Технологии доверия: почему заказчики выбирают партнерство с А-КОНТРАКТ
Введение
Прочность цепи определяется прочностью ее самого слабого звена. Что является слабым звеном в контрактном производстве? Чтобы это выяснить, необходимо обратиться к многолетнему опыту одного из ведущих российских предприятий в данной отрасли – компании А‑КОНТРАКТ (рис. 1). Выполнение большого количества заказов с самой разнообразной спецификой и требованиями к конечному продукту позволяет специалистам А‑КОНТРАКТ прийти к выводу, что наиболее уязвимым местом любого проекта электронной сборки является разработка и оптимизация конструкторской документации (КД). Ошибки в КД заказчика всегда приводят к проблемам в процессе изготовления и монтажа печатных плат, поэтому критически важно, чтобы производитель имел возможность внести все необходимые корректировки еще на этапе подготовки файлов и создания прототипов, когда в будущий продукт закладывается ключевой конструктив и основной функционал.

Несмотря на очевидность этого факта, нередки случаи, когда заказчик отказывается от оптимизации проекта. По мнению инженеров А‑КОНТРАКТ, зачастую причиной такой ситуации является то, что разработчику, вложившему немало сил в создание КД, бывает сложно признать, что проект содержит ошибки. Тем не менее если производитель их видит и знает способы сделать печатную плату технологичнее, ему нужно аргументировать свою точку зрения и получить согласие на доработку КД, ведь это, прежде всего, в интересах самого заказчика. Иначе риски возникновения дефектов в процессе изготовления изделия повышаются многократно, а значит, и разработчик, и производитель понесут временные и финансовые потери.
Вот почему еще 10 лет назад А‑КОНТРАКТ принял решение расширить свои возможности по работе с КД заказчика. Новые технологии в сфере изготовления электроники потребовали от технических специалистов компании умения проводить глубокий анализ КД, особенно в отношении средне‑ и крупносерийных партий печатных плат, предназначенных для автоматизированного монтажа. С этой целью инженеры А‑КОНТРАКТ начали применять новые на тот момент САПРы и ПО, позволявшие выполнять качественный всесторонний DFM (Design for Manufacturing – проектирование с учетом технологических требований) и DFA (Design for Assembly – проектирование с учетом требований сборки) анализ проекта, выявлять в нем нестыковки, которые, по большей части, сложно обнаружить в процессе изготовления установочной партии.
Первоначально наиболее актуальной задачей при анализе КД заказчика для технических специалистов А‑КОНТРАКТ была проверка посадочных мест (футпринтов) в Gerber‑файлах печатной платы. Часто при этом выявлялись несоответствия корпусов, указанных в спецификации, посадочным местам электронных компонентов на плате или оказывалось, что выбран неверный тип посадочного места (в соответствии со стандартом IPC‑7351, существуют три типа размеров посадочных мест A, B, C, которые определяются, исходя из плотности размещения компонентов). С приобретением опыта специалисты технического отдела А‑КОНТРАКТ получили навыки работы с гораздо более сложными и критичными проблемами, такими как ошибки в слоях печатных плат, переходных отверстиях и топологии. В процессе проведения DFM/DFA‑анализа нередко выяснялось, что в доработке нуждается даже та документация, для составления которой заказчик обращался к специализированным дизайн‑центрам, работающим в сфере R&D.
Таким образом, качество, надежность и работоспособность будущего электронного блока зависели от умения технических специалистов А‑КОНТРАКТ находить и исправлять все возможные ошибки при подготовке файлов плат к производству.
По мере усложнения изделий, которые поступали в работу А‑КОНТРАКТ, увеличивалась и глубина анализа КД. Одновременно рос объем производства. На заводе компании монтировались уже не десятки и сотни электронных блоков, а серии в несколько тысяч штук. Это обстоятельство накладывало большую ответственность, поскольку ошибка, допущенная при сборке крупной партии, влечет за собой дорогостоящие работы по ее исправлению. Если же при этом требуется замена электронных компонентов, то к временным потерям также добавляются и финансовые, которые нередко несет сам производитель.
