Распространение бессвинцовых сплавов. Часть 1
В результате этих исследований, большинство из которых было проведено iNEMI, был получен легкоплавкий сплав олово-серебро-медь SAC387 (Sn95 5Ag38Cua7), который стал первоначальным фаворитом для удовлетворения этой потребности в начале 2000х. К 2004 или где-то около того, многие использовали SAC305, частично из-за его большей устойчивости к «могильным плитам». Казалось, что SAC305 будет де-факто стандартном для бессвинцовых сплавов для электронной сборки в соответствии с RoHS. Однако, из-за серьезного роста цен на серебро в последние несколько лет производители оценили сплав SAC105, имеющий на 2% серебра меньше, и его стали использовать, благодаря очевидной выгоде по затратам. Тестирование надежности SAC105 также показало, что хотя он показывает не такие хорошие результаты как SAC305 в тестировании на усталость термальным циклом, он был лучше, чем SAC305 в испытаниях на ударную нагрузку. Взрывной рост продаж мобильных телефонов, более 1 миллиарда в год, сделал отличный результат теста на ударную нагрузку SAC105 привлекательным для этих и других портативных устройств.
В дополнение к исследованиям, касающимся SAC305 и SAC105, была проведена большая работа по изучению эффектов малых количеств (<0.1%) металлов в сплаве на способность к обработке бессвинцовых сплавов и их надежности. Эти «добавки» могут серьезно повлиять на эффективность сплава.
Все это привело к тому, что многие называют стремительным распространением бессвинцовых сплавов, так как все больше и больше подобных сплавов возможны к применению. Это распространение привело к росту цен паяльной пасты, поэтому производители не могут достичь экономии за счет масштаба. Кроме того, при таком большом количестве доступных сплавов, исследователям сложно разрабатывать обширные базы данных процессов и показателей надежности.
Данная статья – это обзор этого распространения бессвинцовых сплавов и мнение о том, как может происходить конвергенция сплавов.
ПОДГОТОВИТЕЛЬНАЯ РАБОТА
К концу 1990х годов стало очевидно, что Европейский Союз планирует запретить использование свинца в припоях для электроники. Этот запрет должен был стать частью Закона об ограничении содержания вредных веществ (RoHS). Главной целью RoHS было намерение сделать переработку электроники проще и безопаснее. Следовательно, RoHS поддерживал свой родственный Закон об Утилизации отходов производства электрического и электронного оборудования (WEEE). В свете этой необходимости бессвинцовых припоев Международная инициатива Электронных производителей (iNEMI), консорциум производителей электроники, начала программу подбора оптимального бессвинцового сплава для электронного монтажа. Детализированный итог их работы находится вне возможностей данной статьи. Однако, к примерно 2000 году iNEMI рекомендовала легкоплавкий бессвинцовый припой SnAg3.8Cu0.7 (или SAC387). Первые производители, которые начали его использовать, начиная с 2001 года, такие как Моторола, использовали этот сплав для поверхностного монтажа с большим успехом. Однако, к 2004 или около того, значительное число компаний использовали легкоплавкий сплав SAC305. Впоследствии было доказано Нингом Ченг Ли (Ning Cheng Lee), что этот состав благодаря своему «пастообразному диапазону» менее склонен к формированию «могильных плит». К середине 2000 другая некоммерческая отраслевая организация the IPC's Solder Products Value Council (SPVC) координировал межлабораторное тестирование SAC305, SAC405 и SAC357. Вывод был таков: «Базируясь на результатах данного исследования, IPC SPVC рекомендует благодаря его более низкой стоимости (по сравнению с SAC405 и SAC357) и эквивалентной эффективности сплав SAC305 в качестве основного выбора бессвинцового сплава для электронной промышленности». Казалось бы, что конвергенция бессвинцового сплава уже под рукой. Но к сожалению, исследование не обратило внимание на сплавы SAC с меньшим содержанием серебра, такие как SAC105, а также не обратилось к пайке волной или ремонту, или тестированию на ударную нагрузку.
ПЛОДЫ ОТСУТСТВИЯ КОНВЕРГЕНЦИИ
К моменту вступления в действие закона RoHS 1 июля 2006 года были понятны несколько вещей. Для пайки волной SAC305 не был универсальным выбором. Тогда как работа с бессвинцовыми паяльными пастами делает материалы почти второй стоимостью заказа, цена серебра делает пайку волной со сплавом SAC305 слишком дорогостоящей. В исследовании сплавов с низким содержанием серебра было обнаружено, что добавление малых количеств никеля в такие припои минимизирует недоохлаждение, что приводит к более быстрому затвердеванию и, следовательно, к более гладким паяным соединениям. Эти преимущества были реализованы в Nihon Superior's SN100C (SnCu07Ni0 05Ge0006), при использовании которого получаются гладкие высоконадежные соединения пайки волной с значительно более низкой стоимостью, делая привлекательным этот сплав. SN100C также в меньшей степени воздействует на ванны с припоем из нержавеющей стали, а также меньше склонен к растворению меди на печатных платах. Главным недостатком SN100C является его температура плавления, составляющая около 227oC, тогда как у SAC305 - 217oC. К сожалению, SN100C не показал такое же хорошее заполнение отверстий как SAC305. Это может быть проблемой, так как некоторые считают, что даже SAC305 не достаточно хорошо заполняет отверстия по сравнению с SnPb легкоплавким припоем. Со времени введения RoHS некоторые производители начали использовать SAC105 паяльную пасту для поверхностного монтажа. При высокой цене на серебро данное решение было вероятно вызвано стремлением снизить стоимость паяльной пасты. Однако, скоро стало ясно, что SAC105 имеет другое преимущество – он лучше себя проявляет в тестах на ударную нагрузку. Этот результат не удивляет, если посмотреть на работу Клеча (J.P. Clech) [1], см.Рис.1.
