Необходимые навыки от Хэппи Хольдена. Часть 20: Бережливое производство.
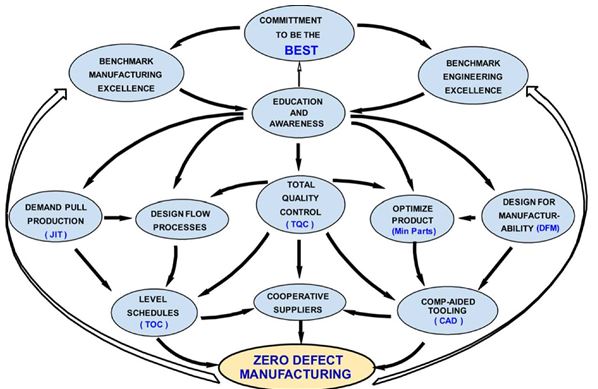
Производство с нулевыми дефектами или бездефектное производство – моя термодинамическая модель бережливости и имеет четыре столба, поддерживающих зонтик бережливости, построенная на обязательствах управления, образовании и знании, тотальном контроле качества(TQC), и разработке экспериментов (DOE)/статистическом контроле процесса (SPC), что показано на Рис.1.

- Предвосхищающая инженерия/разработка для способности к производству (DFM)
- Производство по интенсивности спроса (JIT)
- Управление проектными данными /компьютеризированный инструментарий (CAD до CAM)
- Разработка потоковых процессов / планируемые уровни (TOC)
Точно вовремя (Just-in-Time - JIT)
Подход, основанный на «потоке» (или равномерности) имеет своей целью достижения принципа «Точно вовремя» путем устранения вариативности, вызванной планированием работы, тем самым обеспечивая драйвер, обоснование или цель и приоритеты для внедрения, использую разнообразные техники. Усилия по достижению принципа «Точно вовремя» обнаруживают множество проблем с качеством, которые скрыты буферными запасами: с усилением ровного принятия только шагов, добавляющих стоимость, эти проблемы становятся видимыми и должны быть отработаны. Вот только несколько преимуществ четкого процесса «Точно вовремя»:
- Быстрое улучшение (результат фокусирования всего внимания на критичных зонах (ограничениях системы)
- Улучшение мощности (оптимизирование ограничений дает возможность производить больше продуктов)
- Снижение времени выполнения заказа (оптимизирование ограничений дает в результате более ровный и быстрый выпуск продукта)
- Снижение запасов (устранение «бутылочных горлышек» значит, что будет меньше работы-в-процессе)
Разработка для производства /монтажа (DFM/A)
Разработка для производства/монтажа (DFM/A) необходима для обеспечения того, что продукты разрабатываются для использования высоко автоматизированных непрерывных процессов [5].
Управление проектными данными (CAD до CAM)
Полностью цифровая цепь данных необходима для использования непрерывного автоматизированного процесса. На этом будет сделан акцент в будущей статье под названием «Предвосхищающая инженерия», запланированная на публикацию в I-Connect007 Daily Newsletter позднее.
Разработка потоковых процессов/Планируемые уровни (Теория ограничений)
Теория ограничений (TOC) – это методология для определения наиболее важных ограничивающих факторов (то есть ограничений, которые встречаются на пути к достижению цели, и затем систематическое изменение этих ограничений то тех пор, пока они не перестанут быть ограничивающими факторами. В производстве ограничение зачастую называют «бутылочное горлышко» или «узкое место».
Теория ограничений имеет научных подход к улучшению. Она верит, что каждая сложная система, включая процессы производства, состоит из множества взаимосвязанных действий, один из которых действует как ограничение для всей системы (например, ограничением может быть «самое слабое звено в цепи»). Теория ограничений предлагает мощный набор инструментов для достижения этой цели, включая:
- Пять фокусирующих шагов – методология для определения и устранения ограничений
- Мыслительные процессы – инструменты для анализа и решения проблем
- Учет пропускной способности – метод для измерения производительности и руководство по управленческим решениям
Доктор Эльяху Голдратт (Dr. Eliyahu Goldratt) придумал Теорию ограничений и представил ее широкой аудитории в своем бестселлере 1984 год «Цель» [6]. С тех пор ТОС продолжает развиваться и сегодня это значительный фактор в мире лучших практик управления. Ее основные стратегии показаны на Рис.2.
Путь Toyota
В учебнике по бережливому производству из «Искусства сервиса» (The Art of Service[7]) пришло это определения Пути Тойота:
Есть второй подход к бережливому производству, который продвигается компаний Toyota, называемый «Путь Toyota». В TTW акцент сделан на улучшении потока работы, тем самым неуклонно устраняя mura («неровности») через систему, а не путем сокращения расточительства самого по себе. Техники по улучшению потока включают выравнивание производства, производство по интенсивности спроса (средствами канбан) и коробка Хейджунка (Heijunka Box). Также известны как гибкое массовой производство, Путь Тойота имеет две ключевые концепции: кан-бан, «точно вовремя» и джидока или «автономизация» (умная автоматизация = автоматизация + люди).
Канбан- Коробка Хейджунка (Kanban-Heijunka Box)
Эти производственные процессы основываются на пяти пунктах (5S), описывающих практики создания рабочего места, способствующих визуальному контролю и бережливому производству:
- Seiri (анализ): Пройдитесь по всему в рабочей зоне, разделяя и устраняя то, что не нужно.
- Seiton (сортировка): Организуйте то, что нужно, в аккуратной и легко готовой к использованию форме.
- Seiso (чистка): Сделайте уборку и очистите рабочую зону, оборудование и инструменты.
- Seiketsu (полная чистота): Общая уборка, чистка и порядок – результат дисциплинированного выполнения первых трех S.
- Shitsuke (поддержка): Дисциплинированное выполнение первых четырех S.
Jidoka
В дополнение к умной автоматизации, Джидока (Jidoka) строится на стандартах и стандартизированной работе.
Стандартизированная работа
Создание и установка точных процедур для каждой работы оператора в производственном процессе базируются на трех элементах:
- Время такта, то есть время, за которое продукты должны быть сделаны в процессе, чтобы соответствовать запросам клиента.
- Точная последовательность работы, по которой оператор выполняет задания в рамках времени такта
- Стандартные запасы, включая единицы в машинах, требуемых для равномерности операционного процесса.
Единожды введенная и используемая стандартизированная работа является целью постоянного улучшения через кайдзен. Преимущества стандартизированной работы включают документирование текущего процесса для всех сдвигов, снижение вариативности, более простую подготовку новых операторов, снижение травматизма и нагрузки, а также базовый уровень для действий по улучшению.
Источник: iconnect007.uberflip.com
