Рекомендации по разработке печатных плат для устройств миллиметрового диапазона
В последнее десятилетие произошла эволюция в решениях миллиметрового диапазона (а именно переход с частоты 24 ГГц на 100 ГГц) для коммерческих и промышленных применений, устройств интернета вещей (IoT), средств беспроводной коммуникации и в различных автомобильных радарах, что, в свою очередь, увеличило потребность в производстве печатных плат с линиями передачи миллиметрового диапазона. При проектировании и изготовлении таких плат следует учитывать множество особенностей, касающихся преимущественно геометрических параметров проводников и материалов. Использование более малых длин волн обуславливает минимизацию размеров элементов проводящего рисунка, а также ужесточает требования по значениям допусков при производстве печатных плат. Цель данной статьи - помочь разработчикам избежать распространённых ошибок при проектировании технологичных печатных плат миллиметрового диапазона с необходимыми характеристиками. При рассмотрении ключевых аспектов разработки печатных плат будут проанализированы основные свойства проводящих и диэлектрических материалов и особенности производственного процесса.
В статье освещён такой немаловажный аспект как обеспечение приемлемой стоимости производства, поскольку это также может оказаться сложной инженерной задачей. Конечную стоимость изделия необходимо учитывать с самого начала уже на этапе разработки, так как именно на старте определяются материалы, структура слоев и технология изготовления будущей печатной платы. Для любой хорошей инженерной разработки целью является проектирование устройства, удовлетворяющего всем заданным техническим требованиям, с высоким процентом выхода годных изделий, с учетом допусков на материалы и производственные операции. Результатом должен стать компромисс между стоимостью и характеристиками готового продукта.
Также в данной статье рассмотрен вопрос качественной передачи сигналов миллиметрового диапазона между проводящими слоями. На примере формирования различных структур переходных отверстий показано влияние свойств материалов и технологических процессов для печатных плат миллиметрового диапазона. А кроме того, описан специализированный SMT компонент — кроссовер, — обеспечивающий межслойный переход, упрощающий структуру переходных отверстий и обладающий рядом других дополнительных преимуществ. Кроссовер даёт возможность быстро модифицировать структуру печатной платы, передавать сигнал между слоями платы и при это не оказывает влияние на электрические характеристики сигнала.
Особенности производства печатных плат
В миллиметровом диапазоне длина волны сигнала имеет тот же порядок величины, что и геометрические характеристики печатной платы. Многие изделия миллиметрового диапазона относятся к потребительской электронике, где объем производства печатных плат составляет десятки тысяч и даже миллионы. В такой ситуации стоимость — очень важный фактор, который повышает сложность проектирования.
В простейшем случае печатные платы изготавливаются с применением процессов фотолитографии и химического травления. Используются фольгированные двуслойные или многослойные базовые материалы, в которых сверлятся необходимые отверстия. После сверления панель подвергается процессу гальванической металлизации, в результате чего образуется слой меди на стенках отверстий и поверхности панели – толщина слоя меди порядка 50 мкм при толщине базовой фольги 18 мкм. Далее на поверхность наносится слой фоторезиста, который экспонируется через фотошаблон ультрафиолетовым светом и проявляется с целью открыть ненужные участки меди. Открытые участки меди стравливаются, остаются элементы топологии печатной платы. Данный метод называется «сплошная металлизация» (panel plating). Травление в вертикальном направлении до слоя диэлектрика также сопровождается травлением в горизонтальной плоскости боковых поверхностей проводника. Но этот метод не подходит для высокочастотных/микроволновых применений. Для формирования проводника необходимо выполнить травление и базовой медной фольги, и гальванической меди, что приводит к ухудшению геометрических параметров проводника и несоблюдению требуемых значений допусков.
