Проблемы ремонта и реболлинга микросхем WLP
С увеличением спроса на смартфоны, носимую электронику и «Интернет вещей» задача миниатюризации корпусов и печатных плат становится актуальной как никогда. В частности, широкое распространение получила технология WLP-корпусирования (корпусирование непосредственно на пластине — wafer-level packages) благодаря доступной цене, компактному посадочному месту и малой высоте. В свете этой тенденции поставщики компонентов должны быть готовы к проведению анализа отказов (FA) для компонентов WLP, установленных на плату, включая локализацию дефектов (FI), неразрушающий контроль и анализ с разрушением образца. Если отказ на уровне платы или корпуса незначителен или не может быть обнаружен без разрушения, WLP необходимо подвергнуть демонтажу и реболлингу перед тем, как проводить дальнейшее тестирование на уровне компонентов и разрушающий анализ. Из-за высокой хрупкости и малых размеров WLP-компонентов процесс демонтажа и реболлинга представляется весьма рискованным, поскольку такие компоненты не имеют подложки и легко повреждаются при использовании стандартных инструментов для ремонта.
При высокой плотности монтажа возника ет риск повреждения соседних компонен тов во время удаления нужного элемента с платы. В статье рассмотрены проблемы и сложности ремонта и реболлинга на примере конкретного образца WLP, а также предложены способы, позволяющие выявить истинную причину отказа. Авторами разработаны успешные методики ремонта и реболлинга WLP. Для выявления артефактов, возникших в результате теплового или механического воздействия, были использованы оптическая микроскопия (ОМ) и акустическая микроскопия в С‑режиме сканирования (CSAM). Внедрение усовершенствованных методов ремонта и реболлинга WLP позволит отрасли повысить качество и надежность устройств малого размера.
Введение
Потребительский спрос на «умную» носимую электронику, такую как часы, фитнес‑браслеты, очки и наушники, постоянно растет. Однако для входа на данный рынок существуют и барьеры, так как для покупателей важны дизайн, продолжительность работы батареи, функциональность и стоимость электронных устройств. Зрелый рынок смартфонов сталкивается с аналогичными проблемами, поскольку потребители ожидают появления более тонких телефонов с большим временем работы аккумулятора и расширенной функциональностью датчиков.
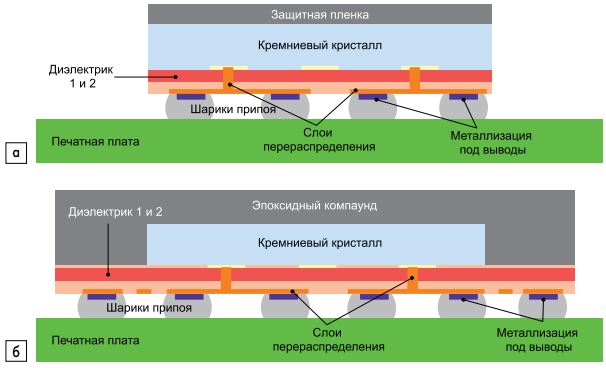
Высокая плотность сборки, системы в корпусе (SiP), корпуса малого размера — все это возможные решения для создания стильных продуктов с улучшенной функциональностью. Технология WLP также набирает популярность благодаря своей низкой стоимости, компактному посадочному месту и малой высоте. Новейшие модели смартфонов содержат в среднем пять‑семь компонентов WLP, многие из которых используются в качестве радиочастотных передатчиков, блоков управления питанием, усилителей звука и модулей BlueTooth и GPS. В отличие от обычных корпусов все операции по корпусированию WLP проводятся до разделения пластины. На лицевую сторону кристалла наносится слой пассивации и слой диэлектрика, затем — металлические перераспределительные слои. После этого идет второй слой диэлектрика, металлизация под выводы, и прикрепляются шарики из припоя. И наконец, компоненты отделяются от пластины.