Таким образом, при монтаже крупных партий печатных плат проведение DFM‑анализа обязательно, а не просто желательно. И если заказчик не согласовывает внесение изменений в КД с целью ее оптимизации, то даже возможна ситуация отказа производителя от выполнения заказа, так как цена ошибки может значительно превысить ожидаемую прибыль, а срыв сроков и вероятное увеличение стоимости сделает весь проект невыгодным для самого заказчика.
В практике А‑КОНТРАКТ было множество интересных проектов, в которых выполненный DFM/DFA‑анализ приводил инженеров компании к полноценному участию в НИОКР изделия заказчика и составлению новой КД. Некоторые из таких проектов описаны ниже. Они наглядно демонстрируют, как тесное и плодотворное сотрудничество между разработчиком и производителем позволяет многократно улучшить характеристики устройства и получить новые компетенции и навыки.
Проект № 1: производство бортовых радиостанций
В 2013 г. один из ведущих отечественных производителей бортовых радиостанций работал над созданием нового изделия. Изготовленный на предприятии экспериментальный образец устройства оказался неработоспособным, и разработчик принял решение о поиске подрядчика для выполнения сборки электронных модулей. К тому времени А‑КОНТРАКТ уже зарекомендовал себя на российском рынке как ответственный контрактный производитель, способный решать нестандартные задачи. Положительная репутация и богатый опыт компании сыграли свою роль, и заказ был размещен на заводе А‑КОНТРАКТ. На этапе обсуждения условий сотрудничества разработчик озвучил главное требование: А‑КОНТРАКТ должен был реализовать весь проект «под ключ», начиная с доработки КД и заканчивая проведением испытаний электронных блоков.
Выполнив глубокий анализ КД заказчика, инженеры А‑КОНТРАКТ выявили узкие места проекта, которые с большой долей вероятности могли стать причинами дефектов в процессе сборки плат и привести к отказу готовых изделий. Далее в статье рассматриваются проблемы, с которыми столкнулись технические специалисты А‑КОНТРАКТ при выполнении этого заказа, и описываются найденные решения.
Проблемы с переходными отверстиями
В соответствии с КД, предполагалось использование корпусов типа BGA484 с малым шагом; при этом переходные отверстия, выполненные в контактных площадках, имели диаметр 200 мкм. Такой диаметр отверстия сделал невозможным обеспечение гарантийного пояска 25 мкм, что является требованием стандартов IPC для изделий 3‑го класса. Ошибка была исправлена путем уменьшения диаметра переходного отверстия до 150 мкм, чтобы обеспечить требуемую ширину гарантийного пояска. Кроме того, для снижения рисков возникновения пустот в паяном соединении шариковых выводов BGA в проекте была заложена процедура тентирования переходных отверстий (заполнение отверстий токопроводящей смолой с их последующей металлизацией) на максимальном уровне в соответствии с типом 7 по стандарту IPC‑7095. Для производства плат с указанными выше параметрами инженерам А‑КОНТРАКТ следовало найти опытного производителя, который обладает высокотехнологичным оборудованием и достаточной квалификацией, чтобы качественно выполнить переходные отверстия с заданным размером гарантийного пояска и осуществить технологически сложное тентирование. Эту задачу удалось успешно решить благодаря широкой сети партнеров, с которыми сотрудничала компания. Подрядчик изготовил печатные платы в полном соответствии со всеми требованиями КД.
Проблемы с компланарностью SMD-разъемов
Для соединения печатной платы с кросс‑платой и модулями в проекте было заложено 13 SMD‑разъемов, расположенных с обеих сторон платы. Частично разъемы были расположены перпендикулярно друг другу. При этом контакты были задействованы в электрической схеме более, чем на 80%. Заметим, что при работе с большими SMD‑разъемами необходимо учитывать плоскостность/компланарность их выводов по отношению другу к другу в одном разъеме. В идеале, для получения наилучшего качества пайки все выводы одного разъема должны находиться на одной высоте (в одной плоскости), однако на практике это недостижимо. Существуют выводы с большей или меньшей компланарностью. Этот параметр играет важную роль, когда процент использования выводов очень высокий. Такие разъемы сложны в производстве и стоят дороже стандартных. На рынок нередко попадают бракованные экземпляры, имеющие несоответствие по компланарности (более 100 мкм для выводов в пределах одного компонента). Помимо большого количества выводов на разъеме и их низкой компланарности в рассматриваемом проекте имелись и другие риски возникновения дефектов в процессе пайки платы в печи, а именно:
- деформация печатной платы в результате нагрева;
- плохая смачиваемость финишного покрытия контактных площадок или выводов разъемов;
- невысокая температура стеклования стеклотекстолита (Tg ниже 180).
