Необходимые навыки от Хэппи Хольдена: Анализ типов нарушений и их эффектов (FMEA). Часть 7.
Что такое FMEA?
Анализ типов нарушений и эффектов (FMEA) – это системный процесс оценки типов нарушений и причин, связанных с процессами разработки и производства нового продукта. Это немного похоже на фазу анализа потенциальных проблем в программе Кепнера-Трегоу. Вот список шагов для FMEA:
1. Определить потенциальные типы повреждений каждого компонента или блока и причины, связанные с разработкой и производством продукта.
2. Определить действия, которые могут убрать или снизить шанс потенциального нарушения продукта.
3. Задокументировать процесс и дать каждому типу номер, ранжируя в зависимости от частоты возникновения, значимости и возможности обнаружения.
4. Перемножьте эти три числа между собой и получите номер приоритета риска ((RPN), используемый для направления усилий по проработке в первую очередь наиболее критичных проблем.
Есть два наиболее важных аспекта FMEA: командный подход и своевременность. Командный подход необходим, потому что чем шире опыт, вложенный в определение и присвоение значений в списке типов повреждений, тем эффективнее будет FMEA.
Своевременность важна, так как FMEA является в первую очередь превентивным инструментом, который может помочь в управлении решениями по разработке между возможными альтернативами до того, как возможные нарушения внесены в дизайн, что лучше, чем переделывать разработку после того, как нарушения произошли. FMEA в равной степени применима как для программного обеспечения, так и для аппаратного, для компонентов и для систем.
Сравнение с FTA
Другой похожий процесс – это анализ по методу дерева ошибок - FTA. Процесс FMEA идет снизу-вверх, тогда как FTA сверху вниз. FTA начинает с предположения о системном типе нарушений и затем идет вниз по системной диаграмме в поисках возможных причин этого нарушения.
Таким образом, FTA требуется практически полная, детальная информация о системе, и она наиболее эффективна после того, как система хорошо определена. (FTA может быть проведен в ограниченном виде на альтернативной системной концепции: это может быть использовано, чтобы выбрать лучшую из нескольких альтернатив). Отдельный FTA должен быть проведен по каждому типу системных нарушений.
FTA и FMEA взаимно дополняют друг друга. Где возможно, их лучше использовать оба вместе. По практическим соображениям FTA лучше ограничить реально серьезными типами нарушений на системном уровне, такими, которые касаются безопасности или перманентного системного повреждения. FMEA может использоваться на уровнях компонентов, блоков и модулей, чтобы помочь оптимизировать эти модули. В приведенных ниже ссылках в пунктах 2 и 4 есть прекрасные обсуждения и примеры FTA, поэтому здесь я не буду больше углубляться в эту тему.
Преимущества FMEA
Номер приоритета риска RPN, рассчитанный с помощью FMEA, позволяет расставить приоритеты в списке типов нарушений и направить усилия по разработке в наиболее критичные области в первую очередь. Он также обеспечивает документальную запись усилий команды разработчиков по предотвращению нарушений, что может помочь руководству в оценке качества и масштабов усилий, а производству в решении проблем, которые происходят несмотря на эти усилия. Будущие проекты также выигрывают от всей этой работы, имея уже готовый список возможных типов нарушений и их причин.
Устранение потенциальных нарушений имеет как краткосрочный, так и долгосрочный положительный эффект. Краткосрочный эффект чаще всего заметен потому, что он проявляется в экономии на ремонте, повторном тестировании и времени простоя, что объективно можно рассчитать. Долгосрочный эффект измерить сложнее, так как он касается удовлетворения или неудовлетворения клиента от продукта и восприятия его качества.