На рис. 1 показаны две основные категории WLP: традиционная ТТЛ‑технология WLP (fan‑in) и более современная КМОП, или «веерная», технология WLP (fan‑out). Диэлектрик нанесен на края и лицевую сторону WLP, а кремниевая задняя сторона покрыта защитной пленкой. Как следует из названия, «веерные» WLP «разводят» межсоединения от меньшего по размеру кремниевого кристалла к более крупному корпусу. Конструкция с веерным выходом позволяет изменять шаг шариков, повышать плотность ввода/вывода и легко интегрировать их в SiP (система в корпусе) и другие многослойные корпуса. Также увеличивается надежность на уровне платы за счет защиты кристалла эпоксидным компаундом.
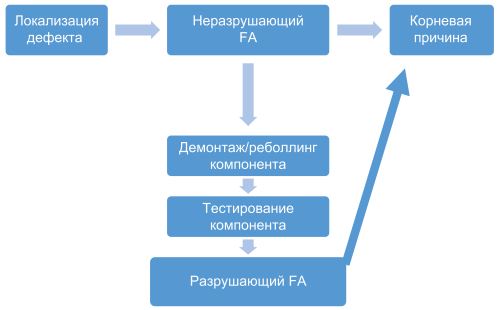
На рис. 2 показан стандартный процесс анализа отказов для такой системы, как мобильный телефон, планшет или носимое устройство:
- Сначала проводится локализация неисправности для определения отказавшего компонента.
- Затем проводят неразрушающий контроль для обнаружения дефектов на уровне платы и корпуса.
- Если дефект незначительный или не может быть обнаружен без разрушения, корпус должен быть подвергнут демонтажу и реболлингу перед тестированием компонентов и дальнейшим анализом.
Из‑за малого размера и хрупкости WLP их ремонт и реболлинг может оказаться очень сложным. В статье предложен обзор процесса анализа дефектов, при этом акцент сделан на методологии ремонта и реболлинга компонента. На конкретном примере будут рассмотрены проблемы этого процесса, а также предложены рекомендации для повышения качества WLP в разрезе влияния на них тепловых или механических воздействий.
Локализация дефекта — первый и очень важный этап оценки отказов на системном уровне. Обнаружив конкретный компонент или соединение, в котором произошел отказ, можно выбрать оптимальный подход для анализа и значительно сократить время его выполнения. Существует несколько методик локализации дефектов для определения разрывов и коротких замыканий: ручное зондирование, рефлектометрия во временной области и электрооптическая терагерцевая импульсная рефлектометрия [2]. Высокоомные короткие замыкания также можно обнаружить, подав питание на плату и измерив локальное повышение температуры с помощью методов инфракрасного тепловидения [3].
После того как компонент, в котором произошел отказ, найден и изолирован, проводится неразрушающий анализ для обнаружения серьезных дефектов на уровне платы или корпуса. ОМ можно использовать для проверки внешних дефектов платы или корпуса, таких как инородные предметы, поверхностные трещины в матрице или литье. Поскольку на WLP есть открытые слои диэлектрика (а у WLP по ТТЛ‑технологии есть открытый Si), особенно важно сначала выполнить проверку на наличие внешних сколов или трещин. Рекомендуется повторно провести оптический контроль после ремонта и реболлинга, чтобы убедиться в отсутствии каких‑либо дефектов.
Для обнаружения внутренних дефектов или оценки степени внешнего повреждения можно использовать популярную неразрушающую технику CSAM, которая применяет ультразвуковой датчик для растрового сканирования задней стороны корпуса. На границах материала акустический импульс отражается от преобразователя, и регистрируется амплитуда сигнала. Границы между воздухом и твердым телом возникают в местах трещин, пустот или повреждений покрытия и возвращают высокоинтенсивные сигналы. Поэтому CSAM является эффективным метрологическим методом для определения значительных внутренних дефектов компонента, которые невозможно определить с помощью простой оптической проверки. Можно использовать CSAM и для выявления артефактов после проведения ремонта и реболлинга, особенно возникших в результате теплового воздействия отслоения покрытия.
