Шесть типов неисправностей электронных компонентов печатных плат
К распространенным отказам электронных компонентов относятся механические, термические, электрические нагрузки, отказы вследствие воздействия окружающей среды, дефекты, проявляющиеся при старении, а также дефекты монтажа. В данной статье будут рассмотрены способы выявления, устранения и предотвращения таких проблем.
Печатные узлы состоят из множества компонентов, включая элементы, которые устанавливаются в отверстия, и устройства поверхностного монтажа (SMD). Дефекты могут возникать по нескольким причинам на разных этапах — во время производства, сборки и транспортировки.
Необходимо сосредоточить внимание на постоянном совершенствовании в тех областях, где есть наибольшая вероятность возникновения дефектов. В статье, переведённой с английского специалистами А-КОНТРАКТ, рассматриваются различные варианты неисправностей электронных компонентов, а также методы их определения.
Что такое отказ электронного компонента?
Отказ электронного компонента (ЭК) — это ситуация, когда ЭК не функционирует должным образом, что приводит к ухудшению работоспособности устройства или его поломке. Таким образом, дефект даже одного компонента может повлечь отказ всего изделия.
Крайне важно проводить анализ причин и определять режимы отказа компонентов. Для выполнения такого исследования понадобится следующая информация о печатной плате:
- Данные о конструкции печатной платы, включая размеры, напряжения, нагрузки и т. д.
- Спецификации деталей, материалов и процессов.
- Отчеты о производственном процессе, включающие химический анализ, механические свойства, проверки и испытания производительности.
- Информация о рабочей среде.
- Записи о техническом обслуживании, включающие анализ вибрации и предыдущие неисправности.
Все эти данные помогут определить режимы сбоя и провести эффективный анализ платы (рис. 1)

Распространенные неисправности электронных компонентов
Отказы компонентов происходят из-за возникновения механических, термических, тепловых, электрических проблем, вследствие воздействия окружающей среды и зависят от процесса монтажа, а также от общих факторов старения.
Механические отказы
Механические отказы печатной платы включают упругую и пластическую деформацию, возникновение и распространение усталостного разрушения, хрупкое разрушение, коробление, а также разрушение при появлении и распространении трещин.
Упругая и пластическая деформация
Деформация — это искажение, меняющееформу и размер объекта. Оно бывает двух видов: упругая и пластическая. Упругая деформация носит временный характер и исчезает после устранения внешних сил, вызывающих напряжения и изменения в форме. Однако пластическая деформация является постоянной и сохраняет искажения даже после устранения внешних сил. Печатные платы состоят из медной фольги, смолы, стеклоткани и других материалов, имеющих различные химические и физические характеристики. Сжатие этих материалов иногда приводит к деформации. Помимо этого, деформацию вызывают механи ческая резка (V-образный надрез), влажные химические процессы и высокая температура.
Хрупкий излом
Хрупкое разрушение (рис. 2) происходит внезапно с быстрым растрескиванием элемента или узла вследствие нагрузки.

В таких ситуациях материал не проявляет признаков деградации или разрушения. В печатных платах этот тип отказа возникает в паяных соединениях. Разломы появляются и развиваются из-за растягивающих напряжений, возникающих в компонентах во время сборки, испытаний и транспортировки. Кроме того, разрушения могут возникать из-за воздействия ударов, вибраций и температурных отклонений. Вибрации вредны для плат с высокой плотностью монтажа, особенно для изделий клас са 3.
Коробление
Коробление — скручивание или изгиб платы, меняющее первоначальную форму изделия под воздействием тепла и влаги (рис. 3).
Деформация меняет профиль платы во время цикла пайки оплавлением. Вызвать коробление могут несбалансированные слои при проектировании платы, тепловое расширение во время пайки (из-за разных свойств материала), а также вес компонентов, радиаторов или экранов.
Трещины и их распространение
Эта деформация возникает в результате повышения температуры и постоянного давления, вследствие чего в материале появляются трещины. Неправильный выбор финишного покрытия может привести к распространению коррозии (рис. 4).

