5 главных проблем устройств BGA. Часть 1
Деформация BGA
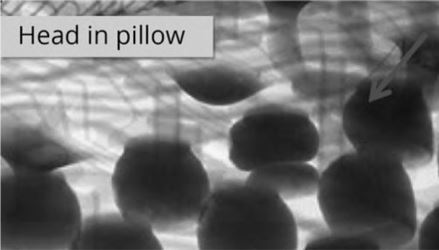
Одной из проблем с BGA в настоящее время является деформация корпусов, так как уменьшение толщины корпусов ведет к множеству проблем. Широко известна такая проблема деформированных BGA как дефект «Голова на подушке» (HiP, от англ. «Head in Pillow») (см. Рис.1). При рентгеновском контроле этот дефект может обнаруживаться, а может и не обнаруживаться. При данном дефекте паяного соединения паяльная паста смачивает контактную площадку, но не полностью смачивает шарик припоя. Это происходит из-за того, что шарик «оттягивается» во время деформации устройства. В результате получается паяное соединение с достаточным соединением для электрической целостности, но не достаточной механической прочностью. А без нее такие компоненты могут отказать даже при небольшой механической или термальной нагрузке.
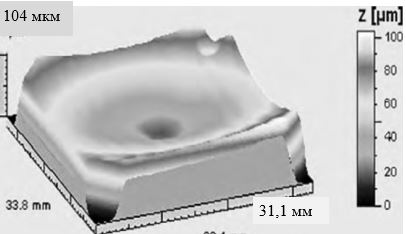
Этот потенциально дорогостоящий дефект обычно не обнаруживается при функциональном тестировании, но проявляется в полевых условиях после того, как устройство подверглось физической или термальной нагрузке. Деформация также может стать причиной возникновения перемычек или коротких замыканий как на внешних углах, так и в центре устройства при замене (см.Рис.2). При подобном явлении центр BGA может выгнуться вверх, а углы опуститься вниз, или наоборот. Иногда этого достаточно, чтобы углы приблизились к поверхности печатной платы. Это добавляет нагрузку на угловые паяные соединения. В дальнейшем при использовании устройства это может стать причиной замыканий или трещин.
Существует несколько точных настроек процесса работы с BGA, которые уменьшают влияние деформированных корпусов. Основной способ уменьшения влияния деформации – это настройка профиля пайки и химического состава паяльной пасты. Профиль пайки поможет определить, какие зоны устройства могут подвергаться термальной нагрузке, а также обеспечить долгосрочность активного уровня флюса. Химический состав паяльной пасты является неотъемлемым шагом в обеспечении активности флюса, если деформация происходит в течение длительного цикла пайки. Эти переменные очень важны для минимизации деформирования BGA в процессе доработки.
Если обеспечить очень маленький перепад температур по всему корпусу BGA – оптимально менее 10OC по всему корпусу, - то можно значительно уменьшить негативное влияние от деформации устройства. Одним из методов обеспечения малого и постоянного перепада температур по всему корпусу является использование программируемого многозонного источника нагрева с нижней стороны (Рис.3). В идеале многозонный источник тепла будет нагревать нижнюю сторону платы до 100-1200C (рабочие температуры при бессвинцовых процессах), а в месте расположения устройства температура поднимается до 1400C, если плата и компоненты могут это выдержать. Небольшой перепад температур обеспечит отсутствие излишней тепловой нагрузки, которая может быть причиной деламинации или деформации платы. Нагревательное сопло (если при пайке используется горячий газ) нагреет шарики припоя на 20-300C выше ликвидуса за 60–120 секунд.
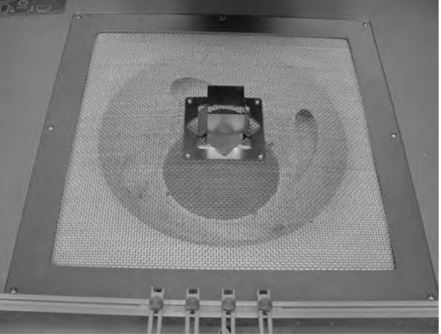
Кроме качественного удаления и профиля пайки печатная плата должна быть хорошо закреплена, чтобы избежать изгибания платы во время извлечения или пайки. Плата должна быть установлена таким образом, чтобы предотвратить возможные изгибы платы. Пример такого держателя платы показан на Рис.4. Недостаточная опора может усугубить потенциальную деформацию платы.
Химический состав паяльной пасты также влияет на степень деформации устройства или платы в процессе доработки. Паяльные пасты с системой активации, создающей устойчивое высокотемпературное флюсование, могут создавать однородные соединения. Это соединение выходит за пределы соприкосновения шарика и сплава пасты, что очень важно для деформированных устройств для формирования интерметаллического соединения. Те пасты, которые не в состоянии поддерживать высокотемпературную эффективность, более подвержены HiP дефектам.
