Сверление отверстий в печатных платах
Технологии сверления печатных плат
Современная электроника имеет тенденцию к миниатюризации, при этом условия эксплуатации устройств становятся все более сложными. В такой ситуации на первый план выходит задача по обеспечению надежности электронного изделия, что, в свою очередь, зависит от качества используемых печатных плат, в изготовлении которых самым узким местом является сверление.
Чаще всего сверловку в печатных платах выполняют для переходных отверстий с целью обеспечения межслойных соединений. Существует два вида технологий, применяемых для осуществления этого процесса: механическое и лазерное сверление (рис. 1).
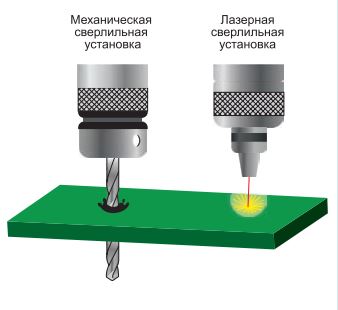
Механическое сверление
Механические сверлильные установки не очень точны, зато просты в использовании. Специальные сверла, применяемые в таких установках, способны создать отверстие с минимальным диаметром порядка 200 мкм (0,2 мм).
У технологии механического сверления есть ограничение, о котором необходимо знать: при работе с более мягкими материалами, такими как FR4, ресурс механических сверл составляет около 800 отверстий, но для более плотных материалов, например, для керамической подложки Rodgers, ресурс сокращается до 200 отверстий. Если производитель печатных плат проигнорирует износ сверла, то получит отверстия с дефектами, а плата станет непригодной для дальнейшего использования.
Лазерное сверление
Лазерные установки могут выполнять сверловку отверстий гораздо меньшего диаметра, чем их механические аналоги, а лазерный луч обеспечивает создание точных отверстий. Преимуществами данной технологии является ее бесконтактность, возможность точно контролировать глубину отверстия и сверловка отверстий с минимальным диаметром 50 мкм (0,05 мм).
К ограничениям метода можно отнести высокую стоимость по сравнению с механическим сверлением, а также затруднения, которые могут снизить эффективность воздействия лазерного луча из-за различий в оптических свойствах материалов, составляющих печатную плату (медь, стекловолокно, эпоксидные смолы).
Поскольку механическое сверление чаще используется производителями печатных плат, чем лазерное, далее подробно описана именно эта технология и рассмотрены нюансы ее применения.
Что происходит в цеху?
Разработчик должен хорошо знать весь производственный процесс, то есть что происходит в цеху, чтобы в точности понимать, как его дизайн будет воплощен в жизнь. В этом случае он сможет гарантировать, что конструкция созданной им платы соответствует проекту в целом и техническим возможностям выбранного производителя. Это, в свою очередь, позволит оптимизировать стоимость и сроки изготовления.
Сверловка отверстий в печатной плате выполняется после процесса прессования. При механическом сверлении часть меди, образующаяся при прохождении сверла сквозь плату, формирует так называемые заусенцы. Для уменьшения количества заусенцев используются специальные подкладочные и покрывные материалы. На лист подкладочного материала устанавливаются и аккуратно выравниваются печатные платы. Сверху помещается лист покрывного материала (например, алюминиевой фольги), благодаря которому удается избежать образования заусенцев на входе при сверлении, а также рассеивается тепло, выделяемое быстро вращающимся сверлом.

Важно учитывать, что на качество просверленного отверстия, помимо прочего, оказывает влияние и тип используемого сверла. Как правило, для сверления композитных материалов применяют быстрорежущую сталь (HSS) и карбид вольфрама (WC). Для работы с полимерами, армированными стекловолокном (GFRP) лучше всего подходит твердосплавное сверло.
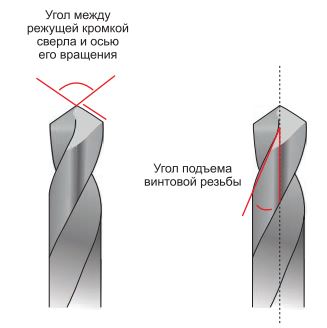
В ряде случаев также используются сверла из цементированного карбида вольфрама. Угол между режущей кромкой и осью вращения сверл, применяемых для печатных плат, измеряется в верхней части сверла между наиболее выступающими режущими кромками и составляет 130°. Углом подъема винтовой резьбы является угол между боковыми сторонами сверла в точках их пересечения, он может варьироваться в пределах 30–35° (рис. 3).