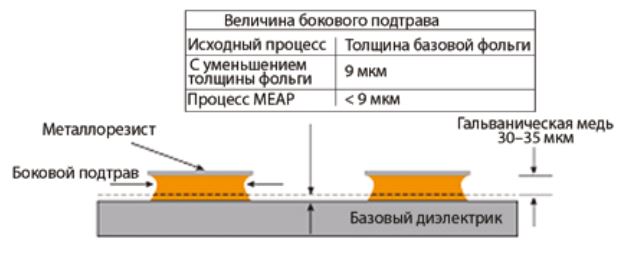
Метод «селективной металлизации» проводящего рисунка (pattern plate), используемый большинством современных производителей печатных плат, лишен недостатков технологии сплошной металлизации. Вместо применения сплошной гальванической металлизации фоторезист наносится на поверхность базовой медной фольги. Далее, при помощи фотошаблона или прямого экспонирования, производится перенос изображения проводящего рисунка на фоторезист. После экспонирования и проявления гальванической металлизации подвергаются только открытые участки базовой фольги, таким образом формируется проводящий рисунок, кроме того происходит нанесение меди на стенки отверстий. Для защиты проводящего рисунка и металлизации в отверстиях перед финальным травлением на поверхность наносится слой металлорезиста. Следующим этапом производится удаление фоторезиста и травление базовой меди на пробельных местах, затем удаляется металлорезист. Формирование проводящего рисунка завершено. Селективная металлизация по сравнению со сплошной обеспечивает лучшие геометрические параметры и допуски проводников, т.к. требуется стравить только слой базовй фольги. Это минимизирует величину бокового подтрава, искажающего форму боковых поверхностей проводника (См. Рис.1).
Для миллиметрового диапазона характерны частоты от 60 до 100 ГГц, что требует жестких допусков размеров проводников и радиусов скругления углов, особенно для антенн и встроенных линий передачи. В целях улучшения характеристик процесса травления было разработано несколько различных технологий.
- Первая технология заключается в применении предварительного химического травления базовой фольги. Толщина фольги уменьшается до значений менее 9 мкм, что сокращает время травления, улучшает геометрию проводника, минимизирует значение бокового подтрава, требует меньшего значения компенсации для процесса травления.
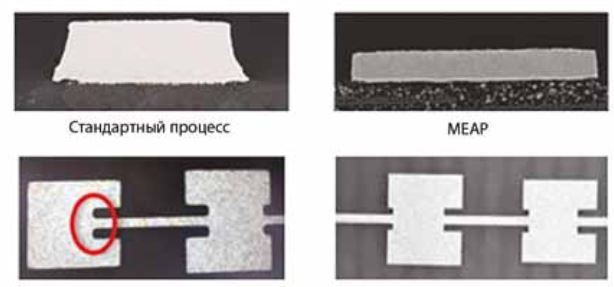
- Второй подход — «модифицированный процесс травления» (MEAP) — был разработан специально для микроволновых применений. Он обеспечивает жесткие допуски, меньший подтрав и лучшее разрешение. Этот процесс схож с предыдущим и обладает всеми преимуществами, которые даёт уменьшение толщины базовой фольги, а кроме того, применяемые специализированные методики травления обеспечивают достижение превосходных геометрических параметров проводников после травления (См. Рис. 2).
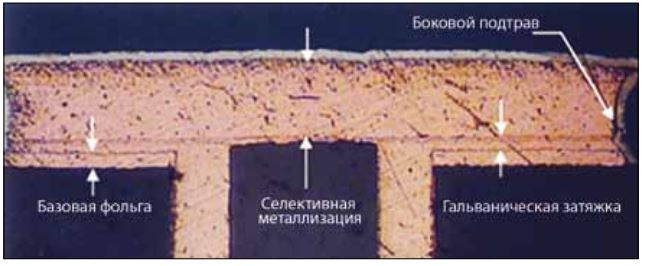
Зачастую разработчики упускают из виду, что при использовании сложных типов переходных отверстий толщина меди на поверхности увеличивается. Большинство сложных печатных плат содержит не только сквозные отверстия, но и «слепые» и «погребенные» переходные отверстия, микропереходы, переходные в контактных площадках с вторичной металлизацией сверху (“via in pad plated over” - VIPPO), при этом процесс металлизации становится более сложным. Для обеспечения надежности переходного отверстия медь должна быть нанесена непрерывно от верхнего проводящего слоя по стенкам отверстия до нижнего слоя. При использовании метода, известного как «гальваническая затяжка», слой меди наносится равномерно, без образования зерен, границы которых могут привести к разрыву соединения при сборке или при термоциклировании. Данная технология подходит только для сквозных отверстий, так как в процессе гальванической затяжки металлизируются все три поверхности (верхний и нижний слой, стенка отверстия). Для слепых переходных отверстий и VIPPO такой метод неприменим. Согласно спецификации IPC-6012, минимальная толщина гальванической затяжки составляет 5 мкм на каждый цикл металлизации (См. Рис. 3).
