Монтаж выводных компонентов по технологии Pin-in-Paste (PIP)
PIP-монтаж. Сборка THT и SMD за один проход
Технология Pin-in-Paste (PIP), или интрузивная пайка оплавлением, — это метод, позволяющий монтировать компоненты в отверстия (THT) одновременно с поверхностным монтажом (SMT) в конвекционной печи оплавления. Паяльная паста при этом наносится как на контактные площадки, так и непосредственно в металлизированные отверстия плат, что даёт возможность избежать разделения процессов на SMT-линию и селективную пайку / волну.
Для каких проектов мы рекомендуем PIP-монтаж?
Технология PIP идеально подходит для определённой группы задач, где её применение позволяет существенно сократить время производства и сэкономить бюджет.
Силовая и промышленная электроника
Требования: необходима установка единичных высокоамперных клеммников, силовых транзисторов в корпусах ТО-220, ТО-247, мощных разъемов Molex Mini-Fit на плату с большим количеством SMD компонентов.
Устройства: DC/DC преобразователи, драйверы двигателей, компактные блоки питания.
Автомобильная электроника
Требования: важна высокая виброустойчивость. PIP-пайка формирует полноценную галтель с обеих сторон платы (в отличие от пайки волной, где галтель только со стороны пайки), что повышает стойкость к механическим нагрузкам и вибрациям.
Устройства: блоки управления двигателем (ECU), датчики систем ABS/ESP, элементы телематики.
Светодиодные системы
Требования: нужен монтаж выводных коннекторов питания на алюминий. Технология PIP позволяет избежать локального перегрева основания в месте пайки, что часто происходит при ручном монтаже и приводит к отслоению диэлектрика от подложки.
Устройства: Алюминиевые платы с металлическим основанием для мощных светодиодов.
Приборы с ограничениями по габаритам
Требования: печатные узлы, в которых благодаря технологии PIP разъёмы для межплатного соединения (пин-хедеры) можно монтировать непосредственно на плату без защитных масок и технологических зон, необходимых при пайки волной.
Устройства: Носимые медицинские приборы, полётные контроллеры БПЛА.
Преимущества перехода на PIP
Что даст вашему проекту переход с классической схемы SMT + селективная пайка /волна на SMT + PIP?
Сокращение производственного цикла без потери качества !
1. Снижение стоимости заказа благодаря исключению второго техпроцесса.
Классическая сборка печатных плат с комбинацией SMD и выводных компонентов
требует либо ручной допайки выводов (низкая повторяемость, риск статики), либо настройки линии селективной пайки или пайки волной. Оба процесса предполагают дополнительные финансовые расходы.
PIP-монтаж выводных элементов выполняется в одном цикле с поверхностным монтажом, при этом увеличивается только расход пасты, что сказывается на бюджете проекта незначительно.
2. Сокращение сроков производства за счёт отсутствия необходимости переставлять плату с линии SMT на линию THT для селективной пайки или пайки волной. Экономия времени - от 1 до 3 рабочих дней.
Партия плат уходит в производство быстрее, что важно при необходимости выполнить срочный монтаж прототипов или мелких серий электронных блоков.
3. Снижение термической деградации печатной платы.
При сборке печатных узлов с применением SMT и селективной пайки печатная плата проходит через печь дважды. При этом материал основания платы испытывает дополнительные напряжения, у многослойных плат повышается риск деламинации и коробления.
Технология PIP использует щадящий термопрофиль. Это позволяет обеспечить надёжность готового изделия за счёт сохранения механических свойств диэлектрика.
4. Гарантия отсутствия токов утечки на плате.
В отличие от волновой и селективной пайки, при применении PIP-монтажа не используются жидкие флюсы на водной или спиртовой основе. Отсутствие токопроводящих остатков флюса под компонентами гарантирует, что на плате не возникнут токи утечки. Это особенно важно для высоковольтной аппаратуры и измерительных цепей.
Чек-лист: нужен ли вашему проекту PIP-монтаж?