Таким образом, инженерам А‑КОНТРАКТ предстояло найти оптимальное решение этих проблем с учетом четырех обстоятельств:
- много выводов;
- разъемы расположены перпендикулярно;
- плоскостность контактных площадок при пайке в печи ухудшается из‑за того, что материал печатной платы становится пластичным под воздействием высоких температур;
- высокая вероятность брака компонентов.
Технологи А‑КОНТРАКТ предложили два возможных варианта решения проблем с монтажом разъемов: увеличить толщину платы или использовать стеклотекстолит с характеристикой температуры стеклования Tg210. Поскольку проект не допускал изменения толщины платы, был выбран вариант с использованием материала класса Hi Tg210. В свою очередь, специалисты отдела закупок А‑КОНТРАКТ с повышенным вниманием отнеслись к выбору поставщика разъемов, чтобы избежать покупки бракованной продукции и гарантировать качество поставляемых компонентов.
Проблема со снятыми с производства катушками индуктивности. КД предполагала использование снятых с производства катушек индуктивности Murata. Заказчик не согласился заменить отсутствующие на рынке компоненты аналогами, но выполнил поставку этой комплектации на давальческой основе. Катушки индуктивности, которые предоставил заказчик, успешно прошли входной контроль качества на заводе А‑КОНТРАКТ: специалисты компании осуществили замеры и установили, что первые четыре параметра соответствуют заявленным характеристикам.
Была выполнена пайка экспериментальных образцов электронных блоков, но последующие испытания показали, что смонтированные опытные экземпляры оказались неработоспособными из‑за дефектов в катушках.
Сложилась непростая ситуация: с одной стороны, отсутствовала возможность закупить оригинальные катушки Murata, с другой – качество имевшихся давальческих компонентов не удовлетворяло требованиям проекта.
Выход был найден специалистами отдела закупок А‑КОНТРАКТ, которым удалось выяснить, что компания Murata раз в несколько лет выпускает требуемые катушки маленькими партиями. Связавшись с производителем и получив контакты одного из поставщиков, А‑КОНТРАКТ произвел закупку оригинальных катушек индуктивности и выполнил монтаж строго в соответствии с КД заказчика. Испытания электронных блоков прошли успешно после замены катушек. Кроме того, ситуация с дефектными катушками позволила технологам А‑КОНТРАКТ сделать вывод о необходимости полноценного входного контроля катушек индуктивности, который позволит гарантировать качество и подлинность компонента.
Проблема с плохим затеканием припоя в монтажные отверстия микросборок с невысокой теплостойкостью
В соответствии с требованиями КД, в процессе монтажа электронных блоков следовало обеспечить заполнение припоем более чем на 75% глубины монтажных отверстий в условиях пайки на 12‑слойную плату с силовыми цепями и «толстой» медью. При этом сочетание теплоемкой платы и невысокой теплостойкости (260 ±5°C) микросхемы ВА996 в металлостеклянном корпусе делало невозможным применение очевидных решений:
- пайку ручным способом с помощью индукционного паяльника нельзя было использовать из‑за теплоемкости платы и чувствительности микросборки. Такой подход мог вызвать перегрев выводов и дефект компонента;
- применение технологии PiP (Pin‑in‑Paste – пайка в отверстия с использованием паяльной пасты) также исключалось, поскольку пайка в конвекционной печи могла повредить микросхему.
Оптимальным решением стало изготовление специально созданной оснастки (паяльной маски), защищающей расположенные рядом SMD‑компоненты от фонтана с припоем в установке селективной пайки. В комбинации с возможностями автоматизированной селективной пайки этот метод обеспечил заполнение припоем более чем на 75% глубины монтажных отверстий.
Проблема с отсутствием соосности на кросс-плате
При проектировании сложного печатного узла важно, чтобы все его части были разработаны в одной САПР в рамках единого проекта. Это позволяет на программном уровне выполнить учет совмещения и соосности всех входящих в модуль электронных блоков по отношению к кросс‑плате, что гарантирует отсутствие нестыковок между частями изделия на этапе сборки. КД заказчика была выполнена без учета этого требования, что в процессе сборки стало причиной отсутствия соосности направляющих разъемов на кросс‑плате и ответных частей разъемов остальных плат узла.
