Справочник проектировщика печатных плат. Основы радиочастотных/СВЧ печатных плат. Глава 4.2. Структуры отверстий

Заполнение сквозных отверстий
Отверстия, которые должны быть заполнены, сначала сверлятся (процесс сверления обычно разделен на сначала сверление отверстий и затем балансировка отверстий). Обычно они заполняются на специализированной машине либо проводимой, либо не проводимой пастой. Проводимая паста намного более дорогая, чем не проводимая паста для заполнения отверстий, и это также создает больше проблем для процесса. Мы всегда рекомендуем заказчикам использовать непроводимое заполнение вместо проводимого. После заполнения отверстий деталь обычно покрывается металлом, так что зоны, где есть заполненные отверстия становятся практически плоскими. Затем любые металлизированные отверстия, которые не были заполнены, сверлятся и покрываются металлом. В результате может получиться множество циклов сверления и металлизации. Именно эти множественные циклы сверления и металлизации создают наибольшие трудности для производителя печатных плат, связанные с заполнением отверстий, и проблемы, которые они могут создать во время производства.
Во-первых, из-за увеличения толщины меди на поверхностях внешнего слоя, становится более трудно реализовать тонкие линии и промежутки. Эта проблема более детально обсуждается в следующей главе. Во-вторых, необходимость «разделения» сверления может также привести к проблемам регистрации между двумя сверлениями. Эти две разные операции могут привести к затруднению в выполнении требований по минимальному гарантийному пояску. Это особенно важно, когда разделение сверления выполняется на тонком или слабом покрытии, таком как в высоконадежных PTFE продуктах.
Основные правила разработки для этого процесса:
- Толщина платы: 0.020–0.120”
- Размер сверла: 0.008” минимум и 0.20” максимум
- Толщина меди: IPC класс II
- Характеристика внешнего слоя: 0.004” минимальная дорожка и 0.005” максимальная дорожка
- Не проводимые материалы менее дорогие, чем проводимые материалы
Таблица 4.4 показывает наиболее широко используемые производителями материалы для заполнения отверстий.
Заполнение микроотверстий
- Могут быть закрыты металлизацией, заполнены отдельно или заполнены одновременно со сквозными отверстиями, что зависит от типа используемых ванны и ректификаторов.
- Заполнение эпоксидной смолой и покрытие металлом сверху. Это не является более предпочтительным по сравнению с заполнением медью. Заполнение эпоксидом микроотверстий должно проводиться в вакуумной камере, чтобы предотвратить попадание воздуха.
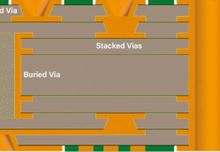
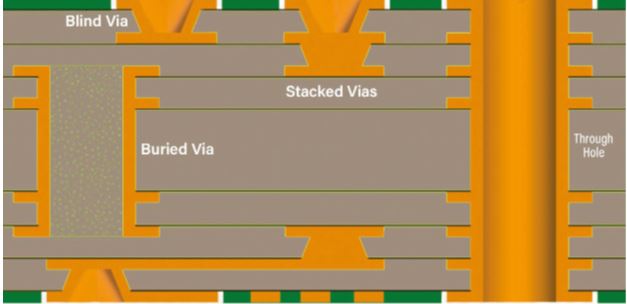
Штабелированные микроотверстия
При запросе на разработку чрезвычайно плотной трассировки, когда даже расположенные в шахматном порядке отверстия не могут решить проблему, решением могут стать штабелированные отверстия. Штабелированные отверстия – это микроотверстия, которые располагаются «штабелем» друг над другом, что позволяет достичь максимально возможной плотности трассировки (Рис.4.4).
Источник: Джон Буши и Аная Вардия (John Bushie, Anaya Vardya),
American Standard Circuits,
© 2018 BR Publishing, Inc.