Источник: www.finetech.de
Восстановление массива шариковых выводов
Установка массива новых шариковых выводов на устройстве в корпусе BGA называется реболлингом массива. Этот процесс ремонта применим, когда необходимо сохранить ценные ресурсы (и деньги) или расширить цепочку создания стоимости. Реболлинг массива, как правило, необходим, если микросхема BGA была сдвинута во время процесса сборки, если печать паяльной пасты была выполнена с ошибками или если контактные площадки на печатной плате окислены, и шарики не контактируют должным образом.
Если допущена хотя бы одна из этих типичных ошибок, должен быть заменен весь массив шариковых выводов.
Однако, перед тем, как новые шарики будут установлены, вся поверхность компонента должна быть очищена от остатков старого припоя. Затем новые шарики могут быть установлены на компонент. Полное и равномерное удаление остатков старого припоя, а также правильное оплавление и смачивание свежих шариков, как правило, являются критическими факторами. Процессы надлежащего качества, адаптированные к потребностям заказчика и продукта, важны для хорошего результата и качества OEM-компонентов.
Каковы проблемы?
- Равномерно и целиком удалить остаточный припой
- Избежать механического воздействия на металлизацию поверхностного слоя и остаточный припой
- Избежать загрязнения поверхности при удалении остатков припоя
- Контроль расстояния между насадкой и компонентом во время бесконтактного удаления припоя
- Контроль положения шариков во время процесса оплавления
- Минимизация тепловой нагрузки на компонент
- Одновременные процессы установки и пайки определенного массива шариков
- Уменьшение окисления для обеспечения лучшего результата пайки
Типовые шаги процесса
Компания Finetech предлагает решение для выполнения всего цикла ремонта на одной платформе:
- Проверка - оптическая инспекция компонента
- Удаление остатков припоя - убирает лишний припой с выводов на компоненте
- Очистка загрязнения поверхности
- Флюсование
- Размещение трафарета для реболлинга
- Пайка - соединение шариков и чипа
- Инспекция - визуальный осмотр паяных соединений
- Важно, чтобы все этапы процесса (температура и длина профиля), а так же инструменты (насадки) были индивидуально адаптированы к габаритам компонента, шагу выводов и размерам шариков.
Предварительные операции
Персонализация инструмента
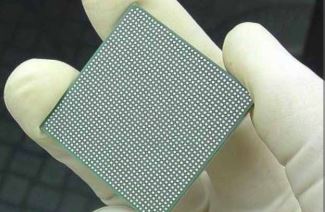
Такие компоненты, как BGA, CSP или Flip-Chip, продаются и обрабатываются в различных формах. Шаг вывода и диаметр шарика представляют особый интерес для процессов реболлинга массива и замены или восстановления шариков. Размеры шага варьируются от 1 мм до 0,2 мм, а диаметры шариков – от 760 мкм до 100 мкм. Из-за тенденции к миниатюризации в будущем можно ожидать еще меньшие расстояния (шаг) и диаметры шариков. Эти существенные изменения диаметра и шага шариковых выводов порождают особые требования к инструменту.
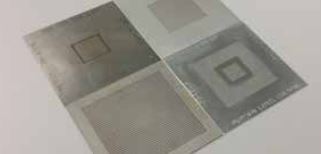
Хотя шарики также можно установить вручную, это очень громоздкая и трудоемкая работа. Лучше работать с трафаретом для реболлинга, изготовленным для конкретного компонента. Он позволяет быстро и легко наносить шарики, но специально изготавливается только для одного типа компонентов. В качестве альтернативы можно использовать универсальные трафареты.
Они учитывают только шаг и диаметр, но не рисунок выводов. На них избыточные или неиспользуемые отверстия должны быть покрыты термостойкой полиимидной липкой лентой.
Кроме того, для процесса реболлинга требуется расплавление шариков. Различные диффузоры используются для обеспечения равномерного распределения тепла по всему чипу.

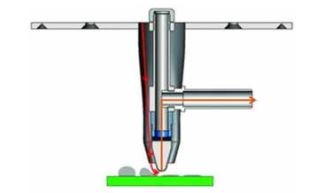
Насадка удаления припоя используется для вакуумирования остатков расплавленного припоя. Горячий технологический газ (воздух или азот) подается в насадку и направляется на поверхность платы. Затем расплавленный припой отсасывают через вакуумный канал в середине насадки и собирают в контейнер.
Новое поколение насадок для пайки позволяет выполнять бесконтактное удаление припоя, не подвергая опасности выводные площадки и остаточный припой.
Подготовка
В идеале компонент готовят с помощью термопар для отработки профилей процесса ремонта. Серия испытаний позволяет делать заключения о качестве и воспроизводимости процесса.
Подготовка может быть неразрушающей или разрушающей. Оба этих метода имеют свои преимущества и недостатки, которые необходимо учитывать в каждом отдельном случае. В неразрушающем методе термопары фиксируются в точке пайки термостойкой полиимидной липкой лентой. В разрушающем методе печатная плата или компонент просверливаются, а термопары фиксируются внутри SMD клеем.
Неразрушающий метод
Преимущества: экономия времени, плата может быть использована повторно.
Недостатки: неточный метод (контакт может быть потерян или недостаточен), отсутствие воспроизводимости.
Разрушающий метод
Преимущества: воспроизводимость, хорошее тепловое соединение термопары.
Недостатки: разрушение модуля, отнимает много времени.
Закрепление компонента
В сравнении с диаметрами шариков и расстояниями выводов (шагом), габариты компонентов столь же разнообразны. Диапазон варьируется от больших плат расширения до небольших μBGA с четырьмя контактами.
Для надежного закрепления большого количества компонентов идеально подходит модуль реболлинга. Большие и малые компоненты могут удерживаться на месте в специальной рамке с помощью вакуума.

