Системный подход к контролю качества изделий РЭА на контрактном производстве.
В условиях конкурентной среды российский рынок контрактного производства требует от его участников, помимо гибкости и соответствия мировым игрокам, высокого уровня не только технологичности, но и самоорганизации. Сегодня успешное контрактное производство должно уделять пристальное внимание обогащению своей культуры менеджмента и производства передовыми знаниями, опытом и практиками, которые оно черпает из анализа деятельности ведущих мировых изготовителей электроники, поставщиков высокотехнологичных решений для бизнеса, через мотивирование сотрудников к расширению горизонтов собственного профессионального развития.

Рассмотрим основные моменты организации системы контроля качества на примере компании «А-КОНТРАКТ». В настоящее время компания ежегодно подтверждает соответствие нормам международного стандарта качества, а также регламентам национальных и отраслевых стандартов, разработаны и внедрены нормативные документы не только с учетом требований, предъявляемых в рамках сертификации, но и с учетом наработанной многолетней практики. Мы регулярно анализируем свою текущую работу, методы достижения результатов, применяемые службами и отделами компании, наиболее успешные практики стандартизируем и распространяем среди сотрудников, организуя семинары и внутреннее обучение. В компании предусмотрена работа в рамках процедуры совершенствования, когда любой сотрудник может подать предложения по улучшению по заранее подготовленному бизнес-процессу, защитить его и принять непосредственное участие во внедрении выработанного им улучшения. Такая практика позволяет нам вовлекать сотрудников в совершенствование системы менеджмента качества, а также служит одним из мотивационных инструментов. Как показал анализ, подобная методика положительно сказывается на корпоративной культуре, удовлетворенности, повышении уровня знаний и эрудированности сотрудников, что также влияет на качество выполняемой работы.
Дни качества
В производственных подразделениях еженедельно проводятся дни качества, в рамках которых обсуждаются отклонения, выявленные в процессе изготовления продукции, при приемке комплектующих и материалов, при получении рекламаций от заказчиков и при рассмотрении иных вопросов, направленных на повышение качества. Анализируются другие нетривиальные ситуации, связанные с качеством продукции. Участники делятся опытом решения различных проблем, возникающих в ходе выполнения того или иного заказа. Систематическое проведение таких мероприятий позволяет оперативно принимать решения по вопросам, относящимся к качеству, что значительно сокращает время выработки решений. Решения оцениваются экспертной группой, на этапе реализации мы осуществляем непрерывный контроль исполнения, а на выходе происходит всесторонняя оценка и контроль выпущенной продукции. Все принятые решения по нестандартным ситуациям не только анализируются в ходе дискуссии, но и проверяются практически на местах исполнителями под контролем ответственного эксперта, в случае возникновения дополнительных вопросов или несоответствия предполагаемым результатам решение возвращается на доработку и обсуждается на ежедневных производственных совещаниях. Любые решения, доработки, переналадки сверх того, что предусмотрено стандартом, фиксируются в информационной системе, в которой отражается вся цепочка действий с последующим результатом, анализом и выводами. Такая фиксация позволяет нам отслеживать судьбу каждого принятого решения в рамках конкретного изделия или заказа в целом. Это является одним из методов пополнения нашей базы знаний, которая, в свою очередь, позволяет сокращать время на подготовку новых специалистов и расширять кругозор действующих сотрудников.
От потребностей заказчика
Качество любой продукции начинается с понимания потребностей заказчика, изучения технической стороны продукта, области ее применения. На всех этапах ведения договорных взаимоотношений специалисты технических служб контрактного производства находятся в тесном контакте с заказчиками. Сопровождение любого заказа техническими службами — неотъемлемая часть процесса непрерывного совершенствования, который обогащает нашу базу знаний, помогает наиболее эффективно и в кратчайшие сроки решить технические вопросы любой сложности, что позволяет предупредить несоответствия заявленным требованиям, сократить сроки выпуска готового продукта и не допустить затрат свыше тех, что заложены в проект.