FMEA поддерживает процесс разработки за счет:
- Помощь в объективной оценке альтернатив в процессе разработки
- Увеличение вероятности, что потенциальные нарушения и их влияния на системные операции будут учтены во время разработки
- Обеспечение дополнительной информации, помогающей в планировании детальных и эффективных тестовых программ
- Создание списка потенциальных типов нарушений, ранжированных соответственно их возможному влиянию на клиента, тем самым создание системы приоритетов для разработки и тестирования
- Обеспечение открытого, задокументированного формата для подготовки рекомендаций и отслеживания действий по снижению рисков
- Идентификация известных и потенциальных типов нарушений, которые в другом случае могут быть не замечены
- Выявление и документирование способов нарушений системы и эффектов от этих нарушений
- Определение первичных, но зачастую незначительных нарушений, которые могут привести к серьезным вторичным нарушениям или следующей за ними поломке
- Определение зон, где необходимы функции «безотказно» и «мягкие нарушения»
- Свежий взгляд на понимание функционирования системы.
Польза от отчета FMEA включает в себя:
Формальный отчет об анализе и планировании безопасности и надежности для удовлетворения клиентов или надзорные органы
- Доказательства для судебных тяжб по безопасности и надежности
- Разработка диагностических текущих или встроенных тестов
- База для создания процедур по устранению неполадок
- Средства для учета и предотвращения производственных дефектов
- Проведение действий по отслеживанию проблемы и ее корректировки
- Задел на будущее, который поможет в анализе поля нарушений, оценке изменений в разработке или в разработке новых улучшенных проектов.
Теория
Говоря простым языком, процесс FMEA пытается зафиксировать список каждого типа нарушения каждого компонента системы и предотвратить их воздействие на деятельность системы. Воздействия нарушений могут учитываться более чем на одном уровне (например, воздействия на уровне подсистем или на общем системном уровне).
FMEA может быть выполнен с помощью как компонентного, так и функционального подхода. В компонентном подходе составляется список реальных типов нарушений (например, разомкнутость резистора, заклинивание подшипника). Функциональный подход используется, когда детали разработки еще полностью не определены. В этом подходе учитываются нарушения функций (например, отсутствие обратной связи, потери памяти). FMEA также может выполняться в виде комбинации компонентного и функционального подходов. Тип нарушения – это симптом нарушения, в отличие от причины нарушения, которая состоит из доказанных причин существования симптомов. В этом процессе должны учитываться аспекты надежности компонентов. FMEA требует данных от аппаратного обеспечения, программного обеспечения, клиентской службы и производства при оценке нарушений компонентов, их эффектов на более высоких уровнях системы, обнаружении неисправности и в оценке компенсирующих нарушение положений в разработке.
Процедура
FMEA должен проводиться командой людей, имеющих широкие знания об устройстве системы и ее применении. Вся доступная информация о разработке должна использоваться: внешние и внутренние спецификации, проектные схемы, данные CAD, анализ нагрузок, данные о надежности, результаты тестирования и т.д.
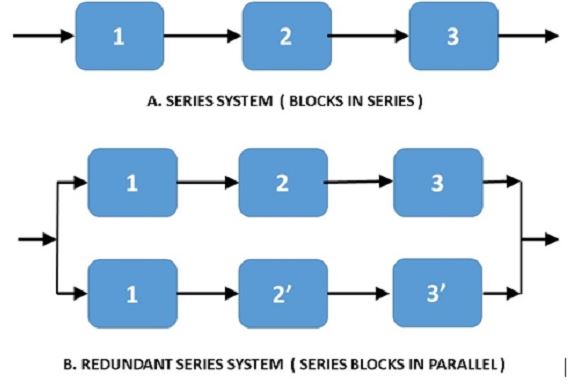
Необходимо подготовить диаграмму функции системы и диаграмму надежности (Рис.1), так как это очень важно при подготовке к FMEA, а также для понимания полного анализа. В анализе необходимо учитывать все возможные типы операций системы и их функциональные взаимоотношения. Если в системе есть избыточность, важно ее учитывать путем оценки эффектов от нарушений, при которых система может или не может функционировать.
FMEA может проводиться с различных точек зрения, таких как обнаружение нарушений, безопасность, стоимость ремонта, доступность и т.д. На первом месте всегда должна быть точка зрения клиента, чтобы улучшить удовлетворенность клиента от конечного продукта. Учитываемая точка зрения должна быть последовательной через все отдельные анализы, чтобы определить соответствующие значения критичности. Хорошо работает с системами иерархический подход, когда на нижнем уровне сборки используют компонентный подход, и функциональный подход используется для комбинации эффектов различных подсистем. Это также позволяет выполнять FMEA даже тогда, когда некоторые подсистемы еще не до конца разработаны.
