоев (RDL) и их соединительных площадок с целью переформирования шаблонов ввода/вывода, например, от выводов по периметру к поверхностной решетке выводов. Эти перераспределительные слои могут также содержать пассивные компоненты. Корпусирование нулевого уровня будет также включать формирование выводов на площадках, что включает размещение под выводами металлических слоев (Рис.1). В качестве альтернативы здесь можно упомянуть нанесение медных подушек на площадки. Формирование отверстий через кремний, их металлизирование, заполнение и межсоединения для создания штабелирования чипов также могут быть названы корпусированием нулевого уровня. Более того, крепление и удаление крепежных лент во время любых операций на уровне пластины относится сюда же.
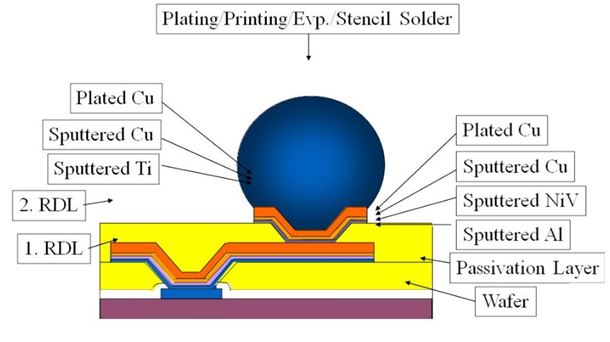
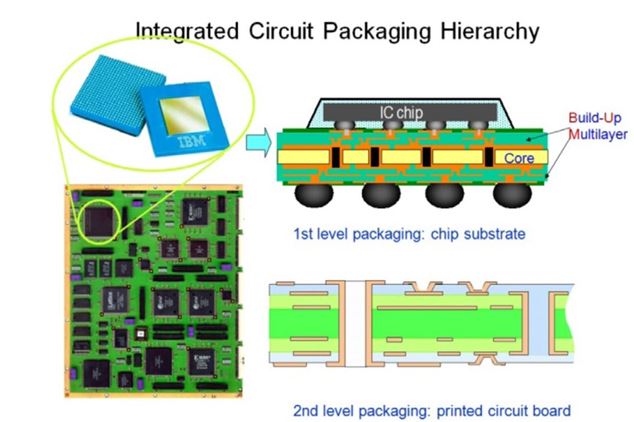
Рис.2 иллюстрирует первый и второй уровни корпусирования. В этом случае флип-чип с поверхностной решеткой (показан справа вверху) соединен на первом уровне корпусирования с подложкой флип-чипа (или корпусом), которая имеет двустороннее жесткое ядро (желтый) и два надстроенных слоя с микроотверстиями на каждой стороне (зеленый). Затем этот корпус соединяется с печатной платой, что показано ниже слева как собранная (смонтированная) плата. Ее разрез показан снизу справа. Можно видеть заполненное и незаполненное металлизированное сквозное отверстие, слои из смешанного материала диэлектрика (желтый и зеленый), что не так распространено, как конструкции из одного диэлектрика. Плата также же имеет слой с одним микроотверстием на каждой стороне.
1. Корпусирование нулевого уровня: требования к материалам и процессу.
В целом корпусирование на уровне панели использует процессы и оборудование, отличающиеся от обычного процессингового оборудования печатных плат, такого как конвейерные распылительные модули, автоматические контакт или лазерные принтеры и др. Пластины обычно обрабатываются индивидуально, например, в интегрированных устройствах напыления, «фонтанных» устройствах покрытия, степперах и др. Материалы должны быть совместимы с этими процессами. Многие процессы обработки являются вакуумными, поэтому освобождение газа из органики может стать проблемой. Необходима высокая степень чистоты химикатов, особенно контроль ионных примесей на очень низких уровнях.
2. Корпусирование первого уровня: требования к материалам и процессу.