Таким образом, выполнить качественную пайку мешали следующие факторы:
- очень малый шаг и люфты разъемов на электронных блоках и самой кросс‑плате;
- слишком много допусков, возникших из‑за большого количества разъемов;
- бóльшая, по сравнению со стандартной, толщина печатной платы и 5‑й класс точности, по которому она изготавливалась.
Для решения возникших сложностей требовалось доработать КД. Инженеры А‑КОНТРАКТ при содействии со стороны разработчика оперативно внесли в проект требуемые корректировки непосредственно на этапе сборки. В частности, было решено использовать кондукторы для тех участков платы, где располагаются сразу два параллельных разъема. Эта и другие доработки позволили выполнить финальную сборку с высоким уровнем качества.
Проблема с несоответствием технической документации на резисторы
В изделии должны были использоваться новые отечественные резисторы Р1–12 в корпусах 0402, которые производитель НПО «Эркон» предназначал для автоматизированного монтажа. Однако в процессе изучения технической документации на эти компоненты технологи А‑КОНТРАКТ выявили критическое несоответствие между характеристиками, которые заявлял поставщик, и информацией в документах. Согласно указанному в технической документации стандарту, пайку резисторов Р1–12 в корпусах 0402 можно было выполнять только ручным способом в течение трех секунд, в то время как проект предполагал автоматизированный монтаж в печи с 40‑секундным нагревом.
Специалисты А‑КОНТРАКТ обратились к представителям НПО «Эркон», чтобы получить дополнительную информацию по данному вопросу. Поставщик подтвердил, что резисторы Р1–12 способны успешно выдерживать пайку в печи и могут использоваться для SMT‑монтажа. Несоответствие в документации объяснялось тем, что она была составлена на базе документов на резисторы старого поколения и для нового изделия была скорректирована не полностью. Удостоверившись в том, что пайка компонентов в печи возможна, А‑КОНТРАКТ мог бы закрыть этот вопрос, но не в традиции компании оставлять без внимания ошибки, даже если они всего лишь на бумаге.
Чтобы привести техническую документацию на резисторы в соответствие с их фактическими параметрами, инженеры А‑КОНТРАКТ предложили разработчикам НПО «Эркон» выполнить на своей производственной базе совместное расширенное исследование по возможностям резисторов Р1–12, результаты которого «Эркон» затем смог бы использовать в процессе согласования новой технической документации. Команда специалистов провела ряд экспериментов по монтажу резисторов на платы разных видов, на платы с разными покрытиями, с использованием паяльных паст четырех типов, в конвекционной печи и в парофазной печи с вакуумной зоной (рис. 2).
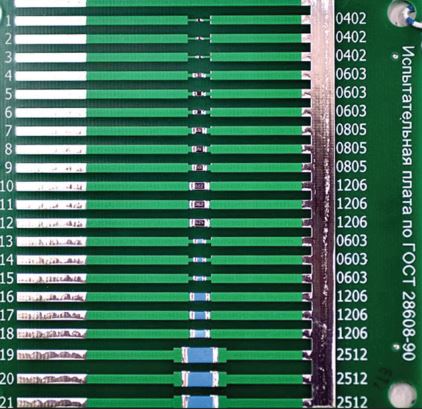
площадок ПОС-61
При оценке качества паяных соединений применялись следующие методы:
- визуальный с помощью стереомикроскопа LYNX S16 (в соответствии со стандартом IPC‑610);
- рентген‑контроль;
- микрошлифы;
- контроль электрических параметров.
Визуальный контроль качества паяных соединений ни на одном из этапов дефектов не выявил. Результат оказался более чем успешным: проведенные испытания (климатические, механические на вибропрочность и удар) подтвердили надежность компонентов и высокое качество пайки. Впоследствии НПО «Эркон» документально зафиксировало результаты исследований, что позволило А‑КОНТРАКТ и заказчику сохранить гарантию на комплектацию после монтажа. Этот опыт исследователи описали в [1].