Вы можете самостоятельно оценить целесообразность применения технологии PIP
Количественное соотношение компонентов на плате
Количество SMD-компонентов более 100 шт., а количество выводных (THT) компонентов менее 10 шт. Наличие на плате 100 и более SMD компонентов означает, что их установка будет осуществляться на автоматической линии с полным циклом оплавления. Добавление в этот процесс монтажа небольшого количества выводных элементов по технологии PIP не потребует применения отдельной техоперации, т.к. PIP -монтаж выполняется одновременно с SMT. В случае если выводных компонентов более 10шт, селективная пайка становится более экономически выгодной.
Топология платы. Двусторонний монтаж
Выводные компоненты расположены в центре платы или в окружении высоких SMD-элементов (конденсаторов, дросселей) и/или плата имеет установленные компоненты с обеих сторон. В такой ситуации пайка волной без паяльных масок не применима (компоненты на нижней стороне могут оказаться смытыми припоем), а ручная пайка труднодоступна. PIP-монтаж решает эту проблему, позволяя установить THT-разъем в тот же проход, что и остальные компоненты в рамках стандартного SMT-цикла.
Плата имеет финишное покрытие иммерсионным серебром
Под воздействием флюсов волновой пайки на этом покрытии могут появиться пятна, что отрицательно скажется на внешнем виде изделия. PIP-монтаж с использованием паяльной пасты полностью исключает этот дефект.
Хотите выяснить применимость технологии PIP для вашего проекта?
Отправьте файл .pcb (Altium, P-CAD, KiCAD) или гербер-файлы с перечнем компонентов. Наши инженеры рассчитают коэффициент заполнения отверстий и дадут заключение о возможности перевода THT-монтажа на PIP с гарантией качества согласно указанному классу изделий.
Как выполняется PIP-монтаж в А-КОНТРАКТ?

Качественный монтаж по технологии PIP возможен только при наличии на сборочном производстве современного оборудования. Оснащение завода А-КОНТРАКТ отвечает всем условиям, необходимым для выполнения надёжной пайки выводных компонентов.
- SMT линии полного цикла, оборудованные автоматическими принтерами пасты, установщиками компонентов с точностью позиционирования ±40 мкм (3σ), конвекционными печами оплавления с 10+ зонами нагрева.
- Автоматизированный контроль SPI на этапе нанесения паяльной пасты на печатную плату.
Встроенная в линию система 3D-инспекции SPI проверяет объем и смещение пасты на каждой плате до установки компонента, что исключает дефект печати. - Рентгеновский контроль качества пайки
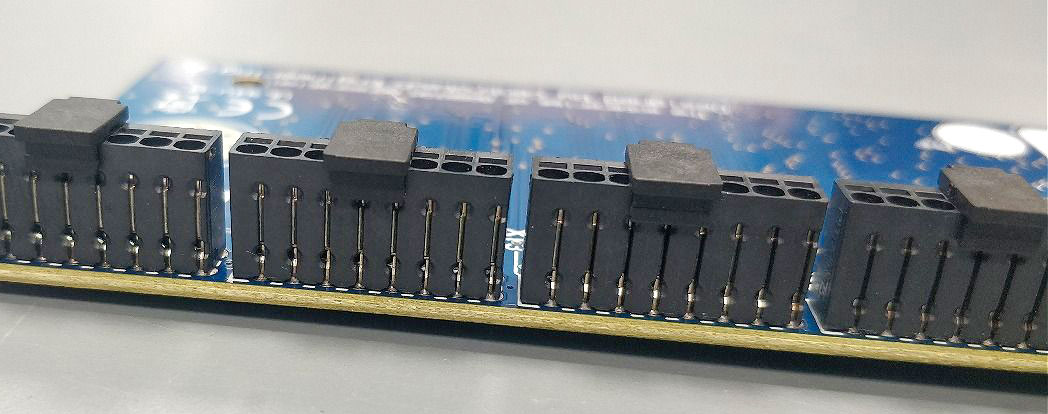
Выводная пайка часто скрыта под корпусом разъема, что делает невозможным визуальную оценку заполнения отверстия на 75% (в соответствии со стандартом IPC-610) . Заключение о качестве монтажа делается на основе рентгеновского снимка. - Опыт работы с нестандартными компонентами