Другой распространенный метод — 2D‑рентген, который на уровне платы обеспечивает быструю и эффективную проверку на наличие пустот и перемычек. Оптимизируя углы наклона и поворота тестируемого образца, можно также обнаружить отсутствие смачиваемости и отсутствие контакта. Однако при помощи 2D‑рентгена нельзя локализовать субмикронные дефекты, такие как трещины в металлизации платы или в переходных отверстиях.
Существуют также более продвинутые методы неразрушающего контроля. В частности, трехмерная рентгеновская компьютерная томография показала свою эффективность в обнаружении субмикронных дефектов как в плате, так и внутри корпуса компонента. Образец поворачивается на определенный угол, и выполняется множество 2D рентгеновских изображений, которые затем накладываются друг на друга для создания трехмерной модели. Полученным 3D‑изображением можно манипулировать, выделять виртуальные «участки» образца и исследовать паяные соединения, металлизацию отверстий и дорожки.
Если при использовании неразрушающих методов анализа платы или компонента не удается обнаружить дефекты, то блок должен быть отправлен на дальнейшее тестирование компонента. Стандартные испытательные гнезда для компонентов имеют подпружиненное плавающее основание, которое направля ется шариками припоя, а не краем корпуса. Следовательно, для выравнивания корпуса и создания хорошего электрического контакта у каждого вывода требуется реболлинг. Очень важно сохранить сигнатуру дефекта перед тестированием; соответственно, необходимо принять меры для проведения качественного реболлинга и уменьшения термических и механических дефектов.
На результат процесса демонтажа и реболлинга влияют несколько различных факторов, которые можно объединить в четыре основные категории:
- Персонал.
- Выбранные методы.
- Используемые материалы.
- Применяемое оборудование и инструменты [5].
На рис. 3 показаны факторы, влияющие на результат ремонта и реболлинга.
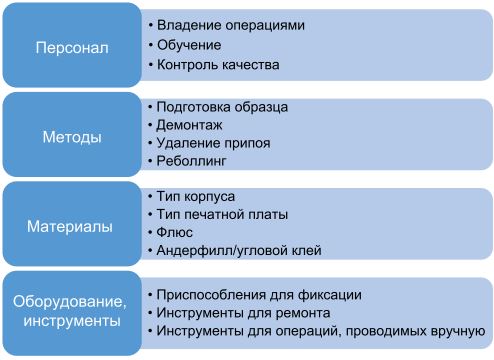
Факторы, влияющие на результат процесса ремонта и реболлинга
Категория «Персонал» относится к человеческому фактору и включает в себя владение операциями, обучение и контроль качества. Человеческий фактор особенно важен при работе с WLP и другими миниатюрными устройствами, так как они значительно более хрупкие, чем стандартные flip‑chip‑компоненты. Для минимизации механических дефектов и предотвращения повреждений кремния или слоев диэлектрика все операции должны проводиться опытными высококвалифицированными специалистами.
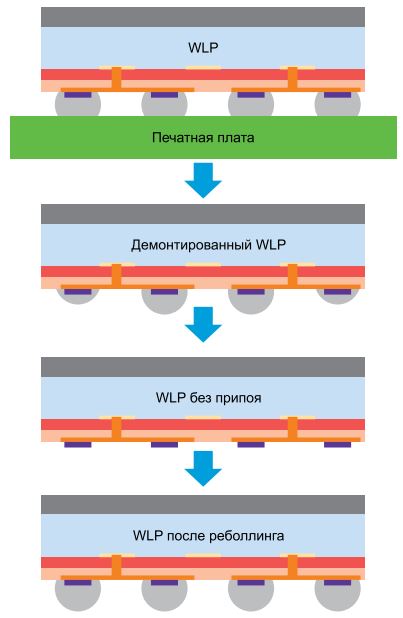
В категорию «Методы» входят основные этапы процесса ремонта и реболлинга, а именно подготовка образца, демонтаж корпуса с платы, удаление припоя с площадок на корпусе и реболлинг компонента. Сначала корпус нужно подготовить к демонтажу, удалив все радиаторы, термопасту, угловой клей и андерфилл. Затем корпус демонтируется с печатной платы либо механически, либо термически. Потом с площадок корпуса удаляется припой с помощью оплетки для удаления припоя и наконечника или с использованием бесконтактного вакуумного метода удаления припоя [6]. Наконец, проводится реболлинг с помощью трафарета, либо преформы, либо методом лазерной струйной печати, либо методом автоматической расстановки шариков. На рис. 4 показана трансформация WLP по мере проведения процесса демонтажа и реболлинга.