Сверлильные установки с ЧПУ
Сверлильная установка представляет собой программируемый станок, оснащенный системой ЧПУ (числовое программное управление), куда вводятся данные координат XY, на основе которых производится сверловка. Шпиндели установки вращаются с высокой скоростью, обеспечивая точную сверловку отверстий на платах. Необходимо иметь в виду, что при вращении из-за трения между стенкой отверстия и сверлом выделяется тепло, которое расплавляет смолы, как бы размазывая их по внутренним стенкам отверстия.
После того как все необходимые отверстия просверлены, вспомогательные материалы утилизируют. В отличие от процессов травления и нанесения покрытия, сверление не имеет строго фиксированного ограничения по времени. Продолжительность процедуры сверления варьируется в зависимости от возможностей конкретного производителя и от количества отверстий, которые необходимо просверлить.

Сверление до меди
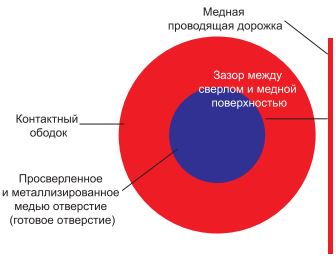
Зазор от сверла до меди — это расстояние между краем просверленного отверстия и ближайшим медным элементом, которым может быть медная дорожка или любая другая активная медная область. Минимальный зазор от сверла до меди составляет сумму ширины контактного ободка и ширины мостика паяльной маски. Типичное значение зазора от сверла до меди составляет около 200 мкм.
Важно соблюдать требуемый зазор, поскольку даже небольшое отклонение может привести к нарушению работы всей электрической цепи.
Переходные отверстия
Соотношение диаметра и глубины отверстия
Соотношение диаметра и глубины отверстия (AR) = глубина отверстия/диаметр отверстия.
Для сквозных отверстий это соотношение составляет 10:1, а для микроотверстий — 0,75:1. Обычно для печатной платы толщиной 1,6 мм рекомендуется использовать сверло диаметром не менее 0,3 мм.
AR — важный параметр, который следует учитывать в процессе металлизации отверстий медью. Так, для успешной металлизации глубоких отверстий маленького диаметра используют гальваническую ванну с высокой эффективностью перемешивания, чтобы раствор мог проникнуть в крошечные отверстия.
Классификация отверстий
Переходные отверстия в печатных платах делятся на металлизированные (PTH) и неметаллизированные (NPTH).
Металлизированные отверстия представляют собой проводящие переходные отверстия, служащие для передачи сигнала и устанавливающие соединение между различными слоями печатной платы.
Неметаллизированные отверстия не являются проводящими. Чаще всего они используются для удержания компонентов на месте во время процесса сборки печатной платы.
Монтажные отверстия компонентов относятся к типу NPTH, для них не существует величины допуска, важны только параметры монтируемого компонента.
Требования к проектированию отверстий
Процесс проектирования отверстий на печатной плате требует большой точности и должен соответствовать определенным условиям.
Неметаллизированные отверстия (NPTH)
- Размер готового отверстия — от 0,15 мм.
- Минимальный зазор от края до края (до любого другого элемента поверхности) составляет 0,12 мм .
Металлизированные отверстия (PTH)
- Размер готового отверстия — от 0,15 мм.
- Размер контактного ободка — от 0,1 мм.
- Минимальный зазор от края до края (до любого другого элемента поверхности) составляет 0,2 мм.
Ошибки и проблемы, которые могут возникнуть в процессе сверления
После многократного использования сверлильные инструменты имеют тенденцию изнашиваться и ломаться. Это приводит к следующим проблемам.
Нарушение точности расположения отверстия
Точность сверловки снижается, если сверло не попадает в нужное место и смещается относительно оси. Смещение в просверленном отверстии приводит к повреждению или разрушению контактных ободков.
Наличие шероховатостей внутри просверленного отверстия
Шероховатости препятствуют равномерному нанесению меди во время металлизации отверстия, что приводит к образованию
дыр и трещин поверхности внутри отверстия. Это снижает сопротивление изоляции из-за проникновения раствора меднения сквозь стенки отверстия в диэлектрический материал.
Наволакивание смолы на стенки отверстий
Из-за тепла, выделяющегося во время сверления, смола в плате может плавиться и размазываться по стенке отверстия. Этот эффект, называемый наволакиванием смолы, отрицательно воздействует на процесс меднения и нарушает проводимость между переходным отверстием и внутренними слоями платы. В таких ситуациях смолу необходимо удалять с помощью химических растворов.