При разработке печатных плат для миллиметрового диапазона практически всегда требуется использовать VIPPO и слепые переходные отверстия различной глубины.
Для построения экспериментальной модели примем, что толщина базовой фольги увеличивается на 5 мкм при каждом цикле гальванической затяжки. Дополнительная толщина меди оказывает влияние на минимальные размеры выполнения проводников и допуски изготовления. К примеру, наличие VIPPO означает добавление одного цикла гальванической затяжки, два типа слепых переходных отверстий добавляют еще два цикла и т.д. Это нужно учитывать на самом раннем этапе проектирования.
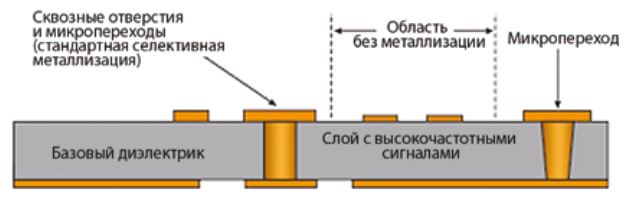
- Третий технологический процесс был разработан с целью достичь жестких допусков по размерам и избежать влияния вариативности толщины меди. Это гибридная технология, включающая в себя селективную металлизацию и традиционный процесс фотолитографии/травления. Идея проста: для критических элементов топологии, таких как антенны, фильтры, планарные трансформаторы, изображение наносится фотолитографическим методом на базовую фольгу (обычно толщиной менее 9 мкм) и травится. Эти элементы не подвергаются металлизации, тем самым приобретая преимущества травления исключительно фольги, при этом допуск толщины определяется только допуском толщины базовой фольги. Некритичные элементы топологии и места пайки подвергаются стандартной селективной металлизации (см. Рис. 4). Несмотря на сравнительно высокую стоимость из-за дополнительных технологических операций, эта технология (известная как «C2eT») обеспечивает достижение неплохих электрических характеристик.
В Таблице 1 приведено сравнение технологических процессов, описанных выше.

В процессе разработки печатной платы очень важным инструментом является моделирование. На этапе моделирования определяется приемлемый уровень допусков, что даёт возможность выбрать необходимую технологию изготовления, тип диэлектрика и медной фольги. Моделирование позволяет снизить стоимость, провести анализ возможных причин отказа, а благодаря использованию виртуальной среды, готовые результаты получаются значительно быстрее, чем при изготовлении прототипов.
Допуски базовых материалов
Вне зависимости от выбранного технологического процесса, необходимо учитывать производственные допуски как в отношении базовых материалов, таких как диэлектрик и медная фольга, так и в отношении технологических операций при изготовлении печатных плат. Для каждой технологии существуют свои допуски, однако следует принимать в расчёт и индивидуальные особенности производства конкретной партии и панели. Так как базовый диэлектрик не является гомогенным (это сложный композиционный материал), эффективная диэлектрическая постоянная (εreff) отличается в разных точках. Толщина медной фольги также неравномерна. Свое влияние оказывает и топология печатной платы. Например, расположение переходных отверстий обуславливает распределение токов при гальванической металлизации и может вызвать неравномерность в толщине покрытия. Различия в площади меди на разных слоях может привести к различиям в толщине печатной платы после прессования. Неравномерное распределение технологических растворов по поверхности в процессе травления вызывает локальные отличия в параметрах готового изделия.
Диэлектрическая постоянная (εreff) - один из показателей, который следует учитывать при разработке печатной платы. Для примера рассмотрим антенную решетку, применяемую в автомобильных радарах среднего и большого радиуса действия, работающих на частоте 77 ГГц. Угол наклона луча зависит от диэлектрической постоянной (см. Рис. 5). Изменение значения диэлектрической постоянной на 1 % приводит к отклонению луча на 0,74⁰.

Любые параметры изделия, связанные с топологией платы, могут быть оптимизированы по результатам испытаний опытных образцов. Допуски базовых материалов и технологических процессов известны и должны применяться при моделировании. Однако данные параметры могут не полностью соответствовать результату, полученному при изготовлении ВЧ устройства. Параметры диэлектрика и фольги измеряются отдельно, обычно методом выборочного контроля. В процессе производства необходимо проверять соответствие плат заданным размерам, выполняя измерения в определенных местах. Однако вопрос о том, как будут комбинироваться данные параметры на панели в целом, остается открытым.