К «Материалам» относится тип корпуса, тип печатной платы, флюс, андерфилл и угловой клей, которые также оказывают влияние на результат ремонта и реболлинга. Чем выше плотность платы и меньше размер корпуса, тем сложнее выборочно нагреть и удалить детали с малой площади. А поскольку у WLP нет ни подложки, ни паяльной маски, возрастает риск повредить диэлектрик или даже слои перераспределения.
И наконец, на результат ремонта оказывают влияние используемые в процессе оборудование и инструменты. Устройства для ремонта могут сильно различаться по стоимости и сложности — от фена с горячим воздухом и пинцетов до полностью автоматизированной ремонтной станции. Полуавтоматические и автоматические ремонтные станции очень дороги, зато они минимизируют риск возникновения термических или механических дефектов. Последнее особенно важно для WLP, так как этот тип компонентов достаточно сложен в обращении.
Эксперимент
Для тестирования процессов демонтажа и реболлинга был использован корпус размером 3,5х3,5 на базе подложки кристалла по технологии ТТЛ (fan‑in) со стандартным шагом шариков припоя (SAC405) 0,5 мм. Демонтаж, удаление припоя и реболлинг проводились на полуавтоматической ремонтной станции. До и после эксперимента выполнялся ОМ‑ и CSAM‑контроль для обнаружения механических и термических дефектов.
Демонтаж компонента с платы
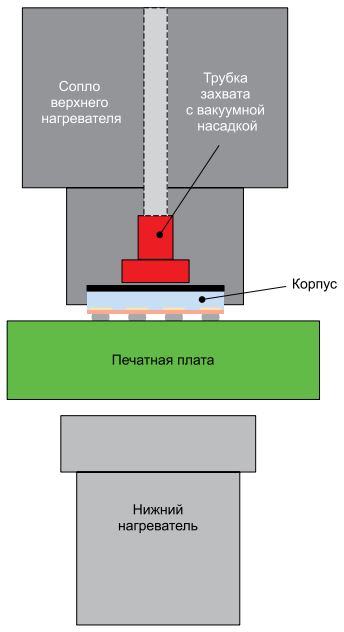
На рис. 5 показана установка для демонтажа компонента с помощью полуавтоматической ремонтной системы. Печатная плата была закреплена на держателе, снабженном приводом. Центровка WLP между верхним и нижним нагревателем проводилась вручную с помощью системы технического зрения. Конвекция верхнего нагревателя локализовалась с помощью 10‑мм сопла, которое опускалось на плату, и по программе термопрофиля деталь нагревалась до температуры плавления припоя. Для предотвращения термических дефектов и обеспечения полного расплава припоя WLP нагревалась до температуры между +217 и +250 °C за 60–90 с. При пиковой температуре +235…+250 °C WLP поднималась с печатной платы с помощью вакуумного захвата через металлическую трубку. На рис. 6 показана вакуумная 3,5‑мм присоска в форме чаши, которая позволяла минимизировать механическую нагрузку на кремниевую сторону WLP. Для того чтобы точно снять температурный профиль пайки WLP, пришлось пожертвовать платой. Компонент WLP был демонтирован посредством тестируемого метода. Затем в плате на посадочном месте микросхемы, на уровне ее центра, верхнего правого и нижнего левого углов были просверлены отверстия. С тыльной стороны печатной платы были вставлены термопары вровень с площадками на лицевой стороне платы. Затем термопары были зафиксированы с помощью теплопроводной эпоксидной смолы. После того как термопары были прикреплены и протестированы, блок был закреплен на держателе ремонтной станции. На площадки на монтажной стороне WLP был нанесен тонкий слой флюса, потом с помощью системы технического зрения свежая WLP была спозиционирована и размещена на печатной плате. Корпус припаяли к плате, а время и температура итеративно регулировались до тех пор, пока не были достигнуты пиковые параметры пайки.

