5 главных проблем устройств BGA. Часть 2
2. Повреждение соседних устройств
При увеличении плотности компонентов на печатной плате увеличивается необходимость защиты соседних термочувствительных компонентов рядом с BGA, таких как керамические конденсаторы, кристаллы и компоненты с пластиковыми корпусами, например, разъемы. Эти устройства должны быть защищены от воздействия тепла при процессе пайки. Если этого не сделать, они могут быть повреждены в явной или «скрытой» форме. Кроме того, долгосрочная надежность таких компонентов тоже может пострадать от воздействия тепла, даже если внешне это не будет заметно. Хотя такие компоненты могут выдерживать пиковую температуру 2600C (как определено в J-STD-002), их надежность может пострадать в среднесрочной и долгосрочной перспективе, если слой интерметаллического соединения будет слишком толстым. Материал соседнего андерфилла может «вытечь», поскольку его температура расплавления ниже, чем температура ликвидуса бессвинцового припоя.
Существует много разных способов экранирования внутри и вокруг зоны доработки BGA. Повышение температуры ликвидуса бессвинцового припоя увеличило рабочие температуры в тех зонах, где находятся чувствительные компоненты с серьезными ограничениями по температуре корпуса и времени воздействия (IPC JSTD-075 является стандартом для максимальных времени/температуры воздействия для всех не полупроводниковых устройств). Толщина интерметаллического слоя, которая в определенной степени отражает механическую прочность паяных соединений, может стать слишком большой при длительном воздействии температур выше ликвидуса. Если она станет слишком большой, паяные соединения станут хрупкими. А это в свою очередь влияет на надежность паяных соединений.
Чтобы предотвратить эти негативные воздействия на соседние устройства при доработке BGA, необходимо качественное экранирование. Исследование показало, что эффективность экранирования «историческими» материалами, такими как пленка KaptonTM и нержавеющая сталь, не столь высока, как при использовании современных материалов, таких как экранирующий гель на основе глины (Рис.5) и нетканые керамические материалы. Исследование подтверждает, что для полной защиты устройства от теплового повреждения гелевый материал на основе глины в качестве теплового щита в два раза более эффективен, чем пленка Kapton, при близком расстоянии, и в три-четыре раза более эффективен при больших расстояниях. Керамический материал из нетканого волокна практически также эффективен, как гель, с точки зрения термозащитных свойств, но его не нужно отчищать после использования.
В современных устройствах, таких как смартфоны и планшеты, используется андерфилл, чтобы корпус BGA мог выдержать требования испытаний на падение без повреждений паяных соединений. Для специалиста по доработке проблема заключается в пластичности андерфилла. Так как свойства вязкости, даже если они выше температуры плавления, создают беспорядок под корпусом BGA. Даже если BGA с андерфиллом можно отделить от платы, приложенная механическая сила может потенциально повредить устройство или плату.
Доработка андерфилла
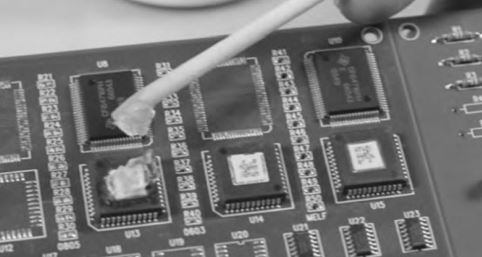
Температура размягчения андерфилла ниже, чем температура пайки печатной платы. Это значит, что под BGA, также как и под любым другим не защищенным устройством андерфилл размягчается и расширяется до того, как припой расплавится. Это приводит как к появлению липкости, так и проблемам с удалением устройства. Во время извлечения андерфилл будет вытекать, так как локальное давление выталкивает припой, когда он достигает температуры плавления. В результате это все приводит к хаосу на поверхности устройства. При извлечении устройства с печатной платы механическое усилие от специальной насадки или рычага может причинить плате значительные повреждения (Рис.6).