На заводе А-КОНТРАКТ отлажен процесс монтажа по технологии PIP для различных THT компонентов, в том числе нестандартных (например, разъёмов USB Type-C, RJ45 с интегрированными магнетиками и силовых контактов большого сечения). - Разработка трафаретов
Инженеры А-КОНТРАКТ выполняют разработку многоуровневых (ступенчатых) трафаретов с утолщением в зоне расположения PIP-компонентов. Это позволяет нанести расчётный объем пасты за один проход ракеля, не увеличивая площадь апертуры до критических значений. В ряде случаев альтернативой или дополнением к ступенчатому трафарету может служить оверпринт (overprint) — расширение апертуры за пределы контактной площадки на слой паяльной маски. Величина оверпринта рассчитывается индивидуально под конкретный компонент и толщину платы. При выполнении DFM-анализа специалисты А-КОНТРАКТ дают рекомендации разработчику по проектированию платы с учётом последующего применения ступенчатого трафарета и надпечаток. - Применение паяльных преформ
В ситуациях, когда невозможно нанести требуемый объем пасты даже через ступенчатый трафарет, технологи А-КОНТРАКТ применяют паяльные преформы (дозированные объемы припоя точной массы и форм), которые помещаются на контактную площадку до установки компонента и при оплавлении заполняют отверстие совместно с пастой, нанесенной через трафарет.
Автоматизация — повторяемость качества в пределах партии и от партии к партии.
Качество PIP-монтажа определяется не только настройками оборудования, но и минимизацией человеческого фактора. Автоматизация значимых операций — дозирования пасты, позиционирования компонента, установки правильного термопрофиля печи — позволяет гарантировать отсутствие брака и высокую повторяемость процесса.
Подготовка вашего проекта к пайке по технологии PIP
Технические требования и ограничения
Для обеспечения выхода годных изделий согласно IPC-610 класс 2/3 инженеру-разработчику на этапе проектирования необходимо учитывать следующие параметры:
- Соотношение диаметров вывода и отверстия
Размер зазора между выводом и стенкой отверстия важен для капиллярного заполнения при оплавлении. Слишком большое отверстие требует избыточного объема пасты, что ведет к образованию пустот. Рекомендуемый зазор — 0.15–0.25 мм к диаметру вывода (например, для вывода 0.8 мм отверстие должно быть 0.95–1.05 мм) .
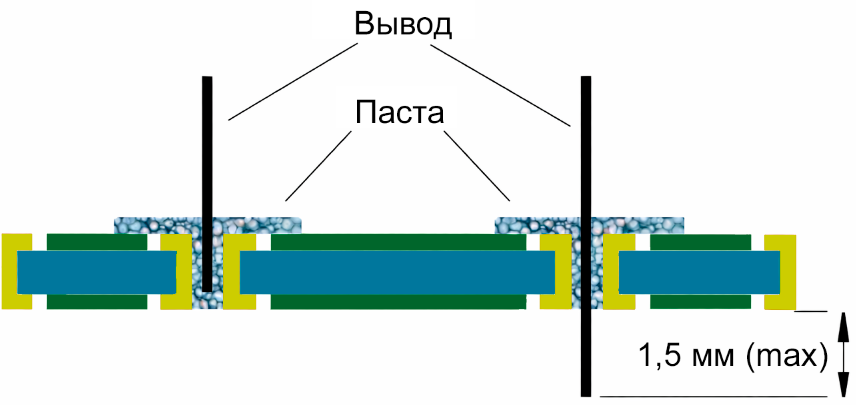
- Длина вывода компонента
Для предотвращения выдавливания пасты из отверстия при установке компонента длина вывода не должна превышать толщину платы более чем на 0.5–0.8 мм. Избыточная длина вывода приводит к стеканию припоя и непропаям со стороны источника тепла.
- Термостойкость компонентов
Корпус выводного компонента должен выдерживать пиковую температуру бессвинцовой пайки (до +245…+250°C в течение 30-50 секунд). Использование стандартных волновых разъемов из нейлона недопустимо — требуется материал корпуса LCP (жидкокристаллический полимер) с температурой плавления выше 280°C.