Для ответа на этот вопрос были проведены измерения диэлектрической проницаемости при помощи структуры в виде сетки из 16 кольцевых резонаторов, размещенных на типичном ВЧ диэлектрике. (см. Рис. 6)
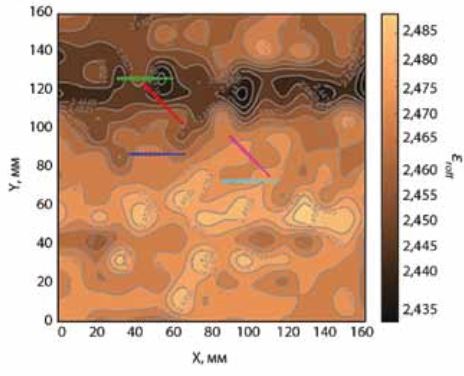
Размер образца 160×160 мм. Показаны антенные решетки, работающие на частоте
77 ГГц, расположенные на различных участках, под различными направлениями
Среднее значение составило 2.47 с отклонениями ±1.4 %. Антенная решетка может быть расположена в любом месте платы и под любым углом, как показано на рисунке. Отдельные элементы значительно меньше, чем антенна целиком, для них значения εreff могут сильно отличаться, поэтому более показательна величина отклонений εreff , усредненная по всей площади антенной решетки. Эти данные можно получить путем размещения антенны во все возможные позиции с вычислением среднего значения εreff . В идеале должны быть учтены зоны с самыми высокими отклонениями εreff . В результате расчета при расположении антенны под углом 45 градусов среднее значение εreff составило 2.47 с отклонением ±0.9 %(См. Рис. 7).
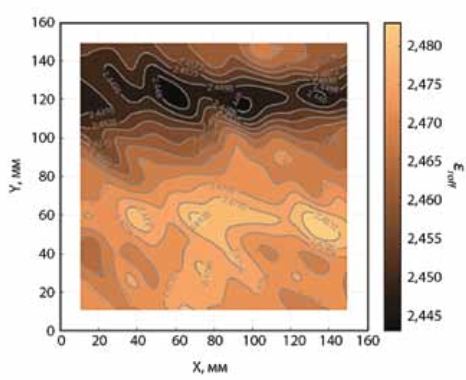
77 ГГц, расположенной под углом 45° в каждой точке тестового поля
Можно сделать следующий вывод: небольшие объекты, такие как отдельные элементы антенной решетки на 77 ГГц, сильно подвержены отклонениям в εreff (2.47 ±1.4 %). При этом отклонение εreff антенны в целом значительно меньше (2.47 ±0.9 %). Таким же образом общее отклонение εreff для всех передающих (Tx) и приемных (Rx) антенн всего комплекса в целом будет еще меньше. Локальные отклонения могут быть вызваны любыми причинами: характеристиками фольги и диэлектрика, особенностями изготовления, топологией печатной платы. Величины отклонений параметров от партии к партии, от панели к панели зависят от типа материала и от производственного процесса, и они неизбежны.
Следует принять во внимание, что значения диэлектрической постоянной, полученные путем измерения параметров кольцевых резонаторов, могут не полностью соответствовать значениям εreff для антенн или других ВЧ структур. Также нужно иметь ввиду, что любые измерения характеризуются допусками и повторяемостью. Для данного эксперимента повторяемость измерений составила ±0.3 %. Результаты, полученные для микроволновых антенных решеток, могут не совпадать со значениями отклонений в параметрах других микроволновых цепей, однако принцип у них один и тот же.
При разработке ВЧ устройства необходимо выбирать производственный процесс, исходя из требований конечного продукта. Следует обязательно учитывать допуски материалов и технологических операций, а также возможные отклонения от партии к партии, от панели к панели и внутри одной панели. Кроме того, нельзя игнорировать и другие факторы, влияющие на процесс изготовления и на допуски параметров. Так например, ВЧ компоненты могут располагаться как на стороне антенны, так и с противоположной стороны печатной платы.