Техническими службами осуществляется всесторонняя оценка документации, передаваемой заказчиками, — она тщательно обрабатывается, проверяется, адаптируется под технологические процессы нашей производственной цепочки (рис. 1). Любые выявленные отклонения фиксируются и передаются техническим службам заказчика в качестве обратной связи, с целью корректировки документации и предупреждения в дальнейшем выпуска продукции ненадлежащего качества. Такая работа позволяет избежать денежных потерь, если наши заказчики планируют выпускать продукцию на разных производственных площадках с целью ускорения отгрузки конечному потребителю или для диверсификации рисков в рамках соблюдения требований законодательства.
После соблюдения всех обязательных процедур в рамках согласования и заключения договора, оценки и подготовки технической документации, по отделам и службам предприятия посредством информационных систем, внедренных в компании, распределяется работа, связанная с подготовкой запуска изделий в производство


Отношения с поставщиками
Одним из наиболее важных аспектов, влияющих на качество любого выпускаемого контрактным производством изделия, являются комплектующие и материалы, необходимые для производства. Выбор проверенного и надежного поставщика — один из важнейших этапов.
Отдел закупок контрактного производителя осуществляет непрерывный анализ рынка имеющихся поставщиков продукции, необходимой для производства и услуг. Проводится многоступенчатая оценка поставщиков и анализ их деятельности. В своей работе отдел закупок применяет различные методики и инструменты, такие как анкетирование с последующим выездным аудитом, что позволяет на месте оценить возможности поставщика и своими глазами увидеть порядок осуществления заявленного вида деятельности, а также наглядно оценить перспективы и учесть риски. В повседневной работе отдела активно применяется и анализ качества поставляемой продукции за определенный период времени — такая практика позволяет гибко настраивать рейтинги и выбирать наиболее подходящих поставщиков, продукция которых удовлетворяет требованиям изготавливаемых нами изделий, с учетом сроков поставки и достаточного уровня качества.
Риск-ориентированное мышление и альтернативные ситуации
Возникают моменты, когда для выпуска изделий выбор поставщика комплектующих ограничивается одним предприятием, загрузка которого расписана на многие месяцы вперед, а приемлемые аналоги недоступны по тем или иным причинам. Особенно остро данный вопрос стоит при выполнении государственных заказов. Да, следует признать тот факт, что маневры в данном случае ограничены, и при поступлении подобного запроса от заказчиков впервые мы, аналогично другим организациям в нашей отрасли, вынуждены вставать в очередь за отгрузкой. Но там, где заказчик проявляет заинтересованность в снижении зависимости от длительных сроков ожидания и непредсказуемости сроков отгрузки комплектующих изделий, вызванных различными, часто неуправляемыми, а порой и непредсказуемыми факторами, — наши технические специалисты совместно с заказчиками уже многократно прорабатывали альтернативные варианты комплектации, в том числе на отечественной компонентной базе, чаще всего незначительно изменяя схемотехнику изделия. Если заказчиком планируется модернизация изделия, мы предлагаем рассмотреть варианты аналогов компонентной базы, наиболее остродефицитной номенклатуры. В 98% случаев предлагаемые нами альтернативы имеют более низкую стоимость, более короткие сроки поставок и лучшее качество. А в некоторых ситуациях не требуется особо глубокая переработка схемотехники изделия.