Чем все закончилось
А‑КОНТРАКТ выполнил поставку заказчику четырех комплектов изготовленных изделий, каждый из которых содержал пять электронных блоков. Испытания устройств, проведенные на заводе заказчика, показали работоспособность и полное соответствие требуемым параметрам всех комплектов. Впоследствии производство этих электронных модулей было запущено на заводе заказчика; при этом сотрудничество с А‑КОНТРАКТ продолжилось в рамках кооперации.
Этот заказ стал одним из самых сложных и интересных в практике А‑КОНТРАКТ. Он дал компании новый опыт и показал, что пытливый профессионал всегда найдет наилучшее решение даже нестандартной задачи. А‑КОНТРАКТ стал полноценным участником НИОКР нового продукта. Инженеры компании сумели своевременно выявить все недочеты в КД заказчика, оптимизировать проект и оперативно решить все возникшие трудности.
В результате устройство, созданное совместными усилиями заказчика и А‑КОНТРАКТ, было отмечено несколькими наградами и широко обсуждалось в вышестоящих организациях. На базе этого изделия позже были разработаны и изготовлены радиостанции, которые и теперь, в 2025 г., активно используются в гражданской авиации. Недавно заказчик обратился к А‑КОНТРАКТ с предложением участия в разработке и производстве современной бортовой радиостанции нового поколения.
Проект № 2: СВЧ-радар для ГИБДД
12 лет назад в компанию А‑КОНТРАКТ обратился производитель СВЧ‑радара «Стрелка‑СТ». Теперь это устройство используется в ГИБДД, но в то время оно находилось на этапе проектирования. Работая над этим заказом, технические специалисты А‑КОНТРАКТ получили возможность принять участие в НИОКР изделия и сумели сделать его электронную часть максимально надежной, функциональной и технологичной.
Так, например, инженеры А‑КОНТРАКТ порекомендовали заказчику заменить заложенный в проекте традиционный керамический материал типа ситалл, поликор, фторопластом толщиной 200 мкм на латунном основании толщиной 3 мм, припрессованным с использованием клея CF‑3350 толщиной 50 мкм. Кроме того, было предложено применить корпусные электронные компоненты, работающие на частоте 24 ГГц. Сложность реализации этого решения заключалась в том, что оборудование завода А‑КОНТРАКТ не позволяло осуществить задуманное.
Специально для выполнения данного проекта производственная площадка была оснащена парофазной печью с вакуумной зоной. Это позволило компании в короткий срок выпустить крупную партию электронных СВЧ‑блоков. При испытаниях электронная сборка продемонстрировала ресурс, превосходящий в четыре раза показатели, которые прогнозировались в исходном проекте. При этом стоимость производства изделия удалось уменьшить в 2,5 раза, а скорость изготовления и настройки блоков – увеличить в 14 раз.
Устройства были выпущены партией в 1000 шт., и А‑КОНТРАКТ стал одним из первых в России контрактных производителей, освоивших серийное производство электронных СВЧ‑блоков. Заметим, что эти электронные блоки до сих пор работают. В процессе эксплуатации на улицах Москвы радары «Стрелка‑СТ» уже не раз сменили цифровую обвязку, а печатные узлы, изготовленные в А‑КОНТРАКТ, продолжают надежно функционировать. На примере радара «Стрелка‑СТ» можно увидеть, как грамотная оптимизация проекта помогает не только сократить сроки производства, но и сделать устройство технологичнее и экономически эффективнее.
Другие примеры
Анализируя КД заказчика, инженеры А‑КОНТРАКТ видят слабые места и точки роста проекта, что позволяет существенно улучшить изделие. При этом максимальный результат достигается, когда специалисты А‑КОНТРАКТ участвуют в НИОКР будущего изделия вместе с разработчиками заказчика. Ниже рассматриваются примеры такого успешного сотрудничества.
В практике А‑КОНТРАКТ был заказ на изготовление электронных модулей для устройства расстыковки носителя космической ракеты «Зенит» с полезной нагрузкой (в рамках проекта «Морской старт»). При реализации этого проекта ключевой задачей специалистов А‑КОНТРАКТ стало обеспечение соответствия электронной сборки требованиям по виброзащите элементной базы в корпусе FBGA‑324 от ударной нагрузки в 100g в момент срабатывания пиропатрона для расстыковки носителя с полезной нагрузкой.