Образование заусенцев на входе и выходе сверла
Как уже упоминалось, заусенцы — это выступы меди, которые образуются вокруг отверстия в местах входа и/или выхода сверла (для сквозных переходных отверстий). Их можно увидеть как на верхней, так и на нижней поверхности печатной платы.
Деформация внутренних слоев
При образовании данного дефекта существует вероятность изгибания меди во внутренних слоях в процессе сверления. Изгибы вызывают неравномерность покрытия и приводят к проблемам с проводимостью.
Расслоение печатной платы
Неправильно выполненная сверловка может привести к образованию такого дефекта, как расслоение печатной платы, которое представляет собой частичное или полное отделение слоев печатной платы друг от друга. Расслоения становятся причиной появления неровностей на поверхности платы, нарушающих ее целостность и создающих множество проблем при последующей сборке.
Три способа, которые помогают решить некоторые проблемы со сверлением
1. Очистка отверстий платы от наволакивания смолы
Посредством специального химического процесса расплавленная смола, отложившаяся на стенках отверстий, удаляется. Это помогает улучшить электропроводность платы через переходные отверстия.
2. Зачистка заусенцев
Механический процесс, который помогает удалить с поверхности платы выступы из меди (заусенцы), а также любой мусор, попавший в отверстия. После снятия заусенцев процесс очистки от смолы повторяется.
3. Применение технологии лазерного сверления
Риск расслоения печатной платы можно существенно снизить, если применять для сверловки лазерные сверлильные установки. Как уже говорилось выше, при лазерном сверлении заготовка платы и инструмент не соприкасаются, что исключает образование
расслаиваний.
Оценка качества проектирования отверстий на печатной плате при помощи DFM-анализа
- Соотношение глубина/диаметр (AR) отверстия должно быть минимальным, чтобы снизить износ сверла.
- Наличие в проекте платы отверстий с разными диаметрами потребует использования сверл различных размеров, что увеличит время выполнения сверловки из-за необходимости менять сверла.
- Параметры, которые следует проверить перед отправкой проекта платы в производство:
– проверить, имеют ли неметаллизированные отверстия соединения;
– сравнить количество отверстий и диаметры сверл между файлом сверловки и проектом печатной платы, чтобы не было расхождений;
– определить типы отверстий (PTH/NPTH);
– проверить, есть ли зазоры при сверлении менее 0,15 мм для механического сверления и менее 0,05 мм — для лазерного; если такие отверстия есть, это необходимо исправить;
– убедиться, не выходят ли за пределы платы отверстия и другие элементы медных слоев;
– проверить, не нужно ли уменьшить размеры переходных отверстий, чтобы они соответствовали требованию минимального соотношения диаметра и глубины отверстия (AR);
– проверить допуски для процесса сверления: для металлизированных отверстий допуск составляет менее ±0,05 мм, а для неметаллизированных отверстий ±0,02 мм;
– проверить геометрию всех структур: мест отверстий/слотов или форму обрезки платы, все NPTH, которые могут отсутствовать в файле сверловки;
– внимательно изучить требования относительно рекомендаций по сборке для заполненных переходных отверстий.
Технологии и инструменты, применяемые для сверловки печатных плат, совершенствуются постоянно. Появляются новые возможности, которые облегчают задачу разработчика при проектировании отверстий (например, DFM-анализ), создаются новые сверлильные установки, способные обеспечить сверление с максимальной точностью и минимальными рисками возникновения дефектов. Все это позволяет изготавливать качественные печатные платы, которые демонстрируют высокую надежность даже в самых сложных условиях эксплуатации.

Комментирует Сергей Шихов, директор по управлению проектами А‑КОНТРАКТ:
Операция сверления является одной из базовых при производстве печатных плат. Разработчик должен выбрать соответствующие типы отверстий (их диаметры, наличие несквозных отверстий, микропереходы, диапазон слоев) на самом раннем этапе проектирования, при формировании структуры будущей платы, поскольку в дальнейшем, когда топология проводящего рисунка уже создана, внесение изменений в параметры отверстий — достаточно трудоемкий процесс. Кроме того, при проектировании отверстий разработчик должен учитывать технические возможности производителя печатных плат.
В статье даны ответы на многие вопросы, связанные со сверловкой печатных плат, однако ряд моментов остается не освещенным. Прочтение публикации должно побудить инженера-проектировщика задуматься и при необходимости более глубоко изучить процесс проектирования отверстий и выполнения сверловки на печатных платах.
Эта статья была переведана и опубликована в журнале «Технологии в электронной промышленности», № 2’2024 при поддержке А-КОНТРАКТ. Скачать статью в формате pdf можно по ссылке ниже.