Согласно директиве RoHS, электронная промышленность должна использовать материалы без содержания свинца. Одним из экономически выгодных вариантов является использование покрытий из иммерсионного серебра, но оно с большей вероятностью подвержено возникновению данного дефекта.
Низким риском появления такого рода разрушений обладают покрытия ENIG (иммерсионное золото по подслою никеля) и OSP (органическое защитное покрытие). Особенно опасны эти дефекты при использовании плат в экстремальных условиях. В настоящее время исследователи разрабатывают усовершенствованные бессвинцовые покрытия, позволяющие снизить риск их возникновения.
Усталость
Усталость — это возникновение и развитие трещин в материале в результате циклической нагрузки. В платах с высокой плотностью монтажа усталость припоя является критической неисправностью. Основная причина усталости припоя — колебания коэффициента термического расширения CTE, ведь он определяет сжатие и расширение материала при температурных отклонениях. Хорошей практикой представляется пайка компонентов с низким CTE на платах с низким CTE и компонентов с высоким CTE на платах с высоким CTE. Если коэффициенты материалов не согласованы, то вследствие термоциклирования образуется усталость припоя.
Термическая усталость
Термический отказ происходит, когда компонент нагревается выше критических температур, таких как температура стек лования (Tg), температура плавления или температура возгорания. Tg — температура, при превышении которой полимер теряет жесткость, становясь ластичным. Tg подложки определяет значение Tg всей печатной платы. Если рабочая температура превысит Tg, это приведет к термическому сбою, ведущему к выходу компонентов из строя (рис. 5).

Отказ из-за воздействия окружающей среды
Такие отказы возникают в результате воздействия посторонних предметов — например, влаги или пыли, а также скачков напряжения и воздействия тепла.
Отказы из-за электрического напряжения
Причинами отказа из-за электрического напряжения являются электростатический разряд (ESD), пробой поверхности, проблемы с диэлектриком, перенапряжение и загрязнение поверхности.
Электростатический разряд
Чрезвычайно высокое электрическое напряжение вызывает электростатический разряд, который, в свою очередь, приводит к отказу, необратимым изменениям параметров и скрытым повреждениям на плате. Причины такой ситуации — высокая плотность тока, высокий градиент электрического поля, а также локализованное интенсивное тепловыделение (рис. 6).

Сборки печатных плат очень чувствительны к электростатическому разряду при контакте с любым объектом, несущим заряд. В зависимости от электродвижущей силы между ними и расстояния друг от друга, электростатический разряд наиболее вероятен, когда плата и объект находятся в непосредственной близости.
Отказ диэлектрика
Данный отказ (рис. 7) возникает из-за электрического пробоя твердого изолятора, расположенного между двумя проводниками, что зачастую связано с появлением сквозного отверстия или разрушением изоляционного материала.
Под воздействием высокого градиента напряжения любой материал может претерпевать разрушения. На вероятность возникновения этого дефекта влияют факторы материала (толщина и качество образца) и окружающей среды (температура и влажность).
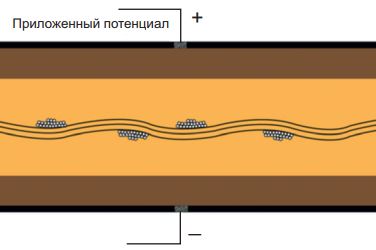
Проводящие анодные нити
На платах вдоль волокон композитного материала могут образовываться проводящие анодные нити (CAF, рис. 8).
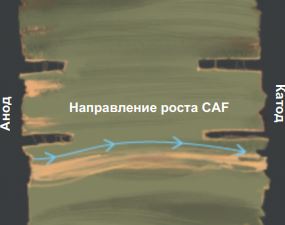
Этот дефект связан с переносом проводящих химических веществ через неметаллическую подложку под действием приложенного электрического поля. Причина возникновения дефекта — плохое соединение стеклопластика и повреждение печатной платы при сверлении. Из-за разницы температурного расширения волокон и матрицы связь после пайки ослабевает. Бессвинцовые припои требуют более высокой
температуры пайки, что увеличивает вероятность возникновения CAF.
Дефекты корпусирования
Проблемы с корпусом часто становятся причиной поломок многих электронных деталей, так как это барьер между электронными компонентами и воздействием окружающей среды. Тепловое расширение приводит к механическим напряжениям, которые повреждают материалы.
Агрессивные химикаты и влажность могут вызвать коррозию, а чрезмерное термическое напряжение — привести к перенапряжению соединений, это вызывает их ослабление, растрескивание или разрушение паяного узла. Воздействие влажности и последующего высокотемпературного нагрева также нередко становится причиной появления трещин, приводящих к механическим повреждениям. При герметизации случаются повреждения электрических проводных соединений, а кроме того, может возникнуть короткое замыкание.
Отказ при старении
Каждый компонент имеет ограниченный срок службы. Эксплуатация ЭК за пределами этого срока повышает вероятность поломки из-за механической усталости. В течение жизненного цикла компонента его доступность на рынке меняется на различных этапах. Цикл заканчивается, когда производство компонента прекращается. В результате детали, полученные на этапе окончания их срока службы (EOL), могут оказаться устаревшими и не соответствовать последним техническим характеристикам. Это приводит к их преждевременному выходу из строя.
Методы определения неисправностей компонентов
Дефекты компонентов можно выявить с помощью нескольких тестов. Анализ отказов помогает понять природу неисправностей и продумать способы их предотвращения.
Тест на паяемость
Паяемость определяет смачивание поверхности металла или металлического сплава припоем при минимальных адекватных условиях. Обычно причиной сложностей при сборке становится сам процесс изготовления платы. Это обусловлено проблемами, связанными с окислением и неправильным нанесением паяльной маски. Чтобы уменьшить возникновение отсутствия смачиваемости при пайке, необходимо заранее проверить паяемость компонентов и контактных площадок и убедиться в том, что качество поверхности соответствует требованиям технологического процесса. Это помогает создать надежное паяное соединение. В ходе тестирования оцениваются прочность и качество смачивания припоя путем воспроизведения контакта между припоем и материалом. Определяется сила смачивания и его продолжительность от контакта до образования силы смачивания. Процесс испытаний на паяемость включает:
- оценку припоя и флюса;
- оценку покрытия печатной платы;
- контроль качества.
Крайне важно выбирать правильный метод тестирования и корректно интерпретировать полученные результаты.
Тест на загрязнение
Загрязнение может вызывать целый спектр различных проблем: коррозию, дефекты металлизации и деградацию (рис. 9).