Удаление припоя
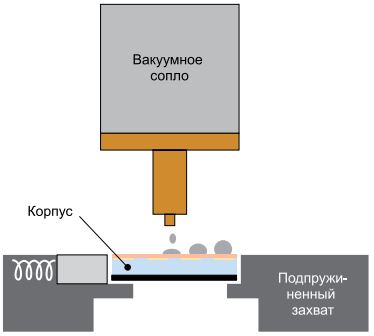
После демонтажа корпуса необходимо удалить остатки припоя, чтобы обеспечить гладкую и ровную поверхность для реболлинга. Традиционное удаление выполняется по технике втягивания припоя с помощью насадки с горячим воздухом и оплетки. В описываемом эксперименте применялся другой способ удаления припоя — бесконтактное вакуумное отсасывание. Этот метод снижает механическую нагрузку и обеспечивает контроль и воспроизводимсть температуры. На рис. 7 приведена схема вакуумного отсасывания, включая вакуумное сопло и оснастку из текстолита. WLP был помещен монтажной стороной вверх на подпружиненное устройство и закреплен на стенде. Верхний и нижний нагреватели доводили компонент до температуры выше температуры ликвидуса припоя, а вакуумное сопло опускалось над компонентом на расстояние 0,1–0,25 мм. Расплавленные остатки припоя и флюса отсасывались вакуумом с прохождением сопла по запрограммированному XY‑растровому шаблону. Поскольку WLP имеет очень маленький размер, потребовалось только два прохода для удаления остатков припоя. Контроль высоты и скорости отсасывания, схемы отсасывания, температуры верхнего и нижнего нагревателя осуществлялся с помощью полуавтоматической программы. Для снижения вероятности образования дефектов и обеспечения температуры ликвидуса на заднюю сторону тестового WLP была подсоединена термопара.
Реболлинг компонента
На рис. 8 показана схема подготовки преформы для процесса реболлинга WLP. После выпаивания компонент был очищен от остатков загрязнений и флюса, операция выполнялась с помощью спрея для удаления флюса и щетки с крупной щетиной. На крепежное приспособление из стекловолокна была помещена специально подготовленная преформа шариками вверх. На сторону корпуса был нанесен тонкий слой флюса, поверх преформы поместили WLP. Для улучшения присоединения шариков и предотвращения приподнимания детали поверх WLP и преформы установили металлический груз. Все вместе — груз, WLP и преформа — были помещены в ремонтную станцию для пайки. Затем, когда компонент остыл, груз и преформу аккуратно убрали. Между преформой и оснасткой была подсоединена термопара для снятия термопрофиля. Температура верхнего и нижнего нагревателя и время были отрегулированы соответственно пиковым параметрам процесса: 60–90 с преднагрева между +150 и +217 °C и 60–90 с пайки между +217 и +250 °C.

Результаты и обсуждения
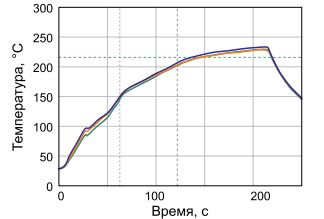
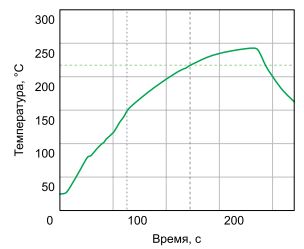
Был проведен демонтаж и реболлинг нескольких компонентов WLP, установленных на плату. Термопрофиль для демонтажа был создан путем снятия профиля монтажа WLP с регулированием установок верхнего и нижнего нагревателя. На рис. 9 показан температурный профиль, полученный во время демонтажа. WLP успешно демонтированы при пиковой температуре +235 °C и времени выше ликвидуса 70 с. После демонтажа была разработана программа вакуумного отсасывания припоя с компонента. WLP разместили монтажной стороной вверх на подпружиненное устройство на оснастке из стекловолокна. К кремниевой стороне была подсоединена термопара для измерения температуры корпуса. Установки верхнего и нижнего нагревателей были отрегулированы таким образом, чтобы температура корпуса оставалась между ликвидусом и + 240 °C.