Помимо того, что плата может быть повреждена при извлечении устройства, могут также возникнуть повреждения вокруг и под зоной устройства при удалении андерфилла с печатной платы. Эти повреждения могут быть вызваны соплом для удаления припоя, которое может поцарапать или повредить контактные площадки паяльной маски при удалении остатков андерфилла. Более того, прилипание андерфилла может быть таким сильным, что площадки просто оторвутся от платы. Подобное явление чаще случается с площадками, не имеющими соединений под BGA.
Один из способов избежать серьезных повреждений при подготовке места для BGA после извлечения устройства – использование высокоскоростной фрезерной системы. При таком решении используется не прямое нагревание для размягчения андерфилла, а затвердевший андерфилл отшлифовывается с помощью высокоскоростной фрезеровки, также как и остатки шариков припоя. При выполнении данной механической операции требуется высокая точность (Рис.6).
Если шлифовка будет не достаточна, то останется слишком много андерфилла на месте размещения BGA устройства, что делает площадки не годными для пайки. Данный способ доработки должен выполняться очень аккуратно и точно, чтобы механическая вибрация и нагрузка при доработке не привели к снижению надежности печатной платы.
4. Повреждение паяльной маски
Повреждение паяльной маски под устройством BGA происходит по нескольким причинам. Это может быть повреждение в виде отсутствия маски, либо нарушении адгезии маски с печатной платой. Это может быть вызвано использованием паяльной оплетки при подготовке площадки, неконтролируемым источником тепла при извлечении BGA, аномально высоким количеством циклов нагрева печатной платы или плохой изначальной адгезией паяльной маски. В результате возникает проблема в виде стекания припоя в гантелевидной форме, что создает его недостаток в паяных соединениях. Плохо приклеенная паяльная маска может приводить к коротким замыканиям и другим нарушениям.
Существует множество способов починить паяльную маску, каждый из которых имеет свои преимущества и недостатки. Простой способ точечного ремонта паяльной маски – использование ручки для ремонта (IPC 7721 2.4.1), которая обычно затвердевает воздушной сушкой или запеканием. Другой способ, приведенный в IPC 77212.4.1, - с помощью использования жидкой паяльной маски. Она может быть нанесена на зоны, где нужен ремонт. Затем она отверждается воздействием температуры или ультрафиолета. Еще один вариант ремонта маски под BGA – трафарет, остающийся на месте. Это достаточно надежный способ размещения BGA с одновременным ремонтом маски. Наконец, существует метод трафаретного ремонта маски. Этот метод экономит время ремонта, так как ультратонкий трафарет определяет область, где ремонтируется маска. Заменяющий материал маски наносится на открытые участки трафарета и отверждается. После затвердевания трафарет удаляется, а затвердевшая новая маска остается на своем месте.
Ручки для ремонта паяльной маски маркируются как «простые в использовании» инструменты для ремонта печатных плат, которые могут заменить паяльную маску. Вы просто проводите ручкой по месту, где требуется нанесение паяльной маски. Жидкость вытекает из мягкого наконечника и затем отверждается воздухом или теплом. Наконечники таких ручек достаточно большие по сравнению с современными BGA, поэтому достаточно сложно точно нанести материал маски. Из-за пористой природы наконечника он имеет тенденцию собирать с платы остатки материалов (включая остатки флюса, маски и чистящих средств). Втянутые остатки могут потом загрязнить другие участки платы. Оператор, выполняющий ремонт паяльной маски с помощью этого метода, должен обладать очень высоким уровнем мастерства, но при этом качество ремонта все равно остается достаточно низким.
Наиболее распространенным способом для ремонта паяльной маски на микросхемах класса 2 и 3, если это разрешено, является использование жидкой паяльной маски для замены.
В этом случает квалифицированный специалист выборочно наносит кисточкой или тампоном небольшое количество паяльной маски на поврежденные участки под BGA (предварительно удалив BGA), стараясь не попадать материалом на компонент или участки для пайки. В зависимости от типа используемой маски она может быть подвергнута либо нагреванию, либо ультрафиолету. На современных устройствах с очень малым шагом точное размещение сменной паяльной маски требует большой ловкости рук и использования микроскопа.
