Необходимые навыки от Хэппи Хольдена: способность к производству и другие показатели качества .Часть 14
Все карты должны оставаться видимыми во время этого процесса, чтобы каждый мог видеть расположение по мере его создания. Если есть лишние карты, перекройте их, но так, чтобы они были читаемы. Члены команды должны свободно менять карты между подгруппами или создавать новые группы, если им это кажется целесообразным. Члены команды могут не соглашаться с расположением и предлагать новое расположение или возвращаться к предыдущему. Передвижение туда-сюда может происходить определенное время пока команда не создаст такое расположение, с которым согласится каждый. Некоторые карты (идеи) могут остаться в одиночестве, если кажется, что они не подходят ни к какой группе. Лучше их оставить одинокими, чем стараться впихнуть в какую-либо группу. Координатор помогает разрешать конфликты по поводу идей путем изменения их определения или создания новой группы.
6. Создание заголовка для группы
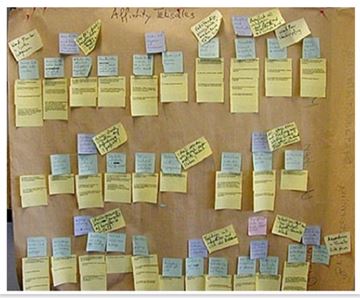
Координатор помогает команде создать заголовок или определение для каждой группы идей, который отражает основную связь между всеми идеями в этой группе и состоит из достаточного количества слов, чтобы четко сформулировать значение. Найдите одну идею, которая связывает всю группу вместе. В большинстве случаев эта центральная идея еще не отображена на карточках. Если ее на карточках нет, команда должна найти эту центральную идею и сформулировать точное определение, обычно от трех до пяти слов. Рис.3 показывает фотографию идей, распределённых по группам и заголовки этих групп.
7. Расставьте приоритеты и ранжируйте группы
Команда должна ранжировать по приоритету группы идей, созданные в пунктах 5 и 6.
Можно использовать три метода:
Общее голосование: каждый член команды получает фиксированное количество голосов (обычно количество групп, деленное на три) для выбора тех групп, которые он/она считает наиболее важными.
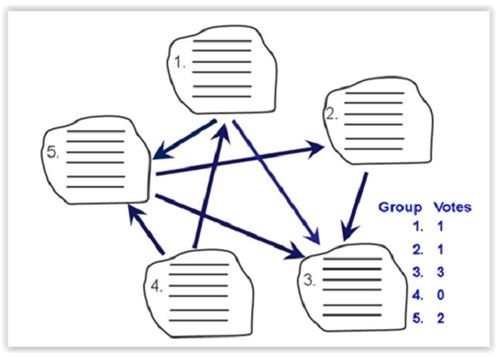
Векторное ранжирование: расположите группы по кругу и соедините стрелками по принципу «какая группа влияет на другие». Посчитайте сколько стрелок подходит к каждой группе и присвойте этой группе такое количество баллов (Рис.4).
Парное ранжирование: Я предпочитаю этот метод. Он упрощает выбор для голосования и самый простой в исполнении. Он показан на Рис.5. Список групп пишется в таблице горизонтально и вертикально. Диагональ вычеркивается. Обсуждение и голосование проводится по каждой паре 1-2, 1-3, 1-4, 1-5, затем 2-3 (2-1 уже обсудили), 2-4, 2-5, затем 3-4, 3-5 и наконец 4-5. Какая группа в паре побеждает получает «ПЛЮС+», за ничью даем 0, а проигравшая получает «МИНУС-«. Знаки +, 0, - ставятся на пересечении групп пары с обеих сторон диагонали.
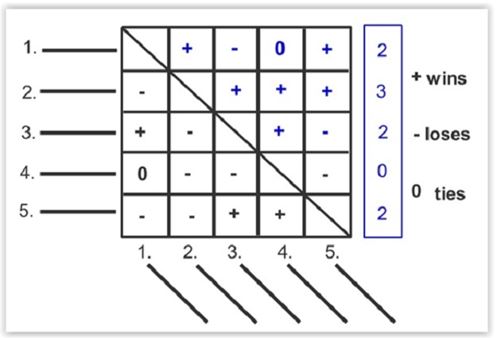
Коэффициент-CN: Коэффициенты в расчете способности к производству – это результат процесса расстановки приоритетов (Шаг 7). Количество реальных голосов за победу формирует этот коэффициент Cn. На Рис. 5 получается следующее: 1 имеет 2 голоса, 2 имеет 3 голоса, 3- два голоса, 4 – ноль голосов и выбывает (коэффициент 0) и 5 имеет два голоса.
8. Разработка таблицы факторов по весу (значению) (FW)
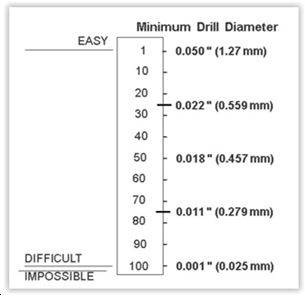
Каждый фактор, который появляется в процессе ранжирования, калибруется путем присвоения значений от 1 до 100 как показано на Рис.6. Фактор «1» очень легко произвести, а фактор «100» невозможно произвести сегодня, но вероятно очень сложно в ближайшие несколько лет. В моем примере измерение – это «минимальный размер диаметра отверстия» и значения присваиваются для 1-25-50-75 и 100.
9. Создание линейной модели для FOM
Итоговая формула для оценки в баллах будет выглядеть как линейное равенство ниже (сумма CnFWn) и будет использоваться так:
ОЦЕНКА = (C1) (FW1) + (C2) (FW2) + (C3) (FW3) + (Cn) (FWn) + ....
Например, если мы принимает, что способность к производству пустой ПП может быть рассчитана по этой формуле, если следующие факторы были установлены для процесса F.O.M.:
1. Размер подложки C1 = 1.5
2. Количество просверленных отверстий C2 = 3.0
3. Минимальная ширина дорожки C3 = 4.0
Где предполагаемая схема ПП имеет:
1. Размер подложки FW1 = 36
2. Количество просверленных отверстий FW2 = 18
3. Минимальная ширина дорожки FW3 = 31
Оценка способности к производству будет равна: (1.5 x 36) + (3.0 x 18) + (4.0 x 31) = 54 + 54 + 124 = 232
Обычно я говорю по поводу этого процесса: «Он базируется на экспертном мнении, использовался снова и снова, но он удивительно точен!»
Ссылки
1. Хольден, Х., “Wiring Demand,” CircuiTree, June 1998.
2. Хольден, Х., “First Pass Yield,” CircuiTree, Sept. 1998.
3. Хольден, Х., “Producibility,” CircuiTree, Aug. 1998.
Хэппи Хольден (Happy Holden) работает в сфере технологий печатных плат с 1970 года с Hewlett-Packard, NanYa/ Westwood, Merix, Foxconn и Gentex. В настоящее время со-редактор вместе с Клайдом Кумбсом (Clyde Coombs) Printed Circuit Handbook-7th Ed. Для связи с г-ном Хольденом click here
Источник: pcb.iconnect007.com