Если на деталях системы используется CAD, FMEA может использовать эту способность для симулирования эффектов от различных типов нарушений. Подобный анализ может серьезно увеличить точность и объективность процесса FMEA.
Процесс FMEA
FMEA – это продолжительный процесс, который следует начинать как только появляется первичная информация о разработке. Необходимо обновлять и усиливать процесс по мере того, как развивается разработка, таким образом, чтобы результаты анализа могли помочь улучшить разработку. Все возможные альтернативные разработки должны анализироваться отдельно, чтобы воздействие на эффективность всей системы и ее надежность могло быть учтено при выборе применяемых опций. Результаты тестирования следует использовать в дальнейшем для обновления анализа.
Требования к выполнению FMEA
- Команда людей с обязательством улучшить возможности разработки с целью обеспечить требования клиента
- Принципиальные схемы и диаграммы каждого уровня системы, от небольших блоков до полной системы
- Спецификации компонентов, списки деталей и данные разработки
- Функциональные спецификации модулей, блоков и т.д.
- Разработка справочников и инструкций
- Производственные требования и детали процессов
Список любых особых факторов, которые надо учитывать, в формах FMEA, таких как безопасность или регулирование, которые применимы к этому продукту.
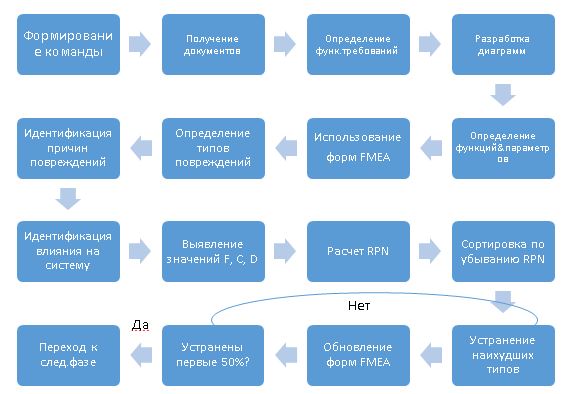
Шаги по исполнению FMEA
1. Обсудите и определите функциональные требования системы (масштаб), включая все типы операций (располагайте их в порядке уменьшения важности). Нужно ли это для концепции, системы, разработки, процесса, продукта или услуги и потребностей клиента?
2. Разработайте функциональную диаграмму и диаграмму надежности (Рис.2) для каждого анализируемого блока.
3. Определите параметры и функции каждого функционального блока, требуемого для успешного функционирования системы.
4. Используйте формы FMEA для документирования дальнейших шагов, идентификации потенциальных типов нарушений для каждого функционального блока.
5. Анализ функций системы и подсистем, на которые оказывают влияние факторы, приведенные в списке FMEA факторов, которые необходимо учитывать.
6. Определите все возможные причины для каждого типа нарушений анализируемых функциональных блоков. Причины должны быть детализированы до уровня компонента, если это возможно. Это потенциальные типы нарушений. Если необходимо, вернитесь назад и перепишите функцию более детально для того, чтобы убедиться, что типы нарушений показывают потерю этой функции.
7. Определите все возможные способы, какими типы нарушений могут влиять на функции на более высоком уровне сборки.