В течение своего жизненного цикла печатная плата подвергается воздействию агрессивных химических растворов — например, жидкостей для травления, флюсов, электролитических растворов и т. д. После применения этих химикатов необходимо провести очистку поверхности. При тестировании на загрязнение рассчитывается количество ионных примесей, присутствующих в образце. Для этого печатная плата погружается в эталонный раствор, который растворяет ионные примеси, изменяющие состав раствора и его параметры. Затем, сравнивая фактический уровень параметров с нормативным, проводится анализ степени загрязнения. Чтобы избежать риска возникновения сбоев, необходимо уделять особое внимание процессу очистки.
Тест микрошлифов (поперечных сечений)
С помощью данного испытания можно выявить следующие дефекты:
- дефекты компонентов;
- короткие замыкания или обрывы цепи;
- термомеханические пробои;
- дефекты при оплавлении припоя;
- а также выполнить анализ материала на состав и примеси.
Анализ микрошлифов — это метод разрушающего контроля, который обеспечи вает точный способ разделения элект ронных компонентов и удаления их из об разца (рис. 10).
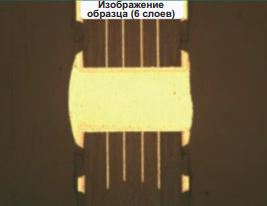
В этом методе из образца вырезается двух мерный срез, который раскрывает особенности платы. Затем образец помещают в эпоксидную смолу для отверж дения и затвердевания. Позже, используя технику абразивного истирания, компонент удаляется, а затем полируется до зеркального блеска. Тест предусматривает сравнение данного образца с функционирующим эле ментом.
Автоматизированный рентгеновский контроль (AXI)
Автоматизированный рентгеновский контроль (AXI) позволяет выявить скрытые дефекты, связанные с микросхемами, включая BGA, на печатных платах (рис. 11).
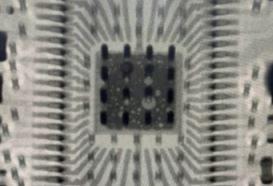
Этот метод дает возможность получить доступ к внутренней геометрии и структуре платы и обнаружить следующие дефекты:
- дефекты пайки: разрывы, замыкания, перемычки, пустоты, избыток и недостаток припоя, а также другие неисправности паяного
- соединения;
- дефекты компонентов: поднятие контактов, отсутствие компонентов и неправильно установленные компоненты;
- дефекты BGA, включая замыкание и разрыв соединения.
Метод визуализации поверхности
Одним из наиболее популярных способов тестирования для обнаружения дефектов, связанных с пайкой и сборкой, является оптическая микроскопия, или визуальный контроль (рис. 12).

оптической микроскопии
Методика популярна благодаря своей эффективности и точности. Для ее проведения используется мощный микроскоп с видимым светом. Микроскоп имеет малую глубину поля зрения, обзор в одной плоскости и может достигать увеличения в 1000 раз. Визуальный контроль позволяет обнаружить ошибки сборки, вызывающие внутренние напряжения, либо отсутствие прилегания.

Комментирует Сергей Шихов, директор по управлению проектами, А-КОНТРАКТ:
Разработчикам и производителям печатных плат следует учитывать возможность образования дефектов на каждом из этапов: от проектирования изделия и формирования конструкторской и технологической документации до его изготовления. Для минимизации рисков возникновения неисправностей необходимо предпринимать соответствующие меры на всех стадиях жизненного цикла устройства. В статье наглядно описаны самые распространенные типы дефектов и указаны широкодоступные методы их диагностики и предотвращения.
Эта статья была переведана и опубликована в журнале «Технологии в электронной промышленности», № 2’2023 при поддержке А-КОНТРАКТ. Скачать статью в формате pdf можно по ссылке ниже.