Наилучшее решение было найдено благодаря опыту работы А‑КОНТРАКТ с высокотехнологичными материалами. К тому времени А‑КОНТРАКТ был одним из немногих российских предприятий, освоивших технологию применения геля Underfill, при том что большинство производителей даже не знали о существовании этого материала. Инженеры компании были не только хорошо осведомлены о свойствах геля‑заполнителя (underfill), но и имели практический навык работы с ним. Это помогло быстро и эффективно выполнить процедуру нанесения геля и осуществить монтаж электронного блока с требуемыми заказчику параметрами. Подробнее о данном проекте см. статью [2], написанную инженерами А‑КОНТРАКТ совместно со специалистами заказчика. В настоящее время А‑КОНТРАКТ выпускает изделия, которые могут выдержать и в 110 раз большую нагрузку, то есть вплоть до кратковременной перегрузки в 11000g по оси Z.
Еще одним интересным проектом А-КОНТРАКТ стал заказ на изготовление силовых печатных плат с нестандартными требованиями:
- толщина стеклотекстолита: 300–500 мкм;
- толщина меди: 70 мкм;
- торцевая пайка газоразрядников в металлизированные вырезы;
- способность выдерживать большие токи.
Указанные выше требования обусловили возникновение следующих трудностей:
-
Сочетание тонкого стеклотекстолита и большой толщины меди подвергало плату риску деформации в процессе пайки.
-
Автоматизированная пайка в торцы на тот момент не применялась у российских производителей, а ручной метод существенно повышал стоимость производства, делая его невыгодным для заказчика.
В рамках разработки технологического процесса для выполнения этого заказа инженеры А‑КОНТРАКТ провели исследование, в результате которого экспериментальным путем были выявлены особенности поведения образцов материалов и комплектующих во время пайки. Это позволило осуществить качественный монтаж электронных блоков с высокой повторяемостью.
А‑КОНТРАКТ внедряет передовые инновационные решения, которые приносят пользу всему российскому рынку контрактного производства электроники. Так, например, А‑КОНТРАКТ:
- вывел на рынок новые виды покрытий типа ENEPIG. Эти покрытия позволяют изготавливать субмодульные печатные платы, особенностью которых является возможность разваривать золотой проволокой устанавливаемые на них кристаллы после пайки в конвекционных печах;
- одним из первых российских производителей освоил и применил к проектам заказчиков технологию PoP монтажа (Package‑on‑Package – корпус на корпус) микросхем памяти в корпусе BGA на микросхемы процессора;
- внедряет в проекты заказчиков и применяет на своей производственной площадке технологию PiP, при которой монтаж штыревых разъемов осуществляется на автоматизированной линии поверхностного монтажа и гарантирует уровень качества пайки по классу 3 в соответствии со стандартом IPC‑A‑610;
- стал одним из немногих отечественных предприятий, предлагающих заказчикам инновационную для российского рынка услугу лазерного реболлинга микросхем в BGA‑корпусах. Подробнее об этом см. [3].
Эти и другие успешные проекты, реализованные А‑КОНТРАКТ, были бы невозможны без глубокого погружения в КД заказчика, выполнения предварительных предсерийных запусков и проведения исследовательской работы.
При изготовлении нестандартных электронных блоков тщательный и расширенный DFM/DFA‑анализ дает гарантии экономической безопасности как производителю, так и заказчику.
На сегодняшний день большинство заказов, поступающих в работу А‑КОНТРАКТ, — это средние и крупные партии печатных плат, которые насчитывают от сотен до десятков тысяч изделий. При таких объемах все части проекта должны быть точно выверены и согласованы, так как даже незначительная нестыковка или мелкая ошибка могут повлечь за собой крупные финансовые и временные затраты. Это значит, что разработчику следует внимательно отнестись к тем корректировкам, которые производитель рекомендует внести в КД на этапе подготовки файлов плат к производству. Как показывает опыт А‑КОНТРАКТ, изменение проекта зачастую помогает сделать изделие более технологичным, ускорить выполнение заказа, а в ряде случаев даже снизить стоимость изготовления.