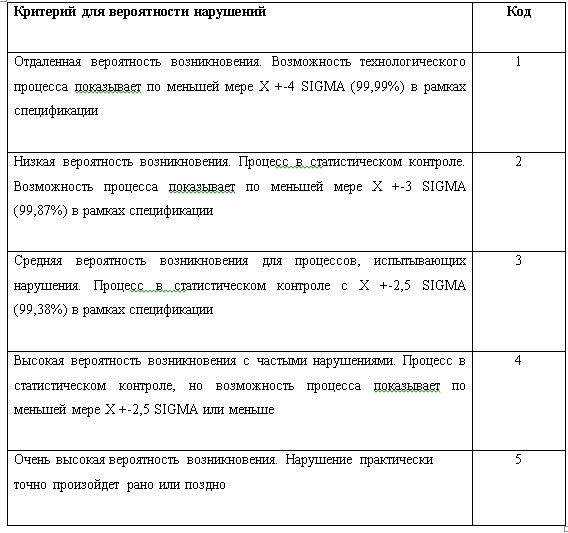
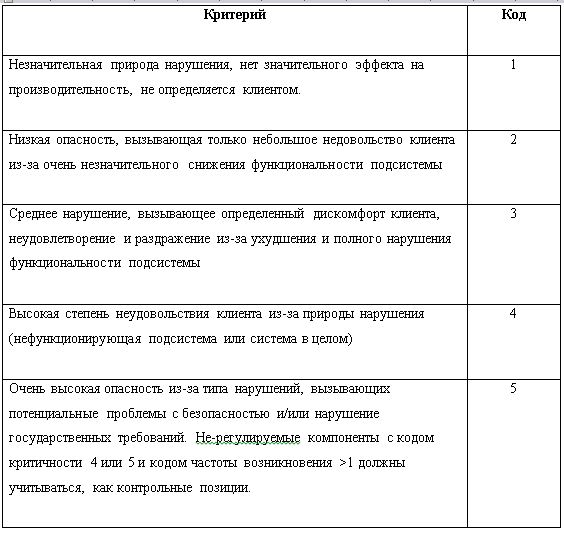
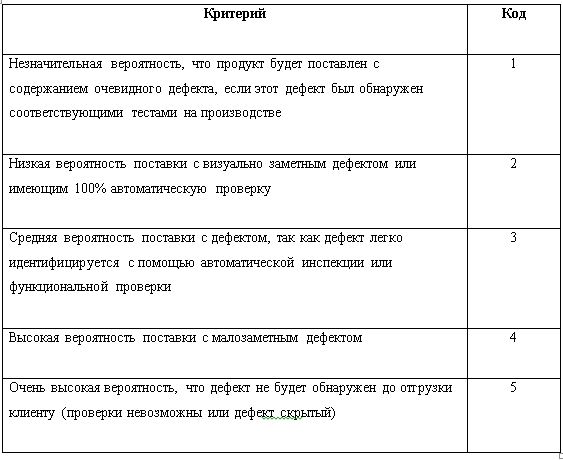
8. Присвойте частоту, критичность и значения обнаружения каждому типу нарушений. (Таблицы 1-3).
9. Получите RPN, умножив три значения, полученных в шаге 8. Этот номер приоритета позволит нам сфокусироваться на наиболее важных типах нарушений в первую очередь.
10. Определите все возможные корневые причины и действия по коррекции для каждого типа нарушений и обновите статус разработки по мере изменений.
11. Обобщите типы нарушений и действия по коррекции в порядке уменьшения RPN.
12. Сфокусируйтесь на исправлении по меньшей мере 50% типов нарушений с наибольшим показателем RPN.
