Необходимые навыки от Хэппи Хольдена: способность к производству и другие показатели качества. Часть 13
Количественный показатель качества
Когда мы имеем дело с разработкой или любым процессом, есть четыре категории показателей, применимых к продукту:
- Количественные показатели: и продукт, и процесс можно измерить физическими данными, используя техники SPC и TQM. (Прогнозирующий процесс разработки)
- Количественный показатель качества (FOM): и продукт, и процесс рассчитываются линейными уравнениями, разработанными экспертными мнениями (Процесс экспертного мнения)
- Мнение: мнение, даже от эксперта, применяется после или параллельно с разработкой (Процесс инспектирования производства)
- Нет мнений: отсутствие попыток инспектировать или улучшить разработку/процесс во время этапов спецификации, разбивки на разделы и разработки (Процесс «За стеной»).
Критическим параметром для расчета выхода продукции с первого предъявления (FPY) является количественный показатель качества – показатель сложности. Это параметр без измерений, как я называю псевдо-независимая переменная – он заменяет некоторое количество важных независимых переменных, которые очень сложно рассчитать индивидуально. Эта переменная выдумана, но она вытекает из нескольких псевдо-независимых переменных, которые необходимы для современной инженерии, таких как безразмерный комплекс (который будет обсуждаться в следующих статьях к концу года). Примером, который вы может быть помните, является критерий Рейнольдса (сила инерции разделенная на силу вязкого сопротивления), используемая в расчете жидкостного потока. Число Рейнольдса было впервые количественно описано Рейнольдсом в 1883 году. Рейнольдс обнаружил, что скорость жидкости (l/t), плотность жидкости (m/l), вязкость жидкости (ml/t) и диаметр трубы (l) определяют природу потока в трубе. Четыре переменные объединены в единый безразмерный параметр. Фактически существуют 154 безразмерных параметра, используемых в инженерии и около 304 переменных, чье соотношение формирует безразмерные числа. Многие из вас помнят или работали с некоторыми из них: число Маха, Стэнтон, Грасгофф, Эйлер, Прандтль или Кнудсен. В этой большой работе не было никаких причин, почему бы мне не создать Показатель сложности для представления всех критических переменных в производстве печатных плат. Когда речь идет о способности к производству, всегда предпочтительно иметь количественные показатели. Но если их нет, тогда экспертные мнения лучше, чем ничего. Проблема с мнениями в том, что их трудно защищать и объяснять, и когда они используются в связи с способностью к производству и много раз, у каждого эксперта они различны. Попытки решить эту проблему с помощью включения в команду разработчиков опытных производственных инженеров приносили определённую пользу, но есть проблема в том, что чтобы стать опытным производственным инженером необходимы многие годы образования и опыта и они очень необходимы на производственных площадях. Команды разработчиков могут быть сформированы из выпускников колледжа! У них просто нет достаточного опыта производственного инженера.
Именно поэтому процесс показателей качества (FOM) так популярен. Совсем маленькая работа экспертов создает процесс расчета, который может быть понят и использован любым. С помощью FOM только что вышедший из колледжа молодой специалист в производственной инженерии может играть роль значительно более опытного производственного инженера. Количественные показатели также устанавливают общий язык, который соединяет производство и разработку. «Показатели способности к производству» формируют базис, который позволяет команде создать в результате качественный, конкурентный по затратам продукт. Этот подход будет использоваться для создания разработки для производства и монтажа (DFM/A) в моей следующей статье.