На рис. 10 можно увидеть изображение с микроскопа одного из WLP после успешного удаления припоя. Проверка показала, что удаление припоя выполнено качественно, остался лишь тонкий слой припоя на площадках под выводы. Наконец, была создана программа реболлинга. Конструкция из преформы, компонента и груза была помещена в оснастку. Между преформой и оснасткой была подсоединена термопара. Температура и время верхнего и нижнего нагревателей выставлялись в соответствии с термопрофилем для преднагрева, достижения пиковой температуры и пайки.
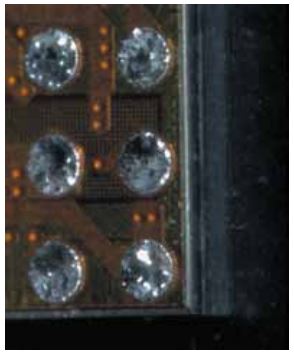
На рис. 11 виден температурный профиль WLP во время реболлинга, пиковая температура пайки +240 °C. Из‑за малой массы груза и WLP вся конструкция была несколько раз сдвинута во время попыток реболлинга, поэтому в начале и в конце процесса поток воздуха был уменьшен. Оптический контроль показал, что шарики были припаяны должным образом (рис. 12). При контроле не обнаружено ни разрывов, ни коротких замыканий.

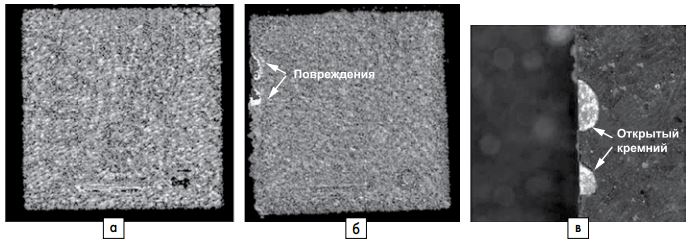
До и после процесса ремонта проводился CSAM‑ и оптический контроль, который помог установить, что термических дефектов нет, но на многих образцах есть механические дефекты двух видов:
- отслоение защитной пленки на задней стороне;
- сколы диэлектрика и металлизации.
На рис. 13а,б показаны изображения CSAM задней стороны корпуса, снятые до демонтажа и после реболлинга. Также контроль после реболлинга позволил найти повреждение на прослойке между защитной пленкой на задней стороне и кремнием. Изображения оптического контроля подтверждают, что защитная пленка на тыльной стороне корпуса отслоилась и обнажила кремний (рис. 13в). Поэтапное исследование помогло установить, что причиной отслойки стало хранение и извлечение WLP из клейких упаковок. Хотя отслоение защитной пленки носит чисто косметический характер, важно позаботиться об уменьшении количества подобных дефектов и предотвратить маскировку реальных причин отказа. Поэтому последующие образцы хранились в пластиковых лотках, а не в клейких упаковках.