Для экономии времени можно разработать и создать трафарет, используя GERBER файлы печатной платы. Это поможет выборочно наносить паяльную маску на конкретные зоны под BGA. Трафарет нужно отклеить от базовой основы, выровнять и разместить на поверхности печатной платы. Сменная маска наносится микроваликом на поверхность трафарета, затем отверждается. После затвердевания трафарет удаляется в ионизирующей среде, чтобы не нанести повреждения статическим зарядом компонентам в этой области. Этот метод хоть и экономит время при ремонте нескольких плат, требующих ремонта в одной и той же зоне, или же при ремонте на очень сложной большой площади, все же требует специалиста с очень высоким уровнем квалификации.
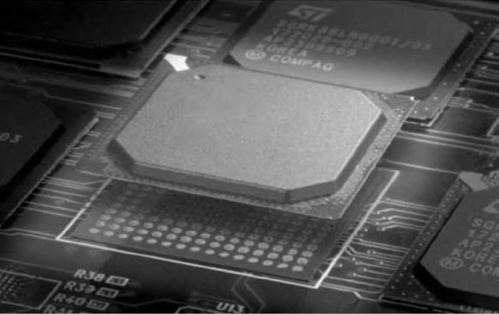
Последний метод ремонта паяльной маски – использование полупостоянного трафарета для BGA, остающегося на месте. Такой трафарет обладает преимуществом простого размещения BGA, а также обеспечивает изоляцию между площадками и предотвращает замыкания между IO. Это позволяет зафиксировать высоту зазора между основанием BGA и печатной платой для контроля высоты схлопывания, при этом выполняя функцию пластыря. После установки трафарета он действует как трафарет для ремонта паяльной маски (Рис.7). Это позволяет даже начинающему специалисту по ремонту восстановить поврежденную паяльную маску под BGA.
5. Повреждение контактной площадки
Другой распространенной проблемой является потенциальное повреждение площадки в процессе доработки BGA. Повреждение площадки обычно является результатом неправильной подготовки участка в результате разнообразных проблем при обработке. В этот список входят загрязнение на фитиле припоя, неправильная температура наконечника, слишком большое давление паяльника на материал, неправильный выбор наконечника припоя или просроченный флюс. Дополнительным фактором отслоения площадки может быть неправильный температурный профиль при процессе извлечения BGA.
Наконец, бывают случаи, когда изначальная адгезия площадки с подложкой недостаточна из-за нарушений при производстве печатной платы.
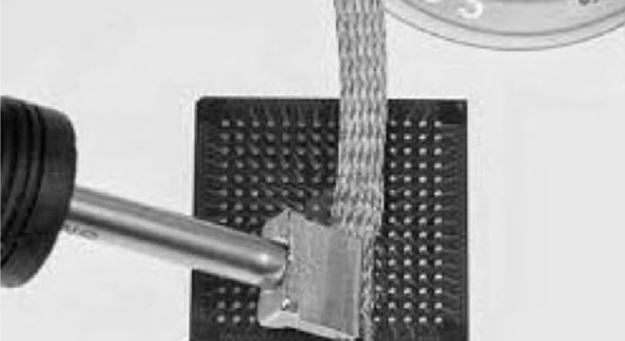
Процедура подготовки площадок под BGA после извлечения устройства BGA приведена в IPC 7711, процедура 4.1.3, а выравнивание площадок в 4.2.1. Среди неправильных методов выравнивания площадок можно вспомнить так называемую «выскребание палубы» (англ. 'scrubbing the deck.'). Это происходит, когда фитиль проталкивается вперед-назад по нижней части площадки BGA. Это приводит царапинам на маске и выгибанию или отслоению контактных площадок. Правильная процедура (Рис.8) предполагает, что паяльная оплетка двигается вверх-вниз на площадках, не царапая поверхность и не повреждая площадки.