Использование дискретного компонента
Трассировка сигнальных линий по разным слоям обычно выполняется при помощи переходных отверстий. Проведение электромагнитного моделирования в 3D подтверждает, что в миллиметровом диапазоне становятся существенными отклонения, вносимые высоким импедансом переходных отверстий. Более того, своё влияние оказывает и паразитный эффект неиспользуемых частей переходных отверстий. Неиспользуемые части необходимо удалять (обычно путем обратного сверления) и принимать дополнительные меры по согласованию импедансов для компенсации данного эффекта. Допуски производственного процесса для всех параметров должны быть учтены на самой ранней стадии разработки.
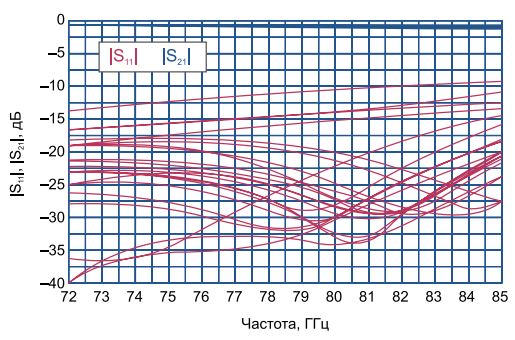
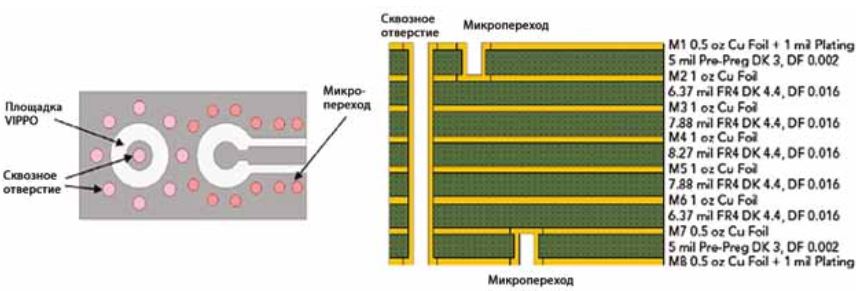
Рабочие частоты для большинства радаров миллиметрового диапазона превышают 60 ГГц, поэтому необходимо минимизировать электромагнитное излучение, генерируемое переходными отверстиями. Обычно для этого используется плотное кольцо переходных отверстий «земли» вокруг сигнального отверстия, что обеспечивает экранирование, запирая электромагнитные поля в квази-коаксиальной структуре и уменьшает потери на излучение. Однако эти переходные отверстия могут привести к замыканиям, а кроме того, они блокируют путь для разводки ВЧ сигнала. На Рис. 8 показана характерная конфигурация переходных отверстий и структура слоев печатной платы автомобильного радара с переходом сигнала частотой 76-81 ГГц с нижнего на верхний слой.
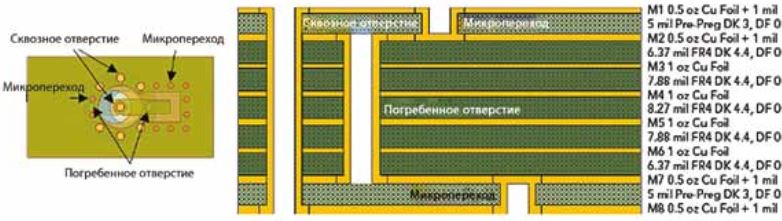
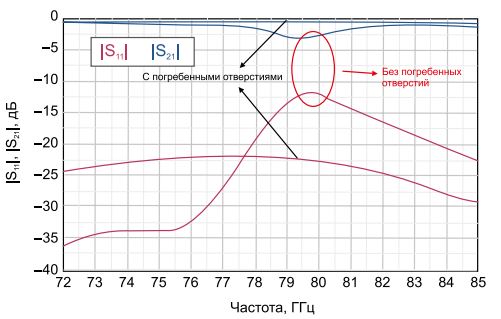
Шесть сквозных металлизированных отверстий, окружающих центральное сигнальное, относятся к «земле». Но данные отверстия не обеспечивают достаточное экранирование на верхних частотах, поэтому требуется два дополнительных погребенных отверстия, чтобы закрыть зазор в экране, не замыкая сигнальные трассы. При удалении погребенных отверстий существенно возрастают вносимые и возвратные потери (см. Рис. 9). На рис. 10 представлены различия в электрических параметрах для конфигурации, приведенной на рис. 8. Учтены допуски изготовления печатной платы (травление, совмещение слоев, сверление), вариации толщины диэлектрика и диэлектрической постоянной. Подобные графики необходимы для подтверждения соответствия параметров изделия требуемым.