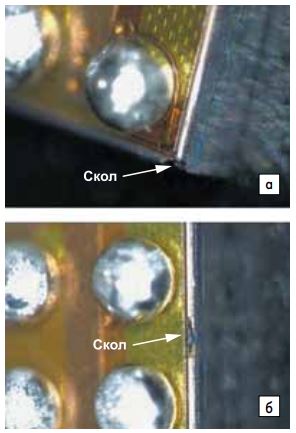
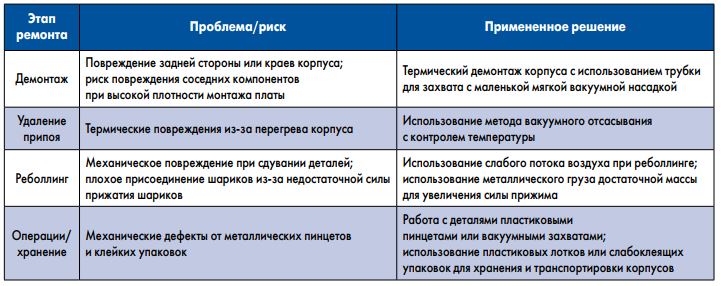
Во время оптического контроля также были обнаружены сколы на лицевой стороне. На рис. 14а, б видны 50‑мкм сколы рядом с диэлектриком и верхним слоем металлизации. Диаметр сколов приблизительно соответствует диаметру губок металлических пинцетов, используемых при работе с WLP. Поскольку WLP со сколами не прошли последующее тестирование компонента, можно сделать вывод, что данные дефекты нарушают целостность корпуса. Таким образом, следует иметь в виду, что сколы на лицевой стороне могут не только замаскировать истинную причину неработоспособности, но и вызывать отказы при тестировании компонента. В дальнейшем все операции с WLP проводились только вакуумным захватом или пластиковыми пинцетами, что позволило избежать подобных сколов. В таблице приведены описанные в статье проблемы и риски, связанные с ремонтом, а также все примененные решения.
Заключение
Для установленных на плату WLP были успешно разработаны программы демонтажа и реболлинга. Для оценки результатов процессов демонтажа и реболлинга, а также для выявления дефектов, вызванных термическим или механическим воздействием, был проведен ОМ‑ и CSAM‑контроль. Вакуумная трубка захвата с мягкой вакуумной насадкой минимизировала риск механических повреждений в процессе термического демонтажа WLP. Бесконтактная установка вакуумного отсасывания для удаления припоя позволила проконтролировать температурный режим. Наконец, реболлинг WLP проводился с помощью преформы и металлического груза. CSAM и ОМ не выявили никаких термических повреждений в процессе ремонта, но были обнаружены механические дефекты в виде сколов и отслоения защитной пленки на задней стороне и рядом с диэлектриком и верхним слоем металлизации. WLP со сколами на лицевой стороне не прошли последующее тестирование компонента, это доказывает, что незначительные повреждения диэлектрика и металла могут привести к снижению функциональности. Оба типа повреждений как на задней, так и на лицевой стороне были успешно устранены благодаря улучшению техник работы с компонентами и их хранения. Подобные улучшения в рамках ремонта и реболлинга позволят проводить эффективный анализ отказов WLP, понимая при этом истинную природу обнаруженных дефектов.
Литература
- The Future of Packaging and Assembly Technology. Tech Search International Inc., 2016.
- Li Y., Srinath P.K.M., Goyal D. A Review of Failure Analysis Methods for Advanced 3D Microelectronic Packages // Journal of Electronic Materials. 2016. Vol. 45.
- Wilson A. IR Cameras Tackle PCB lnspection Applications. 2007.
- Pacheco M. Detection and Characterization of Defects in Microelectronic Packages and Boards by Means of High‑Resolution Xray Computed Tomography. IEEE Electronic Components and Technology Conference, June 2011.
- Primavera A. A. Process Issues for FinePitch CSI Rework and Site Scavenging. EtroniX Conference Proceedings, 2001.
- Wade J., Aspandiar R., Naugler D., Leahy T. PCB Pad Site Dress Methods on BGA and Socket Pad Arrays. SMTAi Conference, 2010.

Сергей Шихов, директор по управлению проектами А‑КОНТРАКТ:
Процесс повышения плотности монтажа в современных устройствах электроники и связанная с этим миниатюризация электронных компонентов происходят непрерывно. Таким образом, практические аспекты ремонта и восстановления миниатюрных ЭК являются очень интересными, особенно для столь «экзотических» компонентов, к которым пока еще относятся WLP.