Важно осознавать, что, работая с особо ответственными заказами, мы не стремимся прыгнуть выше головы, предложить какие-то сомнительные решения, способные негативно отразиться на дальнейшей эксплуатации изделия у заказчика или поставить клиента в «неудобное» положение перед проверяющими органами. Наша цель — обеспечить максимально прозрачный, воспроизводимый и повторяемый уровень сервиса, качества. Именно поэтому вся комплектация, применяемая нами в процессе изготовления продукции, закупается только у проверенных поставщиков, уровень наших требований к ним не уступает стандартам, предъявляемым к собственному производству, персоналу и бизнес-процессам. Каждый поставщик проверяется на соответствие заявляемым им возможностям, на отсутствие непогашенных перед государственными органами обязательств, на достоверность сведений, которые публично указываются поставщиками. Любые наши решения в пользу выбора того или иного поставщика и продукции базируются только на свидетельствах и имеют обоснованную доказательную базу. Мы имеем опыт выявления контрафактной продукции и не допускаем ее в работу, активно сотрудничаем с аккредитованными лабораториями, сертификационными центрами и экспертными организациями. Нами прилагается огромное количество усилий по сотрудничеству с поставщиками и допуску в работу только действительно проверенной и отвечающей всем требованиям технического задания и безопасности продукции.
Идентификация и верификация: сохранность и защита собственности потребителя
С момента первого обращения и вплоть до передачи готовой продукции мы стремимся выполнять все необходимые процедуры с целью сохранности как документации заказчика, так и изделий, вне зависимости от стадии их жизненного цикла. Поступающая под заказ комплектация — это собственность заказчика, фактически это продукция нашего заказчика, пусть пока она далека от задуманной формы реализации, но ценность и качество готового изделия закладываются на этапе входного контроля комплектации.
В компании «А-КОНТРАКТ» изучены и внедрены различные стандарты и методики для повышения уровня оценки качества поступающей комплектации. Участки входного контроля обеспечены всем необходимым оборудованием, оснасткой и измерительными приспособлениями для оценки удовлетворения требованиям к качеству, предъявляемым к поступающим изделиям.
Вся поступающая к нам комплектация маркируется и заносится в базу данных с последующей привязкой к конкретному заказу, под который была закуплена. Внедренное программное обеспечение позволяет в дальнейшем проследить каждый компонент практически на всех этапах производственной цепочки.
На первом этапе входного контроля опытными сотрудниками оценивается полнота сопроводительной документации, ее соответствие требованиям государственных стандартов и условиям поставки.
Существуют различные алгоритмы осуществления входного контроля, выбор того или иного порядка проверки зависит от условий. Вся поступающая комплектация от поставщика, с которым мы работаем впервые, подвергается 100%-му входному контролю с применением всей имеющейся номенклатуры оборудования. Полному контролю подвергается любая комплектация, предназначенная для выполнения особо ответственных заказов, вне зависимости от статуса и рейтинга поставщика. Вся приходящая к нам продукция в обязательном порядке проверяется для того, чтобы выяснить, не является ли она восстановленной, модифицированной, переделанной, поврежденной. В случае возникновения признаков несоответствия продукции заявленным требованиям, такая продукция изолируется и в дальнейшем подвергается более тщательной проверке, вплоть до проведения независимой экспертизы в аккредитованных лабораториях с привлечением сторонних экспертов. По итогам исследования эксперты выдают заключение о соответствии или несоответствии продукции заявленным характеристикам. Таким образом, компания — контрактный производитель в своей работе всегда основывается только на официальных свидетельствах и заключениях, достаточных для выставления обоснованной претензии поставщику.
Помимо комплектующих, входной контроль проходят и материалы на предмет выявления несоответствия установленным требованиям, с целью предотвращения применения их при производстве электронных блоков. Основными задачами входного контроля материалов является проверка наличия всей необходимой сопроводительной документации и оценка ее соответствия установленным требованиям. Сотрудниками входного контроля проверяется целостность тары, отсутствие признаков вскрытия и нарушения условий хранения и транспортировки, проверяется наименование, количество, дата выпуска и срок годности. Материалы, прошедшие входной контроль, маркируются и передаются на соответствующее требованиям место хранения до передачи их в производство. Сведения о материалах, которые по тем или иным причинам не прошли входной контроль, заносятся в информационную систему организации, а сами материалы изолируются, дальнейшая их судьба определяется по итогам работы с поставщиком.
Достижение намеченных результатов
Выполнение любого производственного задания начинается с подготовки производства. Цель такой работы — подготовка всех составляющих производственного процесса к запуску продукции в управляемых условиях в заданном объеме и в соответствии с требованиями технической документации на нее, предоставленной заказчиком.