Данный график говорит, что SAC сплавы с меньшим содержанием серебра (в действительности 0% серебра в линейке SnCu0.7) скорее всего будут лучше проявлять себя в тесте на ударную нагрузку (высокий диапазон деформации), чем припои с большим содержанием серебра. Сегодня этот факт повсеместно принят, так как припои с большим количеством серебра страдают от хрупкости серебра из-за формирования Ag3Sn межметаллического серебра. Интересно заметить, что тест на ударную нагрузку стал столь актуальным только с ростом количества портативных электронных устройств, которые чаще роняют, таких как мобильные телефоны. В прошлом вопрос надежности фокусировался на термальном цикле. Этот тест и сейчас является главной проблемой для таких устройств как ПК, плоские панели телевизоров и другие электронные устройства, которые не предполагается ронять. Однако, огромное количество портативных устройств, примерно 2 миллиарда в год, куда входят и музыкальных портативные устройства с мобильными телефонами, делает вопрос устойчивости к ударной нагрузке очень важным. К сожалению, SAC105 не показывает такие хорошие результаты как SAC305 в тесте с меньшей деформацией, как в термальном цикле, что видно на Рис.1. Таким образом, SAC105 вряд ли будет лучшим выбором для таких устройств, как ПК и другие, которые не предполагается ронять, но требуют хорошего результата по термальному циклу.
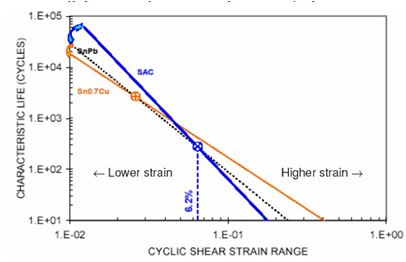
Источник: Paul Clech. Leao-«Free and Mixed Assembly Solder Joint Reliability Trends". Apex. S28-J, Anaheim, CA. Feb. 2004
Другим проблемным аспектом припоев с низким содержанием серебра является то, что похоже в первый раз в истории электроники цена при выборе припоя преобладает над эффективностью и надежностью. Эта тенденция вызывает некоторое удивление, если учесть, что стоимость припоя составляет <<0.5% стоимости обычного электронного продукта.
Широкое распространение бессвинцовых припоев практически гарантирует, что большинство электронных продуктов будут иметь паяные соединения из смешанных сплавов, например, BGA с шариками припоя из SAC305, который устанавливается с паяльной пастой SAC105. Множество возможных комбинаций смесей сплавов будет создавать трудности для развития баз данных надежности.
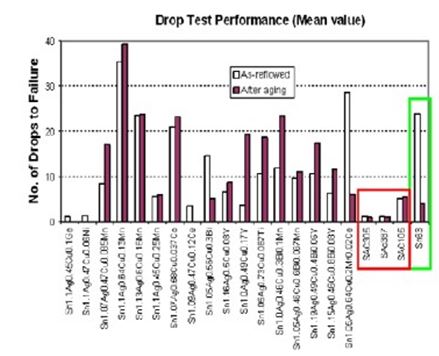
С ростом интереса к результатам тестирования на ударную нагрузку исследователи начали изучать эффект включения небольших количеств металлов в SAC сплавы с низким содержанием серебра. Наш коллега в Корпорации Indium доктор Ли разработал данные, показанные на Рис.2. Заметьте, что небольшое количество марганца (Mn) увеличивает результаты теста на падение примерно на 10 пунктов. Припой, который демонстрирует самую лучшую устойчивость к падению на этом графике, это SnAg1.1Cu0.64, Mn0.12. Эта работа и успех небольших количеств Ni, серьезно улучшающие тягучесть, гладкость соединений и другие свойства SnCu0.7, привели к взрывному росту количества исследований эффектов небольших количеств других металлов в сплавах. Добавление этих небольших количеств металлов в паяльные сплавы назвали «допинг», то есть введение примеси, хотя многие критикуют это название.
К этой части статьи должно стать уже очевидно, что кроме простого перехода к бессвинцовым сплавам, параллельно взрывной рост маленьких, портативных устройств создал новые проблемы и возможности для электронного монтажа. Стремление к миниатюризации в электроники, что приводит к все меньшим паяным соединениям, может усилить быстрое распространение новых сплавов. Эти проблемы и возможности мы теперь и обсудим более детально.
ОБРАЗОВАНИЕ ПУСТОТ
Преимущественно образование пустот происходит из-за попадания флюса и обычно может быть минимизировано путем использования термального «впитывающего» профиля в паяльной печи, однако припои SAC с меньшим содержанием серебра имеют большую тенденцию к образованию пустот, поэтому если после доработки профиля и оптимизации флюса пустоты все еще остаются проблемой, SAC305 скорее будет образовывать меньше пустот, чем SAC105. Кроме того, снижение поверхностного натяжения сплава уменьшает образование пустот, добавки, которые могут помочь в этом вопросе, - это висмут, фосфор и сурьма.