АНАЛИЗ ТИПОВ НАРУШЕНИЙ И ИХ ЭФФЕКТОВ (FMEA)
Продукт: WAND
Инженер: Хольден
Монтаж: XMTR Power Supply (Источник питания)
Дата: 24/4/2014
ID | Функц. блок | Тип нарушения | Причина нарушения | Эффект от нарушения на систему | F | C | D | RPN | Корректирующие действия или замечания |
1 | Cхема регулятора | Выход напряжение выс/низ | Дефект в чипе регулятора | XMTR RF частота может меняться и DIG&ECG ckts могут не функционировать | 2 | 3 | 2 | 12 | Для RF ckt +/-1% требуется и это напряжение должно быть отслежено |
2 | Аналоговый переключатель | Низкое выходное напряжение | Аналоговый переключатель застрял в закрытом положении | Нарушение функции XMTR LB&DSB индуктор на экране | 2 | 3 | 1 | 6 | |
Нет выходного напряжения | Аналоговый переключатель застрял в открытом положении | Сигнал не будет передан | 2 | 4 | 1 | 8 | Объект воздействия не может быть отслежен | ||
3 | Напряжение 2,5V ckt | Напряжение высокое | Замыкание R3, разрыв R5, опер.усилитель застрял на высоком уровне | Эффект неизвестен, система не будет функционировать | 2 | 2 | 1 | 4 | |
Напряжение низкое/нулевое | Разрыв R3, замыкание R5,опер.усилитель застрял на низком уровне | Эффект неизвестен, система не будет функционировать | 2 | 2 | 1 | 4 | |||
Напряжение нестабильное | Разрыв C7, операционный усилитель нестабилен | Эффект неизвестен, система не будет функционировать | 2 | 2 | 1 | 4 | |||
4 | Схемы LB и DB | Ложный сигнал | Разрыв R8, замыкание R6, U5 застрял высоко | Саморазряд батареи, ненужная замена батареи | 2 | 3 | 1 | 6 | Беспокойство для персонала по поддержке и пользователя |
Нет сигнала, когда необходимо | Замыкание R8, Разрыв R6, U5 застрял низко | Может повлиять на мониторинг, когда заряд низкий | 3 | 3 | 3 | 18 | Должен быть проведен специальный тест для обнаружения этой проблемы |
F: частота возникновения
С: критичность
D: обнаружение
1=незначительная вероятность
2=низкая
3=средняя
4=высокая
5=очень высокая
RPN (номер приоритета риска) = F*C*D
FMEA факторы, которые необходимо учитывать
Герметичность
Влажность
Подвергание радиации
Чувствительность ввода/вывода
Цифровое/аналоговое разделение
Рабочая загрузка
Технология
История деталей
Старые (хорошо установленные) детали
Уровень стресса
Выводы/конфигурации
Уровень нарушений
Рассеивание мощности
Охлаждение
Тестовые точки
Стабильность обратной связи
Методы защиты
Кодировка исправления ошибок
Ограниченная жизнь
Переполюсовка
Побочные эффекты
Эргономика
Сервисная база
Документация
Продавцы/источники
Температура
Шок и вибрация
RPI/ESD
Время ввода/вывода
Рабочий цикл
Сложность схемы
Упаковка
Новые (непроверенные) детали
Рейтинги
Допуски
Конструкция материала
Термотренировка
Ограничение рабочих характеристик
Диагностика
Идентификация/повторяемость
Шум
Функции программного обеспечения
Отказоустойчивость
Характеристики носкости
Взаимозаменяемость
Защита «от дураков»/предохранительные средства
Смежное положение
Согласование/избыточность
Регулирующие организации
Когда анализируете функции системы или собранного блока, на которые могут влиять эти факторы, имейте ввиду этот список.
Корректирующие действия
Когда типы нарушений ранжированы по порядку убывания RPN, в первую очередь корректирующие действия должны быть направлены на наивысшие критические позиции. Рекомендуемыми действиями может быть разработка экспериментов (Метод Тагучи или Плакетт-Бермана). Цель любой рекомендуемой акции – уменьшение вероятности возникновения, опасности и/или уровня обнаружения.
Что такое потенциальный процессуальный FMEA (P-FMEA)?
Определение
Анализ потенциальных процессуальных типов нарушений и их эффектов (P-FMEA) – техника анализа, используемая производственными/процессными инженерами как средство убедиться в том, что, насколько это возможно, потенциальные проблемы были учтены и к ним обратились. В своей самой строгой форме P-FMEA – это сумма инженерных мыслей (включая анализ позиций, которые могут сработать неправильно, базируясь на опыте и прошлых проблемах) по мере разработки процесса. Этот системный подход объединяет и формализует умственную дисциплину, через которую обычно проходит любой инженер в планировании любого производственного процесса.
P-FMEA идентифицирует потенциальные относящиеся к продукту типы нарушения процесса, оценивает потенциальные негативные эффекты от нарушений, определяет потенциальные причины процессов производства и монтажа, и идентифицирует типы нарушений соответственно их воздействию на клиента, тем самым устанавливая систему приоритетов для корректирующих действий. P-FMEA также документирует результаты процессов производства и монтажа.