Требования к материалам и процессу для корпусирования первого уровня зависят от природы самого устройства, но можно сформулировать общие для всех требования. Температуры пайки для соединения чипа с корпусом обычно выше, чем температуры пайки для соединения корпуса с печатной платой. Это приводит к более жестким требованиям к химической и размерной стабильности материалов, которые входят в слой диэлектрика. Так как размеры проводящих линий и зон меньше, чем у печатных плат, то схемизация надстроенных слоев флип-чип корпусов часто использует полу-аддитивный процесс, который требует хорошего соединения электролитической меди с поверхностью пленки диэлектрика. К тому же размеры микроотверстий на корпусах обычно меньше, чем отверстия на платах высокой плотности монтажа, поэтому сверление, очистка медных площадок и очистка отверстий от излишков смолы становятся более сложными по сравнению с платами высокой плотности монтажа.
Так как корпусирование первого уровня является самым близким к чипу, желательно приблизить коэффициент теплопроводности всех материалов к тому, чтобы избежать возникновение трещин от стресса во время термального воздействия. Коэффициент теплопроводности (CTE) кремния составляет около 3-4 м.д./градус Кельвина, для меди и свинца он около 16-17, для стекловолокна около 20 в X/Y площади, но 60-70 по оси Z. СТЕ 40 и меньше во всех измерениях требуется для слоев диэлектрика.
3. Корпусирование второго уровня: требования к материалам и процессу в сравнении с корпусированием первого уровня.
Есть много электрических, механических, экологических требований и требований по безопасности к печатным платам, что приводит к особым требованиям для диэлектриков. Также есть спецификации для проводников, особенно для меди, такие как такие как предел прочности при растяжении, относительное удлинение, размерная однородность (высота, ширина), и прочность на отрыв (адгезия к окружающим диэлектрическим материалом). Прочность на отрыв, конечно, является характеристикой природы химического и механического интерфейса между медью и диэлектриком, и так как влияет на обоих – и на медь, и на диэлектрик – нужна подготовка таких поверхностей для достижения желаемой прочности на отрыв. По сравнению с требованиями корпусирования первого уровня, требования к корпусированию второго уровня обычно не включают способность к обработке за счет полу-аддитивного процесса схемизации, они менее строги относительно низкого коэффициента теплопроводности и высокой химической и размерной стабильности. Требования, связанные с производством печатных плат, включают химическую совместимость по очистке остатков смолы (например, удаление остатков смолы с внутреннего слоя меди с перманганатом калия), и совместимость с обычным механическим сверлением, также как и с лазерным сверлением. Необходимо отметить, что в отрасли есть большое нежелание вносить изменения в процесс для адаптации новых материалов. Поэтому технологичность и сам процесс являются важными моментами. Также критичными являются вопросы цены/производительности. Нет единого параметра «хорошести» для высокопроизводительных материалов печатных плат. Параметры эффективности вырастают из требований к конечному продукту, потребностей процесса обработки, а также из требований, возникающих из характеристик полупроводников, и определяются контрактными производителями. В зависимости от сложности и эффективности ИС, а также в зависимости от конечного продукта, различные критерии эффективности формируют «наиболее значимый» список. Существуют стандарты приемки/эффективности и методов тестирования для печатных плат. Наиболее широко используемые методы и стандарты разработаны и опубликованы IPC. Примеры этого:
- IPC-A-600 Acceptability of Printed Boards (Приемлемость печатных плат)
- IPC-4101D (Specification for Base Materials for Rigid and Multilayer Printed Boards – Спецификации по базовым материалам для жестких и многослойных печатных плат)
- IPC-TM 650 Test Methods Manual (Руководство по методам тестирования)
Примером из Руководства по методам тестирования является Метод 2.6.8 Термальный стресс. Он требует подвергнуть образец температуре 288°C на 10 секунд 3-6 раз. Затем образец инспектируется на нарушения в схемах, сквозных отверстиях и диэлектрике, а также на нарушение покрытия.
Источник: magazines007.com