При выборе производителя А‑КОНТРАКТ рекомендует разработчикам ориентироваться на три ключевых фактора:
- опыт подрядчика в выполнении проектов повышенной сложности;
- наличие у подрядчика наработанного пула технических решений;
- уровень профессионализма инженеров подрядчика, их навыки по выполнению НИОКР электронного устройства.
Заказчики А‑КОНТРАКТ поступают именно так и остаются в выигрыше.
Развиваться самим и развивать рынок
Высокий уровень профессионализма специалистов А‑КОНТРАКТ – результат долгих и целенаправленных усилий. Однако для успешной и эффективной работы производителю недостаточно развиваться самому, необходимо развивать весь рынок в целом и начинать следует со смены устоявшихся подходов к проектированию печатных плат, которые традиционно применяют инженеры.
Наилучший результат в работе над созданием электронного устройства можно получить только тогда, когда обе стороны, подрядчик и заказчик, видят проект одинаково, понимают его слабые и сильные стороны, ищут пути оптимизации. Для этого очень важно рассказывать разработчикам о современных технологических возможностях, о новых подходах в сборке электронных блоков, о появляющихся на рынке материалах и компонентах.
А‑КОНТРАКТ внимательно следит за новыми тенденциями в изготовлении электроники. Специалисты компании регулярно проходят обучение, а полученные ими знания и навыки находят применение в производственных процессах на заводе А‑КОНТРАКТ (рис. 3).
Кроме того, технические специалисты А‑КОНТРАКТ сами проводят обучающие семинары для инженеров‑конструкторов по разработке печатных плат с учетом всех доступных современных возможностей производства. На семинарах рассматриваются такие вопросы как применение корректных методов проектирования нестандартных элементов печатных плат, контактных площадок, переходных отверстий, футпринтов сложных компонентов типа микросхем в корпусах BGA, LGA, QFP и др. Одним из самых востребованных был семинар, посвященный технологии серийного производства СВЧ‑изделий на десятки ГГц.
А‑КОНТРАКТ осуществляет просветительскую деятельность на своем сайте и на страницах профильных печатных изданий, публикуя технические статьи специалистов предприятия и переводы материалов зарубежных авторов. Компания принимает активное участие в жизни профессионального сообщества. В частности, много лет являлась членом международной Ассоциации IPC. Специалисты А‑КОНТРАКТ рецензировали отечественные стандарты пайки по бессвинцовой технологии, в том числе микросхем в BGA‑корпусах.
В настоящее время А‑КОНТРАКТ известен на российском рынке как ответственный контрактный производитель, который специализируется на серийном производстве изделий повышенной надежности для предприятий космической, авиационной и атомной отраслей, а также для электроники критической информационной инфраструктуры (КИИ), электронных автоматизированных систем управления (АСУ) и электронных устройств, работа которых сопряжена с экстремальными условиями эксплуатации на железнодорожном транспорте, в нефтегазовой отрасли, ТЭК и др.
Компания также работает со многими постоянными заказчиками, чья сфера деятельности не относится к упомянутым отраслям, но чьи изделия применяются в дорогостоящем оборудовании и потому имеют очень высокие требования к качеству.
Выводы
Каждый производитель ищет свою нишу на рынке. Для А‑КОНТРАКТ - это изготовление нестандартных электронных блоков, активное участие в НИОКР изделия заказчика, поиск наилучших материалов и компонентов для повышения эффективности и технологичности электронного устройства, обучение инженеров заказчика новым методам проектирования. В этом направлении компания и продолжает развиваться. Работа над НИОКР изделия заказчика, ведение обучающей деятельности и непрерывное совершенствование технологий делают контрактного производителя не просто исполнителем заказа, а полноценным участником и партнером в реализации проекта.
Литература
- С. Федоров. Современные технологии поверхностного монтажа для отечественных резисторов. Электроника НТБ. ¹6. 2014.
- С. Федоров, В. Бекетов. Обеспечение надежности электронных блоков при эксплуатации в условиях высоких вибрационных нагрузок. Электроника НТБ. ¹2. 2012.
- С. Шихов. Лазерный реболлинг: как современные технологии помогают совершенствовать электронику. Электроника НТБ. ¹6. 2025.
Эта статья была опубликована в журналах «Электронные компоненты» (8’2025) и «Электроника НТБ» (7-8'2025) . Скачать статью в формате pdf можно по ссылке ниже.