Источник: Джон Буши и Аная Вардия (John Bushie, Anaya Vardya),
American Standard Circuits,
© 2018 BR Publishing, Inc.
Справочник проектировщика печатных плат. Основы радиочастотных/СВЧ печатных плат. Глава 4.1. Структуры отверстий.
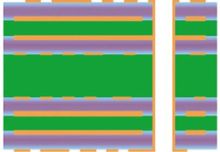
Сквозные отверстия
Сквозные отверстия – самая старая и простейшая структура отверстия. Такие отверстия проходят через всю печатную плату от верхнего слоя до нижнего и создают соединения для всех внутренних слоев (Рис.4.1). Такие отверстия обычно являются версией с меньшим диаметром стандартного компонента, монтируемого через сквозное отверстие. Общие рекомендации для соотношения сторон для сквозных отверстий: 10:1 для стандартной технологии и 20:1 для продвинутой технологии.
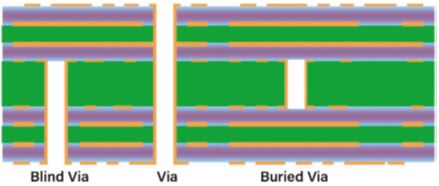
Слепые и заглубленные отверстия
Слепые отверстия соединяют внешний слои с внутренними слоями (с доступом только к одному внешнему слою). Есть два базовых метода для создания слепых отверстий:
1. Обработка до-монтажной структуры слоев и сквозное сверление отверстий, после чего покрытие (может требоваться множественное последовательное покрытие). Можно выбрать заполнение этих слепых отверстий либо на стадии покрытия смолой от препрега, либо использовать независимое непроводимое заполнение отверстия до покрытия. Соотношение сторон отверстия, выполненного данным способом, зависит от возможностей металлизации сквозных отверстий.
2. Сверление на контролируемую глубины или лазерное сверление и металлизация от верхней поверхности площадки до слепого слоя. Каждый тип отверстия имеет свои преимущества и недостатки; поэтому важно, чтобы производитель печатной платы выбрал правильную последовательность процессов для конкретной разработки. Преимущество этих методов в том, что можно металлизировать одновременно сквозные отверстия и слепые отверстия. Это убирает дополнительный цикл металлизации и возможно цикл покрытия. Недостаток в том, что соотношение сторон отверстия, которое может быть сформировано с использованием этих методов, значительно сокращается до 0,7:1 для стандартной технологии и 1,2:1 для продвинутой технологии.
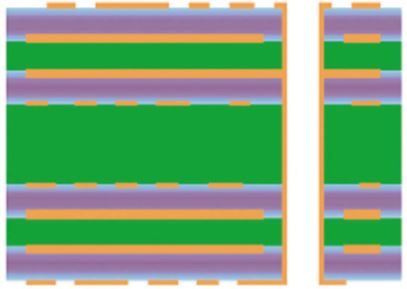
Заглубленные отверстия соединяют внутренние слои предпочтительно одной зоны или нескольких зон, но не имея выхода на внешние слои. В целом слепые и заглубленные отверстия отличаются от сквозных отверстий тем, что не имеют выходы на оба внешних слоя (Рис.4.2).
Преимущества слепых и заглубленных отверстий
- Соединяют только функционально нужные слои
- Сохраняется полезная площадь печатной платы
- Увеличивается плотность проводов (отверстия не занимают все слои)
- Безопасность продукта (минимизация утечки по поверхности и оптимизация зазоров для электрической изоляции).
Недостатки слепых и заглубленных отверстий
- Ограниченный выбор поставщиков
- Более сложный процесс (влияет на издержки и надежность)
- Множество циклов покрытия и металлизации
- Увеличиваются структурные нагрузки
- Более длительное время подготовки
- Регистрация
Ограничения по разработкам слепых и заглубленных отверстий
- Минимальная толщина основы: 0.003”
- Минимальные размер сверла: 0.0059” с максимальным соотношением сторон 10:1 для подложек слепых/заглубленных отверстий
- Способность регистрировать просверленные отверстия на внутренних слоях подвергается воздействия после каждого цикла покрытия
- Минимальный гарантийный поясок, просверленный перед первым циклом пресса 0.004” на сторону.
- Сверление после первого цикла пресса: 0.004” на сторону.
- Сверление после второго цикла пресса: 0.006” на сторону
- Сверление после третьего цикла пресса: 0.009” на сторону.
На заметку
- Медь в 1/4 или 1/2 oz. обычно требуется для BBV слоев. Отдельные BBV слои получают 0.0012–0.0014” электролитной меди во время процесса металлизации сквозного отверстия, что приводит к общей толщине меди в 0.00155–0.0019” дли 1/4-oz. Медной фольги (в этом примере). Это происходит из-за того, что соотношения поверхностной металлизации к металлизации отверстия варьируется от 1.2–1.4:1, в зависимости от соотношения сторон отверстия.
- Все BBV отверстия будут заполнены эпоксидной смолой во время последующих циклов покрытия.
- Чертеж отверстий должен указывать отдельно сквозные отверстия и слепые и/или заглубленные отверстия.
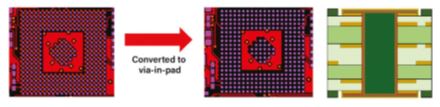
Заполненные отверстия, отверстия в площадке и отверстия в площадке, металлизированные сверху (VIPPO)
Заполненные отверстия могут улучшить плотность трассировки (Рис. 4.3) и монтаж платы, и оказать помощь в электрической и тепловой эффективности. Заполнение отверстий должно использоваться только если это абсолютно необходимо. Преимущества технологии отверстия в площадке включают следующие:
- Увеличение захвата площадки
- Чистота/регистрация паяльной маски
- Устранение образования «лунок» в площадке
Отверстия требуют площадок на каждом слое, с которым они соединяются. Так как отверстия не гарантируют идеального выравнивания из-за допусков обработки и движения материала, должно быть кольцеобразное пространство из меди вокруг металлизированного отверстия. Это нужно для обеспечения полного электрического соединения в 360° вокруг отверстия. Площадки на отверстиях внутренних слоев больше, чем площадки на внешних слоях, что позволяет большие пространственные допуски. Отверстие с зазором необходимо там, где отверстие проходит через панель (то есть не соединяется с панелью). Обычно рекомендуется структура тепловой разгрузки (обычно четыре маленьких металлических мостика между отверстием и панелью), где отверстие предполагается соединяться с панелью. Тепловая разгрузка может стать преимуществом для упрощения пайки при процессе монтажа.