Как сказано выше, формирование погребенных отверстий требует дополнительных производственных операций (прессование, сверление и металлизация), что существенно увеличивает себестоимость изделия. Альтернативой может служить использование поверхностно-монтируемого (SMT) компонента – «кроссовера», устанавливаемого на более простую плату. Это позволяет достичь схожих результатов, уменьшив сложность производства печатной платы (см. Рис. 11).
В данном проекте автомобильного радара, работающего в диапазоне частот от 76 до 81 ГГц, присутствуют только сквозные отверстия и микропереходы, что позволяет обойтись лишь одним циклом прессования. Центральное сигнальное отверстие и окружающие его экранирующие отверстия – обычные сквозные. Микропереходы окружают сигнальный проводник, формируя заземленную копланарную линию передачи (grounded coplanar waveguide - GCPW). Изолированная контактная площадка сигнального отверстия и окончание сигнальной линии не соединены на печатной плате, они соединяются с использованием поверхностно-монтируемого «кроссовера». «Кроссоверы» устанавливаются на верхней и нижней стороне печатной платы, обеспечивая переход сигнала между слоями (см. Рис. 12)
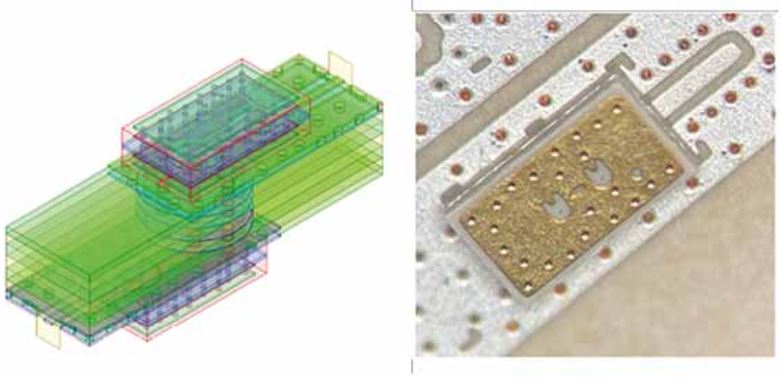
Размеры компонента 2.0 х 1.3 мм идеально подходят для 50-омных линий шириной 0,25 мм, обычно применяемых в таких ситуациях. Для изготовления компонента необходимы стандартный ВЧ диэлектрик и традиционный процесс производства многослойной печатной платы. Данный подход позволяет достичь того же результата, что и при использовании погребенных отверстий (сравните рис. 13 и рис. 10).
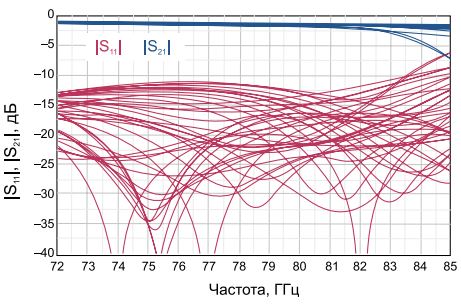
В случае, когда количество подобных переходов невелико, стоимость изготовления самой платы существенно снижается, и эта разница в цене превышает стоимость дополнительных компонентов, что является финансово выгодным для производителя.
Заключение
Быстрое развитие технологий изготовления устройств миллиметрового диапазона ведёт к росту спроса на высокопроизводительные многослойные печатные платы, используемые для этих применений. Однако существующие материалы и технологические процессы производства таких плат не всегда полностью соответствуют предъявляемым требованиям. При этом даже незначительные отклонения в характеристиках базовых материалов и в процессах изготовления могут ухудшить параметры готового изделия. Для достижения нужных характеристик, высокой повторяемости и оптимальной стоимости печатных плат необходимо учитывать возможные отклонения на всех этапах производства, начиная с проектирования.
Данная публикация была напечатана в журнале «СВЧ-электроника» 3'2022 в составе статьи «Материалы и производственные процессы плат для СВЧ-приложений»