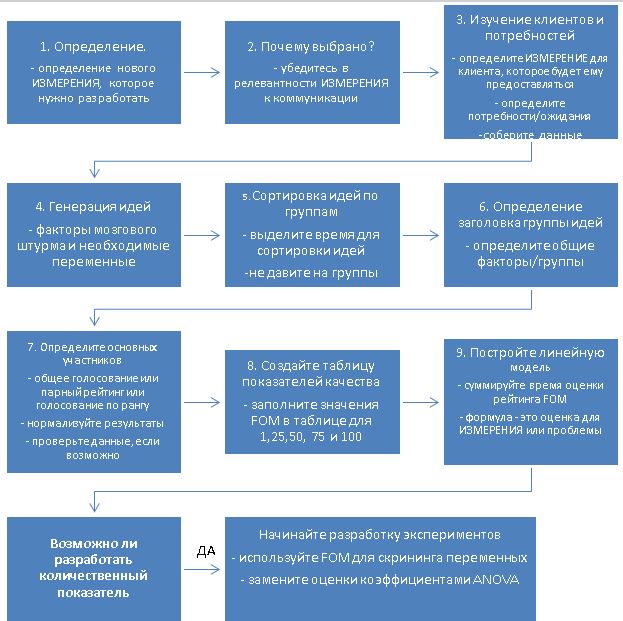
Стратегия применения этих измерений показана на Рис.1. Процесс анализа уникален для каждого человека или компании, но определенные условия должны быть выполнены и учтены, если продукт планирует быть успешным. Если расчеты совпадают с требованиями к производству, тогда выбирайте этот подход, если нет, тогда оцените другие возможности и повторите процесс.
Создание показателей качества (FOM)
Количественные показатели являются предпочтительными измерениями для планирования разработки, но их доступность для предсказания способности к производству сегодня ограничена. Количественные показатели к тому же могут потребовать много месяцев на разработку и большое количество нужных экспериментов могут сделать их очень затратными. Измерение, которое значительно более эффективно по затратам и быстрее в разработке – это Показатели качества. Показатели качества – это результат одного или двух дней работы группы разработчиков и экспертов по производству. Процесс является девяти-ступенчатой процедурой:
1. Определите новое измерение (FOM)
2. Опишите, почему именно его выбрали
3. Опросите потребителей об их ожиданиях и потребностях
4. Мозговой штурм
5. Сортировка идей по группам
6. Создайте заголовок группы
7. Расставьте приоритеты в группах
8. Разработайте таблицы оценок факторов по их весу
9. Создайте линейную модель для FOM
Это процедура использует классические техники TQM для мозгового штурма, ранжирования и формулирования равенства, которое рассчитывает способность к производству, способность к монтажу или любые другие измерения, которые могут использоваться для выполнения плана разработки. Два фактора, используемых в расчете способности к производству, выведены из 1) коэффициента (CN) и 2) фактора веса (FWN).
1. Определение нового измерения
Определение или выбор нового измерения, которое будет разрабатываться. Какое свойство продукта принесет вам наибольшее конкурентное преимущество? Технологичность, DfM, ремонтопригодность, тестируемость, надежность, низкая стоимость или быстрый выход на рынок.
2. Обоснование почему оно выбрано
Убедитесь, что если вы разработаете именно этот FOM, то он поможет повлиять на улучшение производительности или коммуникации. Каким образом новый FOM улучшит ваш продукт?
3. Опрос потребителей об их ожиданиях и потребностях
Кто целевые пользователи этого FOM? Определите их потребности и ожидания. Соберите данные путем опросов, интервью или мозгового штурма по важным характеристикам и переменным.
4. Факторы мозгового штурма
Соберите команду экспертов, которые лично заинтересованы в появлении этого нового FOM. Инвестируйте в координатора, который будет следить за ходом деятельности и выполнением графика. Выдайте всем множество карточек или бумажек для записей, обойдите всю команду и соберите их идеи по поводу того, что является важным для этого нового Измерения FOM. Выделите достаточно времени. Если идеи перестали возникать, сделайте паузу и подведите итоги. Используйте толчок координатора для появления еще одной идеи. Во время мозгового штурма не должно быть обсуждений или споров – только идеи. Разложите карточки случайным образом так, чтобы все члены команды могли их видеть. Используйте столько пространства, сколько необходимо.