Специалисты контрактного производства тщательно проверяют технологические возможности еще на этапе оценки технической документации заказчика. Анализируют проектное задание на возможные риски, предлагают наиболее эффективные технологические решения тех или иных производственных этапов. Рассчитывают время, затрачиваемое на выполнение всех операций, ищут пути оптимизации производственной цепочки с учетом требований и пожеланий заказчика. Определяют межоперационные точки контроля, учитывая требования к качеству изделий, изложенные в документации заказчика, а также определяют потенциальные места, где может понадобиться дополнительный контроль на всех этапах производственного маршрута. Там, где это необходимо, осуществляется разработка и изготовление специальной оснастки с последующей ее оценкой и аттестацией для допуска к применению в процессе производства.
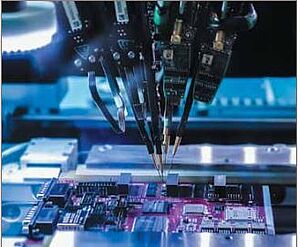
Одним из важнейших этапов подготовки производства к выполнению заказа является подготовка данных и создание программы для автоматизированной линии. Задача «подготовить программу» поступает в группу программистов. Программист формирует программу на основании файлов, указанных в информационной системе компании. При этом каждому устанавливаемому на печатную плату компоненту присваивается уникальное позиционное обозначение, а также координаты на печатной плате и тип питателя установщика поверхностно монтируемых компонентов, из которого будет производиться забор электронных компонентов. Программистами осуществляется оптимизация созданной программы, а в информационную систему заносятся данные о расчетном времени монтажа одной панели плат и дата готовности созданной программы.
Все проводимые подготовительные работы фиксируются в информационной системе компании. В любое время ответственные сотрудники могут обратиться к системе для оценки или внесения корректировок в задание до запуска изделия в производство, в таком случае сотрудники на участках, которых коснулись изменения, получат обновленные инструкции. В ходе ежедневных производственных совещаний все фазы производства разбираются, а ответственные сотрудники получают исчерпывающие инструкции и рекомендации по выполнению своего этапа работы.
Только после проведения всех необходимых этапов подготовки изделий к запуску в производство ответственный за планирование сотрудник, контролирующий выполнение задач, удостоверившись в том, что все требуемые данные внесены в соответствующие поля информационной системы, завершает подготовительный бизнес-процесс — после этого заказ может быть запущен в производство.
Гарантия невыпуска продукта ненадлежащего качества
Технологическая цепочка изготовления продукции на нашем производстве подразумевает наличие контрольных точек оценки соответствия изделия заданным требованиям, а также запрет передачи продукции ненадлежащего качества на следующий этап изготовления.
В процессе подготовки изделия к производству определяются точки контроля, когда продукция подвергается промежуточной оценке на соответствие заданным параметрам.
При проведении контроля принимаются меры по исключению возможности смешивания (в том числе случайного) изделий, прошедших и не прошедших контроль. Система идентификации и отслеживания изделий, внедренная в «А.КОНТРАКТ», обеспечивает однозначное определение статуса и местонахождения изделий. С этой же целью используются дополнительные методы, такие как ведение записей в информационной системе компании, раздельное размещение продукции в соответствии с текущим статусом и маркировка.
На производстве применяется методика пооперационного контроля согласно маршруту движения изделия. После каждого этапа контроля в информационной системе появляются соответствующие записи.

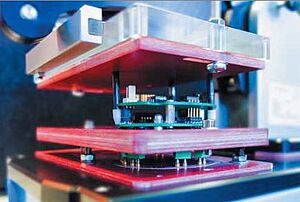
Электронные блоки на нашем производстве проходят внутрисхемное тестирование (In-Circuit Testing, ICT), которое осуществляет внутрисхемный контроль цепей и компонентов без подачи питания (рис. 4–5). Также мы выполняем периферийное сканирование (JTAG boundaryscan), когда проводится структурное тестирование печатной платы с установленными на нее компонентами, основанное на применении в некоторых микросхемах стандарта IEEE 1149.1.