Ниже приведен список действий для P-FMEA:
1. Определите потенциальные проблемы, которые могут быть причиной нарушений для каждого процесса или сборки, и причины, связанные с разработкой и производством продукта.
2. Идентифицируйте действия, которые могут устранить или уменьшить шанс потенциального возникновения нарушения процесса.
3. Задокументируйте процесс и дайте каждому типу нарушения порядковый номер в соответствии с частотой возникновения, критичностью и вероятностью обнаружения. Наконец, умножьте эти три значения друг на друга, чтобы получить RPN, который используется для определения тех проблем, на которые необходимо направить усилия в первую очередь.
Два аспекта P-FMEA особенно важны: командный подход и своевременность. Командный подход жизненно необходим, так как чем шире опыт, привнесенный в определение и оценку значения списка типов повреждений, тем более эффективным будет анализ P-FMEA.
Своевременность важна, так как P-FMEA является в первую очередь превентивным инструментом, который может помочь в принятии правильных решений по развитию производства среди возможных альтернатив до того, как нарушения глубоко укоренятся в процессе, вместо того, чтобы переделывать продукт после того, как нарушения возникнут. P-FMEA в равной степени применим как к аппаратному, так и к программному обеспечению.
Шаги по реализации P-FMEA
1. Обсудите и определить производственные и процессуальные функциональные требования, включая все типы операций (список в порядке уменьшения важности).
2. Разработайте функциональную диаграмму и диаграмму надежности (Рис.2) для каждого анализируемого производства/процесса.
3. Определите параметры и функции каждого функционального блока, необходимого для успешного выполнения процесса.
4. Используя формы FMEA для документирования последующих шагов, определите потенциальные типы нарушений для каждого функционального блока.
5. Проведите анализ функций процесса и монтажа, на которые оказывают влияния факторы, приведенные в списке важных факторов FMEA.
6. Идентифицируйте все возможные причины для каждого типа нарушений анализируемого функционального блока. Причины могут быть детализированы до уровня компонента, если это возможно.
7. Идентифицируйте все возможные способы, какими нарушения могут влиять на функции более высокого уровня производства или процессов, или сборки.
8. Оцените частоту, критичность и вероятность обнаружения для каждого типа нарушений (Таблицы 1-3).
9. Рассчитайте RPN путем перемножения этих трех значений, полученных в п.8. Этот номер приоритета позволит вам сфокусироваться на наиболее важных типах нарушений в первую очередь.
10. Определите корректирующие действия для каждого типа нарушений и обновляйте производственную документацию по мере развития.
11. Объедините все типы нарушений и корректирующие действия в порядке уменьшения RPN.
12. Сфокусируйтесь на устранении по меньшей мере 50% нарушений с наиболее высоким RPN.
Резюме
FMEA и P-FMEA продолжительные процессы, которые должны быть инициированы во время исследования/запуска цикла разработки и затем регулярно обновляться по мере того, как происходят изменения в процессе развития продукта. FMEA должен быть завершен до того, как разработка будет зафиксирована, так как его целью является влияние на разработку и усиление ее против нарушений путем предупреждения их причин. Потенциальные производственные или монтажные проблемы, известные инженеру-разработчику, должны быть донесены до производственных инженеров, используя такие средства, как встречи команды P-FMEA.
Ссылки
1. Procedures for Performing FM ECA, MIL-ST D-162, available from National Technical Information Service, Springfield VA 22161.
2. O'Connor, P.D.T., Practical Reliability Engineering, 2nd Edition, John Wiley & Sons, 1985. ISBN 0-471-90551-8.
3. Potential Failure Modes and Effects Analysis, Ford Motor Co., Sept. 1988. Available from FORD, Electronics Division, P.O. Box 6010, Dearborn, MI 48121-6010. Attn: Supplier Quality Manager.
4. Ireson & Coombs, Handbook of Reliability Engineering and Management, McGraw-Hill, 1988. ISBN 0-07-032039-X.
Источник:pcb.iconnect007.com