Создание профиля
Чтобы процесс оплавления начался, вначале должен быть оплавлен каждый шарик в отдельности. Во избежание перегрева и для соблюдения требований IPC / JEDEC, следует фиксировать температуры.
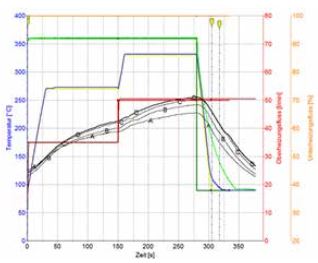
Особенно мелкие шарики чувствительны к окислению, в результате образуются соединения, которые не смачивают площадки на особо длинных профилях. Поэтому рекомендуется, настраивать время процесса как можно короче, насколько это возможно.
Контроль процесса и температуры гарантирует, что все температуры согласованы и что компонент не может перегреться.
Вспомогательные устройства
Чтобы поддерживать качество результата и поведение смачивания при пайке, необходимо использовать как азот, так и флюс, чтобы удалить кислород из процесса и предотвратить дальнейшее образование оксида.
При пайке шариков флюс становится еще более важным, поскольку необходимо удерживать шарики в нужном положении.
Детализация рабочих шагов
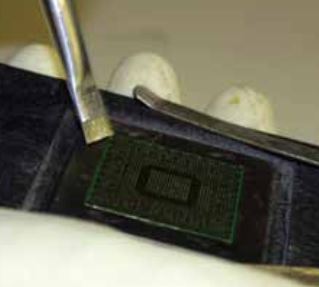
Удаление остатков припоя
Перед нанесением новых шариков необходимо удалить остаточный припой с контактной площадки. На первом этапе для выравнивания компонента в системе FINEPLACER используется метод наложения изображения компонента на паяльный инструмент. После этого можно запустить температурный процесс.
Припой расплавляется (профиль удаления припоя) и с помощью насадки для удаления припоя жидкий припой всасывается с помощью вакуума.Насадки для пайки доступны с диаметром от 0,1 до 51 мм. Удаление припоя возможно с контактом или бесконтактное. Для достижения лучших результатов рекомендуется использовать флюс и / или азот.

Нанесение флюса
Прежде чем устанавливать новые шарики, важно нанести флюс. Это необходимо, для удержания шарика в нужном положении и чтобы обеспечить смачивание. Кисть - лучший способ флюсования. Важно наносить не слишком много флюса, иначе трафарет будет прилипать к компоненту после пайки. Обычно достаточно тонкой пленки флюса.
Установка трафарета
После нанесения флюса трафарет для реболлинга помещается на компонент. Как правило, трафарет можно установить и совместить вручную. Для очень маленьких шариков или шага стоит использовать микроскоп.
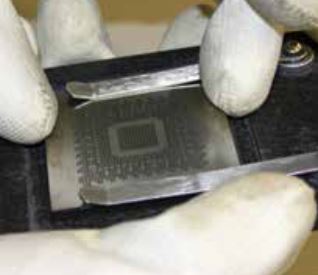
Нанесение шариков
Теперь шарики просто насыпаются на трафарет. После этого ненужные шарики могут быть удалены. Самый простой способ сделать это - наклонить устройство и аккуратно коснуться его указательным пальцем.

Пайка
После успешного нанесения флюса и шариков, они теперь могут быть оплавлены.
Насадка для реболлинга совмещена с трафаретом. Совмещение выполняется очень просто с помощью оптической системы, которая может отображать одновременно шарики и насадку с помощью наложения изображения. Насадка остается на небольшом расстоянии в течение всего профиля, так что шарики могут свободно оплавляться.
- Закрепите насадку
- Выровняйте насадку по апертурам трафарета с помощью наложения изображения
- Во время температурного процесса (пайки) шарики автоматически оплавляются
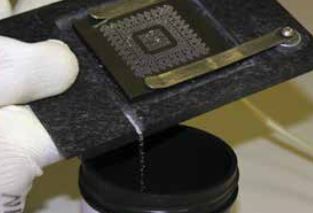
Удаление трафарета
После нагревания трафарет можно легко снять. Если он тянет за собой компонент, это означает, что было использовано слишком много флюса.
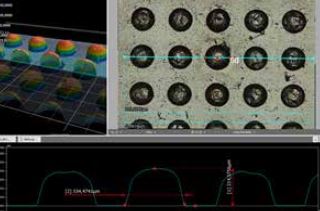
Проверка
После пайки компонент (и оборудование) следует очистить, например, от остатков флюса.
Важно проверить соединения оптически под микроскопом.
Более точные результаты могут быть получены рентгеновским и электрическим тестом.