Не остается без внимания оценка целостности компонентов и полярность, а качество пайки компонентов (рис. 6) проверяется в том числе и под микроскопом.
На производстве предусмотрен участок функционального контроля (рис. 7), который позволяет осуществить оценку работы изделия в соответствии с его назначением и при необходимости настройку электронного блока согласно требованиям технической документации. При необходимости на участке проводятся климатические испытания, виброиспытания, испытания на герметичность и другие виды тестов, предусмотренных техническим заданием и маршрутом на изделие. На этом же участке готовятся документы, подтверждающие проведение испытаний.
Финальной стадией проверки продукции занимается отдел технического контроля (ОТК), который отвечает за отбор изделий, проверку статуса предыдущих контрольных операций, проверку на соответствие действующим требованиям по качеству, занесением записей по результатам контроля в отчеты, оформлением отклонений, принятие решения о качестве партии.
Изделия, поступающие в ОТК, проверяются согласно спецификации и чертежу по плану, который формируется на стадии планирования производства. Первичная проверка проводится методом визуального контроля, затем выполняется оценка следующих параметров:
• полярность компонентов;
• наличие/отсутствие компонентов;
• правильность формовки компонентов;
• приподнятые/смещенные компоненты;
• качество отмывки;
• перемычки припоя между выводами компонентов;
• повреждения платы и компонентов;
• избыток припоя или непропаи выводов компонентов;
• качество вязки жгутов;
• правильность сборки при корпусировании блоков и модулей;
• качество нанесения влагозащиты;
• качество и правильность нанесения маркировки.
Бывает, что в информационной системе присутствуют дополнительные требования к проведению финального контроля, в случае нашего производства к таким требованиям относится проверка зазоров, высота установки компонентов, длины жгутов.
Изделия, не прошедшие ОТК, помещаются в изолятор брака, чтобы исключить возможность их непреднамеренной передачи на упаковку с последующей отгрузкой заказчику.
Специалист ОТК, выполнявший последнюю операцию, обязан провести дополнительную 100%-ную проверку всех изделий партии и отправить на исправление все изделия, имеющие несоответствия. После дополнительной проверки и исправлений сотрудник ОТК повторно отправляет партию на проверку.
Вся информация о проверяемых электронных блоках заносится в базу данных.
В системе предусмотрено проведение более тщательного контроля, который выполняется исходя из существующих правил. Например, более глубокой оценке качества подвергаются все впервые запущенные в производство изделия или изделия, производство которых прерывалось более чем на три месяца.
Все нетривиальные случаи с дефектами, выявленными на любом производственном этапе, рассматриваются группой экспертов в ходе еженедельного дня качества. Также на обсуждение выносятся любые случаи фиксирования брака на стороне заказчика для принятия решения и разработки плана мероприятий, который позволит не допустить возникновение подобных несоответствий.
Заключение
Подводя итог, следует подчеркнуть, что понятие качества довольно обширное и содержит, в частности, такие аспекты, как добротность и надежность, ценность и соответствие определенным критериям, — всем этим принципам должна следовать компания в процессе изготовления продукции. Развивается производство, а вместе с ним растут и требования к качеству. В этой статье описаны общие тезисы и основные области проверки выпускаемых изделий, а также некоторые инструменты, имеющиеся в арсенале «А-КОНТРАКТ». Каждая область, каждый инструмент предусматривают столько нюансов, что требуют отдельного, детального рассмотрения и повествования.
Сегодня успех любого контрактного производителя в Российской Федерации в решающей мере зависит от того, насколько точно и своевременно мы можем распознать пожелания и надежды своих заказчиков — существующих и потенциальных — и предлагать решения, направленные на повышение удовлетворенности клиентов, с учетом требований и ожиданий других заинтересованных сторон.
